























板金曲げ工程:プロセス解析の実践ガイド
著者:マーク・ハンクス
はじめに
板金曲げ工程は、電気機械、自動車、航空宇宙産業で広く使われており、筐体、キャビネット、パネルの板金成形に使われています。 CNCプレスブレーキ標準またはカスタムの金型を使って、シートを様々な形状に冷間成形します。板金曲げ工程の合理性は最終寸法や部品品質に直接影響します。本記事では、より良い板金成形結果を支援するための分析や実験から得られた実践的な技術を共有します(効果的な板金曲げ工程は曲げ精度を向上させるだけでなく、材料の無駄や生産コストも削減します)。

1. 板金の展開長さの計算方法
板金の曲げ工程では、曲げの精度を確保するために、正確な折りたたみ長さの計算が不可欠です。折りたたみの長さは材料の厚さ、曲げ角、工具によって異なります。
1.1 ニュートラル層法(非直角の曲げ用)
曲げる際、外側の層は伸び、内側は圧縮されますが、中性層(その間)はどちらの応力も受けません。その長さは一定であり、空白の長さの基準となります。その位置は変形によって変わります。δ ≤厚さ4 mmの場合、内側から約0.5δの位置にあります。δ ≥ 5 mmの場合、約0.34δで中性層の長さは必要な展開ブランクと等しいです。
・材料厚δ ≤4mmの場合、中性層と内表面の距離は約0.5δです。
•厚さ5 mm δ ≥の場合、約0.34δです。
ニュートラル層の長さは、部品に必要なブランク長に対応します。
1.2 補正係数法(直角曲げ用)
直角曲げの経験的補償係数を実験的に導出することができ、展開後の次元は次のように計算されます。
L = A B − 2次元
ここで:
・L = 展開長さ
•A, B = 曲げ部分の外部寸法
•δ = 材料厚さ
•Δ = 係数補償
例: A = 35 mm、B = 60 mm、δ = 4 mmの場合、展開部分の長さ = 88 mm。
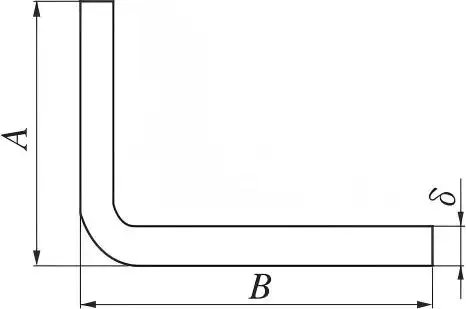
図1 曲げ成形図
表1:曲げ補償係数(参照値)
| 厚さδ(mm) | 補償係数 Δ | 一般的なV型ダイ開口V(mm) |
| 1.0 | 0.1 | 6 |
| 1.5 (1.2) | 0.2 | 9 |
| 2.0 | 0.3 | 12 |
| 2.5 | 0.3 | 16 |
| 3.0 | 0.4 | 20 |
| 3.5 | 0.4 | 20 |
| 4.0 | 0.5 | 25 |
| 5.0 | 0.6 | 32 |
| 6.0 | 0.8 | 32 |
| 8.0 | 1.2 | 55 |
注:圧力がプレスブレーキのトン数制限を超える長いワークピースを曲げる場合、標準外のVダイ開口部が必要になることがあります。補償係数は、試験のベンディング結果に基づいて調整されるべきです。例えば:
・厚さ5mmのシート:標準Vダイ32mm(Δ=0.6);長さが3000mmに近づく場合は55mmのVダイを使用し、Δを0.1減らします。
•厚さ6mm≥長さ2000mmのシートの場合、55mmのVダイを選択し、Δを0.4(0.8から調整)に設定します。
補償係数とは、特定のプレスブレーキおよび関連工具、特定の材料に対して経験的に得られる値です。各ケースごとに新たに判断されるべきです。
2. プレスブレーキ金型の選び方
板金の曲げにおいて重要な側面は、適切な金型の選択です。プレスベンディング金型は、パンチ(上部ダイ)とダイ(下部ダイ)から成り立っています。選択は材料の性質、厚さ、曲げ寸法によって決まり、作業物と工具の衝突を避け、V型ダイ開口部の選択が不適切なことで金型や曲げ機に損傷を与えないようにします。
2.1 下部ダイ(V-Die)の選択
標準的な下部プレスブレーキダイは、単一のダイブロック上に幅や角度の異なる複数のV字型開口部を持つことが多いです。標準的な操作では、Vダイ開口部はシートの厚さの6倍から8倍程度になります。薄い板材やより大きな半径の曲げが望ましい場合は、より広い開口部が選ばれます。Vダイ開口部は標準的な形状やサイズの場合もあれば、特定の要件を満たすために改造、形作り、製造されることもあります。
表2:推奨Bダイオープニング
| 材料厚(mm) | 推奨B型オープニング(mm) | ゾーニングマルチプライヤー |
| 1.0 | 6 - 8 | 6× - 8× |
| 1.5 | 9 - 12 | 6× - 8× |
| 2.0 | 12 - 16 | 6× - 8× |
| 3.0 | 18 - 24 | 6× - 8× |
| 4.0 | 24 - 32 | 6× - 8× |
| 5.0 | 30 - 40 | 6× - 8× |
| 6.0 | 36 - 48 | 6× - 8× |
| 8.0 | 48 - 64 | 6× - 8× |
2.2 上部ダイ(パンチ)選択
1) ストレートパンチ
•厚さのシートを曲げるために使用されます
2) D ≤ 3 mm
・複数の操作を持つ曲げに有用
3)グースネックパンチ
・深さの異なるU字型部品用に設計
・浅い部品に使われる小型グースネックパンチ
・厚手の深部に使われる大型グースネックパンチ
4) パンチを平らにする
・加工部品の曲がったエッジを平らにするために使用
・独自の設計要件を満たすためのカスタム改造
図2 下部ダイ断面積図
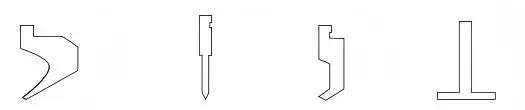
大型曲面刃 直刃 小さい曲面刃 平坦刃
図3 上部ダイ断面積図
3. プレスブレーキ曲げ力の計算方法
すべての曲げ工具には高圧に対する安全機能が内蔵されていますが、それぞれの工具には超過してはならない独自の安全限界があります。曲げる前に、曲げ力がプレスブレーキのトン数制限を超えないことを確認しなければなりません。これは、シートの厚さと必要な曲げ長さに基づいています。
曲げ力を計算するための方程式の一つは次の通りです:
P = (1.6 × B × δ² × Rm) / (100 × V)
この式では:
•P = 曲げ力(トン)
•δ = 材料の厚さ(mm)
•B = シートの幅(mm)
•V = Vダイ開口幅(mm)
•Rm = 材料引張強度(MPa)
曲げトン数の制限は、特定のプレスブレーキと使用される工具によって決まります。ほとんどの曲げ機はフレームにトン数評価板を取り付けており、CNC曲げシミュレーションシステムでもトン数を検証できます。
表3:炭素鋼曲げトン数限界(参照値)
| 厚さ(mm) | V-ダイ(mm) | 最大長さ(mm) | マックス・トンネージ(t) |
| 0.8 | 6 | 3000 | 25 |
| 1.0 | 6 | 3000 | 39 |
| 1.5 | 9 | 3000 | 54 |
| 2.0 | 12 | 3000 | 84 |
| 2.5 | 16 | 3000 | 84 |
| 3.0 | 20 | 3000 | 98 |
| 3.5 | 20 | 3000 | 133 |
| 4.0 | 25 | 3000 | 141.3 |
| 4.5 | 25 | 2500 | 150 |
| 5.0 | 32 | 2500 / 1700 | 150 / 145 |
| 6.0* | 55 | 3000 | 150 |
| 8.0* | 55 | 1600 | 145 |
| 10.0* | 55 | 1000 | 140 |
注記:
・炭素鋼の最大曲げ長さは3100mm;理論上のトン数は150トンを超えてはならない。
・*でマークされた項目は標準限度を超えており、プログラムの調整が必要となる場合;これは安全上のリスクを伴い、一般的に推奨されません。
・部品がトン数制限を超える場合、曲げ線に沿った切削溝や、材料厚みを減らすためのV字溝の切断など、代替手段として検討されます。
表4:ステンレススチールの曲げトン数限界(参考値)
| 厚さ(mm) | V-ダイ(mm) | 最大長さ(mm) | マックス・トンネージ(t) |
| 0.8 | 6 | 3000 | 25 |
| 1.0 | 6 | 3000 | 39 |
| 1.5 | 9 | 3000 | 54 |
| 2.0 | 12 | 3000 | 84 |
| 2.5 | 16 | 3000 | 84 |
| 3.0 | 20 | 3000 | 98 |
| 3.5 | 20 | 3000 | 133 |
| 4.0 | 25 | 3000 | 141.3 |
| 4.5 | 25 | 2500 | 150 |
| 5.0 | 32 | 2500 | 150 |
| 6.0* | 55 | 3000 | 150 |
| 8.0* | 55 | 1600 | 145 |
| 10.0* | 55 | 1000 | 140 |
注記:炭素鋼と同様に、ステンレス鋼の最大曲げ長は3100mmで、理論上のトン数制限は150トンです。*でマークされた項目は標準限度を超え、プログラムの調整が必要となり、安全リスクを伴います。部品がトン数制限を超える場合、板金の曲げ工程を変更するのは合理的かもしれません。
4. 一般的な板金曲げ部品の種類
4.1 U字型部品
U字型、Z字型、その他の複雑な部品には、異なる板金曲げ工程の設計が必要です。U字型部品の場合、一般的な指針として、工具の干渉を避けるために曲げ高さHは曲げ幅Bより小さいか等しいです。しかし、H≤Bであっても、曲げ高さが過剰な場合、通常Hが80 mm≥、曲げ中に部品が曲げ機のハウジングに接触することがあります。
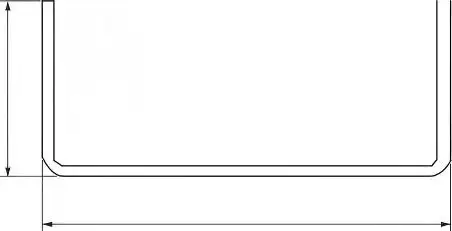
図4 曲げ成形図
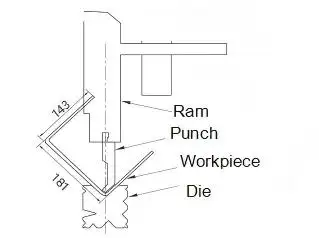
図5 曲げシミュレーション図
潜在的な解決策には、以下の特徴が組み込まれている場合があります。
•まず鈍角を曲げ(フランジが曲げ機をクリアできるように)、次に直角曲げ、さらに中間曲げも平らにすることができます。(注:この方法はワークピースに目に見える跡を残す可能性が高いです。)
・グースネックパンチ(H≥Bの場合)の使用は可能ですが、この方法の適用は試験シミュレーションや実際の曲げによる検証が必要かもしれません。
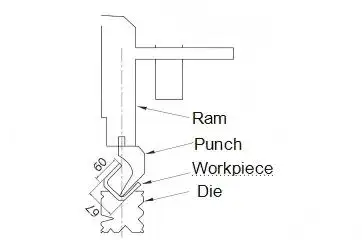
図6 曲げシミュレーション図
4.2 Z字型部品
Z字型の曲げを組み込む可能性は、主にV型ダイの開口部から部品の端までの距離によって決まります。許容されるアプローチは以下の通りです:
・材料の厚さに基づいて正しいV型ダイの開口部とパンチを選択すること。
・形成される形状を描画またはシミュレーションすること。
・まだ確信が持てない場合は、物理シミュレーションを行うか、機械を曲げてテストしてください。
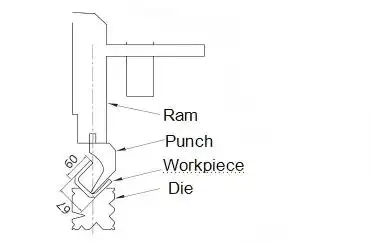
図7 曲げシミュレーション図
5. 一般的な板金曲げの問題と解決策
板金の曲げにはいくつかの問題が生じることがあります。以下の表は典型的な問題と実践的な解決策をまとめたものです。
| 子女 | 可能な緩和策 |
| ベンドフランジの高さが不十分 | ・設計上可能であればフランジ寸法を拡大する。• Vダイ開口部を小さく(トン数を確認し)、補償を調整する。• δ ≤3 mmの場合:H ≈ V/2 2;δ > 3 mmの場合:H ≈ V/2 4。 |
| 曲げ線における穴の変形 | • 曲げ後に穴を開ける。• 曲げ線に沿って工程スロットを切削する(スロット長≈穴径)。• 穴の縁は曲げ線から少なくともVダイ幅の半分に保つ。 |
| ツール干渉 | • 曲げ順を調整する—まず複雑な刃、次に単純な刃を。• 特殊な工具(例:グースネックパンチやオフセットダイス)を使用。 |
| 曲がり角でひび割れて | • 曲げ線を転がり方向に垂直に配置する。• 曲げ部分をアニールするか、より延性のある材料を選ぶ。 |
| 曲がった部分の表面痕 | • 工具改造によるパンチ半径の拡大。• 無傷の下部金型を使用する。• 金型と板の間に保護フィルムを貼る。 |
| 不規則なフランジの位置決めの難しさ | • レーザー切削中に曲げ線を基準にマークする。• 部品の輪郭に合った治具を作成する。 |
| 指定された寸法と異なる形成寸法 | • 共通の基準点を使用して累積誤差を減らす。• 練習曲を行い、補償係数を決定する。 |
6.板金曲げの品質に影響を与える要因
1)V型ダイオープニング:
V溝の選択は主にシートの厚さの関数です。より広いV字溝は曲げ力を低くする必要があります。一般的に、薄いシートはV = 6tを利用します。ここでVは下部ダイV溝の幅、tはシートの厚さです。シートの厚さに対する下部ダイのV溝幅の標準的な選択は以下の表に示されています。
| シート厚 t / mm | V溝幅 |
| 0.5–2.6 | 6t |
| 3–8 | 8t |
| 9–10 | 10トン |
2)パンチ半径:
ワークピースの外側曲げ半径は主に下部ダイのV字溝幅によって決まり、上部パンチの半径Rも一定の役割を果たします。上部パンチの半径Rは、一般的にシートの厚さに等しいか、それよりやや小さいです。硬いアルミニウムや塑性の低い材料を曲げる際は、破損やひび割れを防ぐために、上部と下部のダイにより大きなパンチ半径とV字溝サイズを用いるべきです。さらに、部品の曲げ線の端にはクラックストップ溝を形成する必要があります。
3)プレスブレーキの精度:
たわみ変形は一般的に不均一な荷重の結果です。作動長3200mmのプレスブレーキを、両側に100トンの荷重で油圧シリンダーを配置したものを考えます。上下の梁は荷重によってたわみます。その結果、ラムの実際の変位は梁の全長よりも小さくなり、曲げ角が異なります。曲げ角は中心部で最大となり、端に向かって小さくなり、ワークピース全体のサイズに影響を与えます。
4)原材料:
原材料の均一性の欠如:材料の等級によって、シートの厚さや硬度、さらには生産ごとに異なる、あるいは不均一な場合があります。大きなバリや大きな継ぎ目、あるいは曲げ過程による膨張も、曲げ精度の低下につながることがあります。ローリングの過程にばらつきがあると、スプリングバックの不均一さや精度の低下が生じることがあります。材料の局所的な違いは、材料温度の変動による寸法の誤差を引き起こすことがあります。
5)スプリングバック:
スプリングバック:材料は弾性変形と塑性変形の両方で曲がります。スプリングバック角は降伏強度に正の相関を持ち、弾性率と負の相関を示します。さまざまな曲げ技法の中で、スプリングバックは空気曲げが最も効果的で、コインの形成は最も少なく、ボトム曲げはその中間です。板金曲げ時にシートの厚さが増すと、スプリングバックが減少します。
結びの言葉
成功した 板金曲げ工程正確な展開長さ計算、適切な工具選択、正確な曲げ力推定、スプリングバック制御が必要です。
板金曲げ工程を継続的に最適化することでメーカーは曲げ精度を向上させ、生産コストを削減し、より一貫した製品品質を実現できます。
よくある質問
Q1: ベンドアローワンスとは何ですか?
曲げ許容度とは、曲げによって伸ばされる板金の量のことです。この値は材料、シートの厚さ、曲げ工具によって影響を受けます。
曲げ許容度は、鋼板の起始点やプレスブレーキの種類によっても異なる場合があります。したがって、実際の価値は現地で測定されるべきです。
曲げ許容度の計算は通常、90°の曲げに対して行われます。また、プレスブレーキダイの開口度や板金の種類によっても異なる数値があります。
曲げ許容度と曲げ減量(ΔK)は、板金曲げの関連用語ですが、定義は異なります。どの定義が使われていようとも、フラットパターンの長さは変わりません。
Q2: ベンド控除とは何ですか?
板金設計の過程で、多くのエンジニアが同じジレンマを経験しています。SolidWorksで正確に設計され適切に展開された板金部品が、なぜ製造に送られた際に必要な寸法と相関しないのか?
1〜2 mmの曲げ測定のずれは一見小さなものに見えますが、実際にはわずかな測定の差でも組み立てが満足のいくものにならないことがあります。これにより、資材の無駄遣いやリードタイムの無駄遣い、生産コストの増加が招かれます。
この広範な問題の原因は、ベンド控除、Kファクター、ベンド許容の定義に対する理解不足や誤りに通常起因します。これらのパラメータがデジタル設計と物理世界を結びつけます。これらのパラメータは正確な板金設計の基礎を形成し、製品の品質や製造能力に大きな影響を与えます。
ベンドデローは三つの中で最も理解しやすいかもしれません。この推論は、曲げ過程で外層が伸び、内層が圧縮されるためで、中性層は変わらないままです。
曲げの差し引きは、シートの伸びや圧縮によって欠損する「長さ」を補っています。
ベンド減点 = (OSSB × 2) - BA
ここで:
OSSB = 外部セットバック
BA = ベンド許容度
曲げ控除値は、板金メーカーが実務経験に基づいて特定の材料や厚さ、曲げ半径についてほぼ常に提供します。
Q3: エアベンディングとは何ですか?
ギャップによる曲げや自由曲げとも呼ばれる空気曲げの工程は、パンチを使って下部ダイに3つの接触点を形成することで板金部品を作り出します。
この作業中、ブレーキプレスの上部パンチと下部ダイが完全に閉じません。板金が下部の金型に完全に押し付けられていません。むしろ、曲げ過程で板金は部分的に支えのないまま、つまり「空中」に残されます。
曲げ角は上部パンチの下部ダイに対する移動深さによって決まり、シートの厚さにも依存します。経験則として、上部パンチの走行深さが大きくなるほど、曲げ角は減少します。逆に、移動深度が短くなる場合はそうです。
空気で曲げられた部品は後ろに跳ね返る傾向があるため、曲げ角はおおよそのもので正確ではありません。異なるワークピースについては、必要な公差に合わせて工程を点検し調整する必要があります。
Q4: ボトムベンディングとは何ですか?
エアベンディングと同様に、ボトムベンディングもパンチとV字型の下部ダイを使用します。しかし、板金は上部パンチと下部ダイの間に完全に接触し、押し付けられています。
下部曲げでは、板金が下部ダイに完全に接触します。したがって、曲げ角はダイスの角度によって決まります。
成形力の増加とスプリングバックの減少により、底部曲げがより精密で大規模な生産に適しています。
Q5: 板金曲げにおけるスプリングバックとは何ですか?
スプリングバックは、特定の力が除去された後に材料が元の形に戻る傾向を指します。シートを曲げる過程で、材料は反対側で引張応力と圧縮応力の両方を受けます。曲げ力が除去されると、シートは応力によって元の形状に戻ろうとします。この回復はスプリングバックと呼ばれます。
スプリングバックは一般的に角度寸法で記述されます。スプリングバックは材料の種類、シート厚、曲げ圧力、曲げ半径など多くの変数の複雑な関数です。
曲げられた材料に圧力がかかると、反作用力が変化します。加えられた圧力が除去されると、角度は逆方向に跳ね返ります。これをベンドスプリングバックと呼びます。
スプリングバックは以下の影響を受ける:
・同じダイ、曲げ条件、厚さを用いる場合:SPCC < AL < SUS
・同じ金型と材料を使用する場合、薄いシートほどスプリングバックが大きくなります。
・同じ材料の場合、内側の曲げ半径Rが大きいほど、一般的にスプリングバックが大きくなります。
一般的に、曲げ圧力が大きいほどスプリングバックは小さくなります。
Q6: どの素材が一番曲げやすいですか?
曲げやすい材料の中で、SPCCの冷間圧延鋼板は最も曲げやすいです。
さまざまなシート材料の中で、SPCC冷間圧延鋼は板金製造で最も一般的に使われる材料の一つであり、この材料の曲げも容易で曲げも容易です。
SPCCは脆さが低く延性が高いため、曲げに有利であり、板金の曲げや成形作業においても特に有利です。SPCC製の部品は通常、表面を改善するために仕上げが必要です。これには塗装や電気めっきが含まれます。表面の小さな欠陥や曲げによる小さな傷は通常、仕上げ工程で覆い隠されます。
SPCCは板金用途の曲げに最も使いやすい材料の一つとされています。
Q7: パンチ半径はどのように決定されるのですか?
ある板金の曲げに対して、ダイの角度は曲げ角より小さいはずです。例えば、曲げ角が90度の場合、ダイ角88度が一般的に使われます。
3mm以下のシートでは、パンチチップ半径R0.6が使われますが、必要な処理に独自の仕様がある場合はR0.2半径が使用されることもあります。
ダイが加工に必要な範囲や耐圧範囲があるかを確認する必要があります。
ダイは曲げ作業に必要な形状かどうかを必ず確認してください。

