























板金曲げ干渉:原因と解決策
曲げ干渉は多段階の板金作業でよく見られる問題です。干渉は、曲げ作業中にワークピース、工具、または機械が衝突するときに発生します。JS RAGOSでは、カスタマイズされたツール、プロセス、設計ソリューションの定義と支援を解消することに取り組んでいます。このガイドは、干渉の可能性についての洞察を提供し、現地での経験から解決策を提供します。
1.なぜか Bエンディング Interferenceは次の通りです。 Iキャリング
曲げは板金において最も重要な作業です。この操作は、金属の塑性変形によって特定の幾何学や寸法の部品を作り出します。溶接、リベット、ボルト固定の工程と比較すると、曲げの工程には以下のような利点があります。
・高精度と再現性の向上
・工具および人件費の削減
・サイクルタイムの短縮
・継ぎ目や継ぎ目をなくすことで見た目が改善される
しかし、より複雑な形状を使うほど、干渉を曲げる可能性が高まります。適切な工程計画、適切な工具の選択、適切な操作順序の考慮がなければ、曲げ干渉は部品の製造を不可能にしてしまうことがあります。JS RAGOSでは、部品の設計段階で干渉の問題に取り組み、効率的でシームレスな製造を確保しています。
2.板金曲げ干渉とは何ですか?
曲げ干渉は主に2回以上の曲げを想定した部品で発生します。このような場合、干渉はプロセス内の部品の曲げたエッジとダイ、パンチ、機械フレーム、または部品の特徴との物理的な衝突によって発生します。主な影響要因は以下の通りです:
・部品形状と寸法
・金型(パンチ&ダイ)
・機械構造(ベッド幅、ラムストローク、バックゲージの移動)
・曲げシーケンス
以下は、典型的な例とともに示す、最も一般的な曲げ干渉の3つのタイプです。
2.1 曲げ刃と工具の干渉
これが最も一般的な干渉タイプです。曲げ回転中、すでに曲がったエッジがパンチ(上部ダイ)またはダイ(下部ダイ)に当たり、変形を引き起こしたり工程を停止させたりします。
• 上部ダイ干渉 – 曲げたエッジがパンチを上方に回転させる際に打つ。
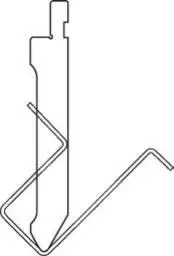
図1:上部型干渉
• 下部ダイ干渉 – 部品がダイショルダーまたは下部工具と衝突します。
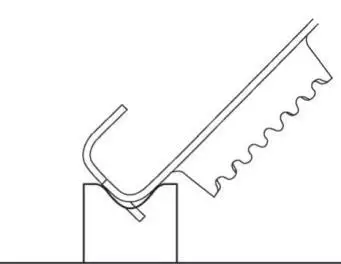
図2:ダイ干渉の減少
例:「U字型」部品の背の高いフランジはパンチに簡単に当てられます。JS RAGOSは設計段階の早い段階で工具クリアランスを確認することを推奨しています。
2.2 部品と機械の干渉
これは囲い込まれたジオメトリや過大ジオメトリで起こります。例えば:
・三面閉じた曲がり – 平行な2面を曲げた後、3つ目の側面を試みる際に高い垂直壁が上部のダイスに当たる。また、機械ベッドやバックゲージが部品の位置を妨げることもあります。
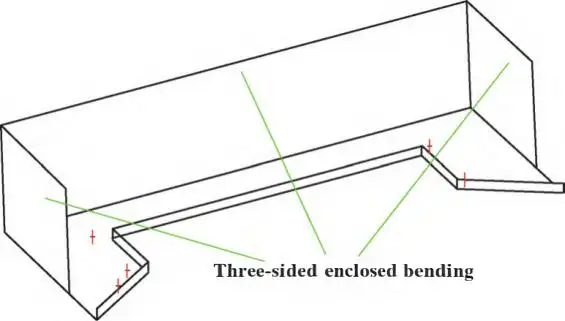
図3:三面密閉型曲げ
• 「Z字型の曲げ」 – 単純なオフセット(Z字曲げ)はしばしば失敗します。最初の90°曲がりの後、長い脚が下向きになり、2回目の曲げで機械のテーブルに当たってしまいます。
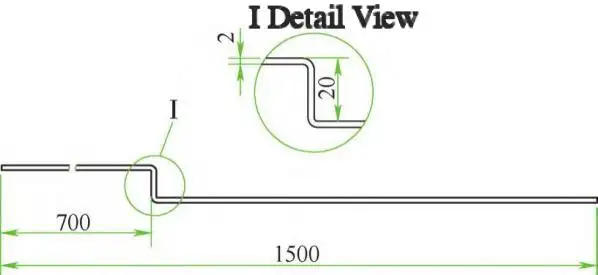
図4:Z字型の曲げ
✨ JS RAGOSの洞察:いわゆる「曲げ不可能な」部品の多くは、曲げ順を調整したり特殊な工具を使うことで保存できます — 詳細は第3節参照。
2.3 他の部品特徴との干渉
組み立てが厳しい部品では、公差やスプリングバックが蓄積され、エッジが衝突したり角度が不足したりすることがあります。
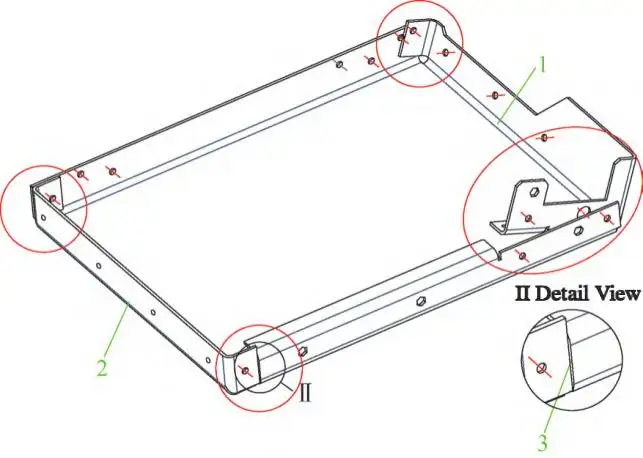
図5:アセンブリ構造による曲げ
例:内部に結合フランジを持つ箱状の部品。幅の許容差があまりにも負すぎる(過度に曲げられている)場合、側面のフランジ同士が衝突します。特定の位置で適切な隙間がなければ、曲げ角は90°に達することはできません。
これらのケースでは、許容分析、スプリングバック補償、シーケンス計画など、包括的なアプローチが必要です。
3. 板金曲げ干渉に対する実用的な解決策
数十年にわたる製造経験に基づき、JS RAGOSは干渉問題を効率的に解決するために、しばしば組み合わせて以下の戦略を適用しています。
3.1 工具選択の最適化とダイ形状の修正
工具の選択が第一線です。
・フック/グースネックパンチ – 「U」字型部品の最も一般的な解決策。その凹んだ設計により、高いフランジのクリアランスを確保しています。JS RAGOSはグースネックパンチのラインナップを提供しており、フランジの高さや底幅に基づいて適切なサイズをおすすめします。
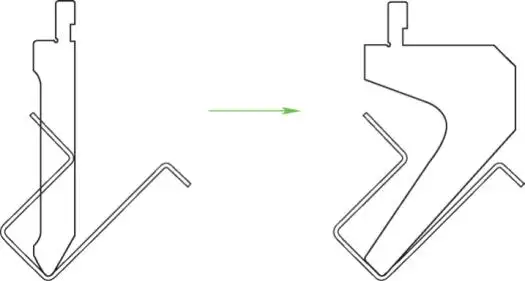
図6 ベンドフックダイ
・改良された標準金型 – 干渉が発生するパンチやダイのクリアランス穴をノッチ、ミル、またはドリルで開けます。ただし、残った工具本体が早期摩耗やたわみを防ぐ十分な強度を持っているか必ず確認してください。

図7:改変型
グースネックパンチでも部品をクリアできない場合、JS RAGOSはスコアラインやV字溝の曲げ(「曲げ前のルーティング」とも呼ばれる)を推奨しています。
スコアライン / V-グルーブ法:
• 曲げ線に沿って浅い凹みを押し込む(またはV字溝をミルし、厚さ80%≈)。
・溝により部分的な事前曲げ(例:90°ではなく135°まで)が可能となり、後の工程での工具衝突を回避できます。
・最後に、90度に平らにします。
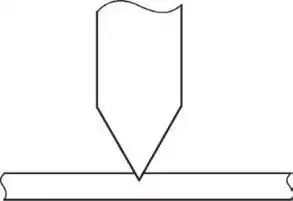
図8:ワイヤープレス工程

a) 溝作りと前曲げ b) 溝作り、曲げ、修正
図9:溝作りと曲げ
注意:深い溝は強度を損なったりひび割れを引き起こしたりすることがあります — 適用ごとに評価してください。JS RAGOSは、あなたの特定の材料や厚さに対して実現可能性テストを行うことができます。
3.2 スマートベンディングシーケンスの設計
巧妙な手順は複雑な工具の必要性を排除することが多いです。
Zに関しては-ベンドの例:
両脚を直接90°に曲げる代わりに:
・最初の区間を約135度に事前に曲げる。
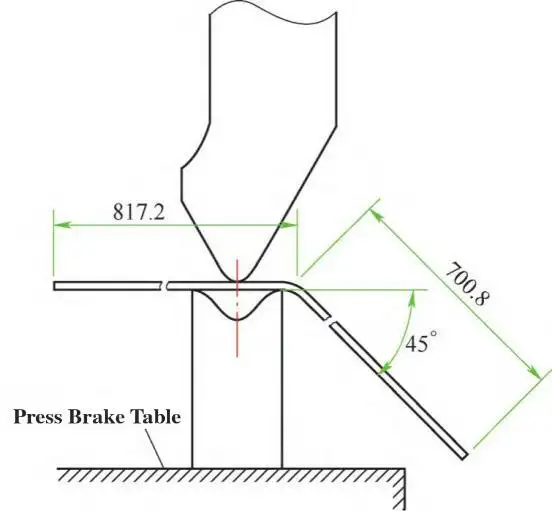
図10:前曲げの回路図
・2本目の脚を完全に90度に曲げます。
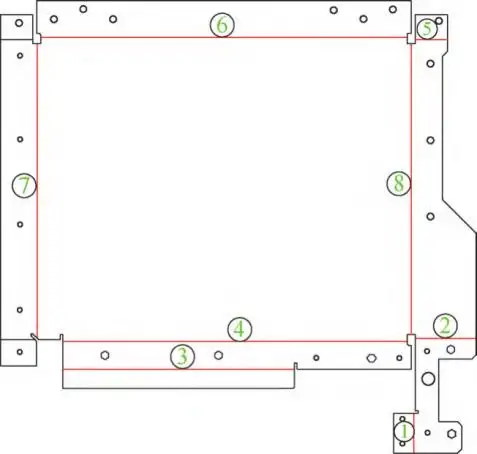
図11:曲げシーケンス
・第1区間に戻り、90度までフィニッシュする。
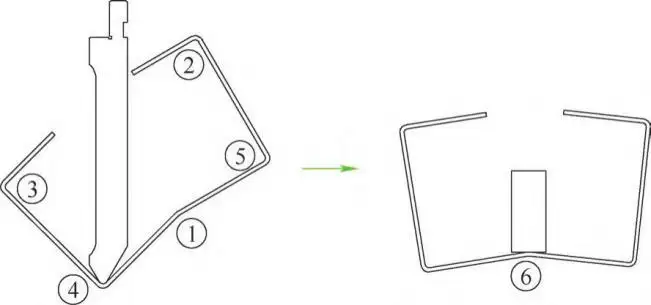
図12:前曲げの過程
複素数の場合、多重-曲げ部分:
・逆順推論を用いる — まず最後の曲げを決め、その後逆算する。これにより、アクセスが最も難しい重要なフランジが最後に曲げられ、パンチへの干渉を避けられます。
プレ-犠牲的な操作としての曲げ:
干渉が予測される一時的な逆方向の曲げ(小さな角度)を加えます。主な曲がりを終えた後、一時的な曲がりは修正または除去されます。
JS RAGOSは、CAD/CAMと現場検証の知識を用いて顧客が曲げシーケンスをシミュレートするのを支援し、試行錯誤にかかる数週間の時間を節約します。
3.3 適切な曲げ器具の選び方
すべてのプレスブレーキが同じではありません。主に2つのタイプがあります。
・アップフォーム(ボトムラム)プレス – 薄板に適しています;パンチは下から上へと進みます。
・ダウンフォーミング(トップラム)プレス – パンチが下方向に動きます。厚いプレートや大きなワークピースに適しています。
干渉に影響を与えるメインマシンのパラメータ:
• オープンハイト&ストローク – 高いフランジのクリアランスを伸ばすスペースが不十分。
• ベッド幅 – 幅広のベッドは金型の下に伸びる部品を塞ぐことがあります。
・バックゲージのトラベル範囲とレイアウト – 長く非対称な部品と矛盾することがあります。
JS RAGOSは、高度な干渉回避ソフトウェアを搭載したモデルを含む最新のCNCプレスブレーキを運用しており、お客様の部品ファミリーに合わせた機械選択についてアドバイスできます。
3.4 デザインカスタム/ノン-標準金型
非常に複雑な形状の場合、市販の金型では不十分です。JS RAGOSは、以下の非標準的な曲げ工具を設計・製造しています:
• 一枚一体型の金型(例:段差パンチ、半径型成形型)
・モジュールアセンブリ(ストローク中に「膨張」または「折りたたむ」多部品の可動工具)
カスタム金型は部品の形状、材料、バッチサイズ、コストの慎重な分析を必要とします。JS RAGOSはエンドツーエンドのサービスを提供しています:実現可能性調査→3D設計→社内生産→試験実施。
3.5 曲げやすさのための部品設計の改善
時には、機能や寸法に影響を与えずに製品設計を変更するのが最善の解決策です。
JSラゴスの実物ケース(機関車ランプカバー):
元の設計は2つの鋭角フランジと独立した溶接継ぎ目を持っていました。分析の結果、溶接継ぎ目とフランジ1本を入れ替えました:
・以前は鋭かったフランジが直線的な曲がり(形成しやすい)になりました。
・元のフランジは溶接継ぎ目となり(45%短縮)
結果:
・曲げ干渉なし。
・溶接長を55%短縮→コスト削減、処理能力向上。
・特別な金具は不要。
JS RAGOSは、初期試作段階でDFM(製造可能性のためのデザイン)レビューを提供し、そのような機会を捉えています。
4. 概要となぜJS RAGOSを選ぶのか
部品が複雑になるにつれて板金の曲げ干渉は避けられませんが、決して解けない問題ではありません。重要なのは、以下を組み合わせることです:
・適切な工具選択(標準、改造、カスタム)
• よく計画された曲げシーケンス(前曲げ、逆論理)
・機械の制限への認識(適切な機器の選択)
・設計最適化(自己干渉を引き起こす特徴の変更)
JS RAGOSは専任の製造業者として、ソリューションについて書くだけでなく、日々現場でそれを実践しています。グースネックパンチ、V字溝ベンディング、プロセスシミュレーション、または完全カスタム金型など、私たちはシートメタル曲げ干渉に対して実用的かつコスト効率の高い解決策を提供します。
無料のDFM分析をご希望の方はJS RAGOSにご連絡くださいあなたの最も難しい曲げ部分の中から。もっと賢く曲げよう、強く曲げるのではなく。

