























ESA S860プレスブレーキによる大きな半径のアーク曲げの習得
ESA S860プレスブレーキは、板金や板材上で安定的かつ繰り返し可能な大弧曲げに適しています。標準的な角度曲げと比べて、この作業には段差、スプリングバック、成形の一貫性、表面品質のより良い制御が求められます。弱いプログラムは平らな部分や不均一な曲率を引き起こすことがあります。
JS RAGOSのユーザー向けに、ESA S860はアークベンディングシーケンスの作成、シミュレーション、最適化のための統合プログラミング環境を提供します。このガイドでは、プログラミングの文脈で、グラフィカルおよび数値の両方において、より制御された本番志向のアプローチで大きな半径の曲げを管理する方法を説明します。
はじめに to t彼はESA S860プレスブレーキ
ESA S860プレスブレーキは 精密曲げオペレーターの制御とプログラミング効率のバランスが強く求められる作業です。大きな半径の用途では、最終形状が一度の成形ではなく、一連の小さく制御された曲げによって作られるため、そのバランスは特に重要になります。結果の質は、プログラムが設計データをどれだけ正確に機械の動作に変換するかに依存します。
実際には、ESA S860はユーザー指向の制御インターフェース、プログラム可能な曲げロジック、シミュレーションベースの検証を通じてこの作業をサポートしています。これにより、作業者はワークピースプロファイルの定義、材料データの入力、曲げシーケンスの調整、成形経路の確認を生産開始前に行えます。このプロセスにより、現場での試行錯誤が減ります。
JS RAGOSのようなメーカーにとって、このシステムの主な価値は使いやすさだけでなく、プロセス制御にもつながります。大きな半径アークを正しくプログラムすれば、機械は以下の供給を支援できます:
•生産ラン全体でより一貫した曲線形成。
・ステップ距離と曲げの進行をより正確にコントロールできる。
・初品検査時のセットアップ調整の修正が少なくて済む。
・カスタムで小ロットでの再現性が向上。
・難しい素材に取り組む際の自信の向上。
ESA S860プレスブレーキのアークベンディング機能と、オペレーターが直線パネル、曲面パネル、あるいは構造的に複雑な部品をプログラムしている場合でも、精密アークベンディングシステムに問題はありません。
ESA S860のグラフィカルプログラミング:ガイドライン
- マシンの起動とグラフィカルモードの選択
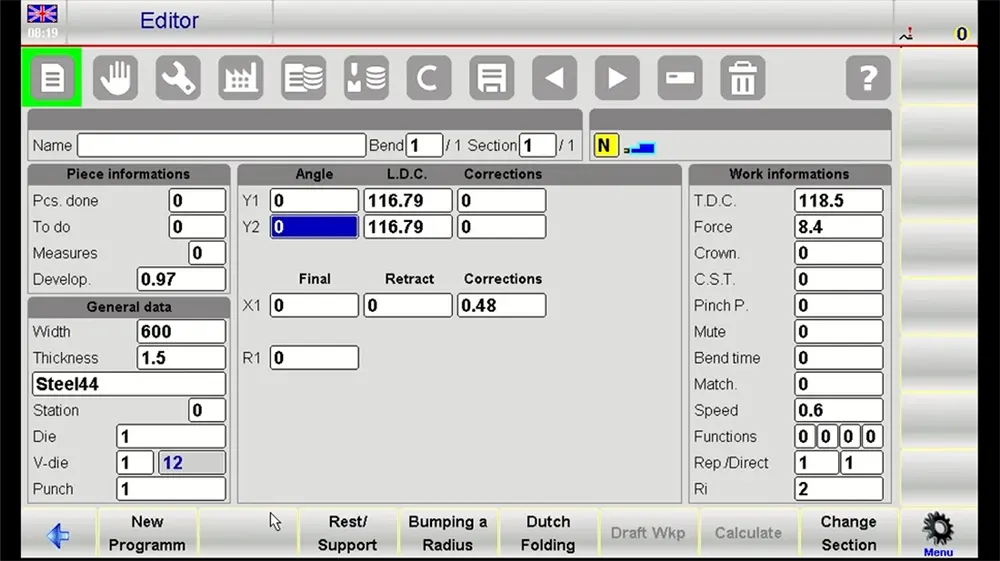
まずはマシンを起動し、ESA S860コントローラーの初期化を確認してください。その後、メイン画面が表示され、インタラクティブ画面に進みます。アーク曲げの目的において、このスクリーンは作業者がワークピースを構築し、プログラムされた形状が対応する図面と一致しているかを確認するのを助けるため不可欠です。
作業前に、機械が適切な工具を正しい基準位置に設置していることを確認してください。プログラミングシーケンスの信頼性は、その背後にある物理的なセットアップに依存します。
- ワークピースプロファイルを作ろう
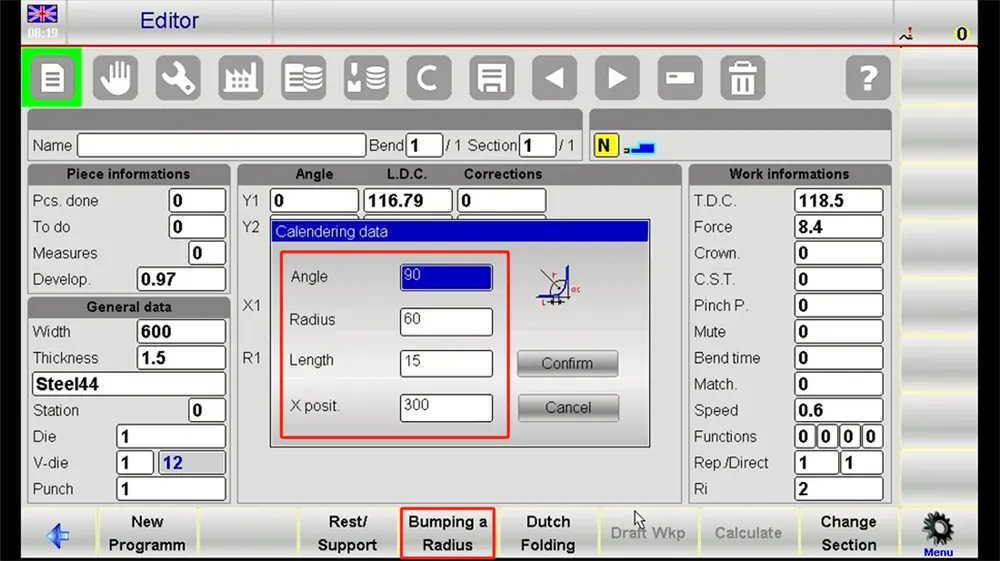
グラフィカルインターフェースで、必要なアークプロファイルに基づいて部品のアウトラインを作成します。大きな半径の作業では、オペレーターは弧を単一の抽象的な曲線として扱うのではなく、全体的なジオメトリに注意を払うべきです。半径、遷移点、フランジ断面、総曲げ長はすべて生産図面を反映しなければなりません。
利用可能な描画ツールを使って弧の断面を明確に定義してください。以下の点を確認することがしばしば有益です。
・アークの開始点と終了点
• 要求される半径値
• 弧の全長
• 部品に隣接する直線部分が含まれている場合
• 曲げ挙動に関連する材料の方向性
・この時点で整頓されたプロフィールは、将来の調整を大幅に簡素化します。
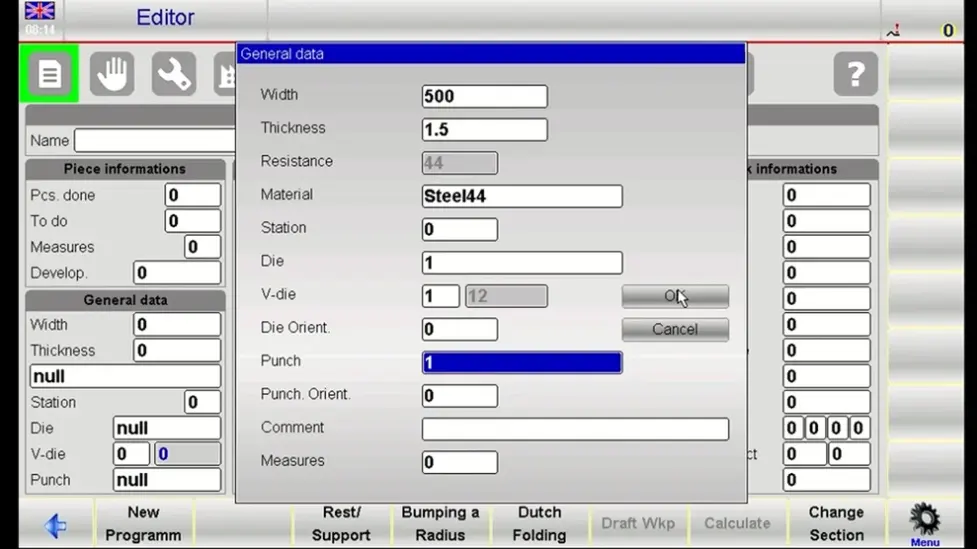
- 材料およびプロセスパラメータを入力します
ジオメトリが定義された後、材料の種類、シート厚、その他必要なプロセスデータを入力します。このステップは、大きな半径の結果が材料の挙動に強く影響されるため不可欠です。ステンレス鋼、軟鋼、アルミニウムは段差曲げ時に同じ反応をしません。
ESA S860はこの情報を活用して曲げ計算と工程計画を支援しています。もしあなたのワークショップに特定の材料に対するスプリングバック値や好ましい補正ロジックが既知なら、この段階で入力して、理論値だけでなく実際の生産条件を反映させましょう。
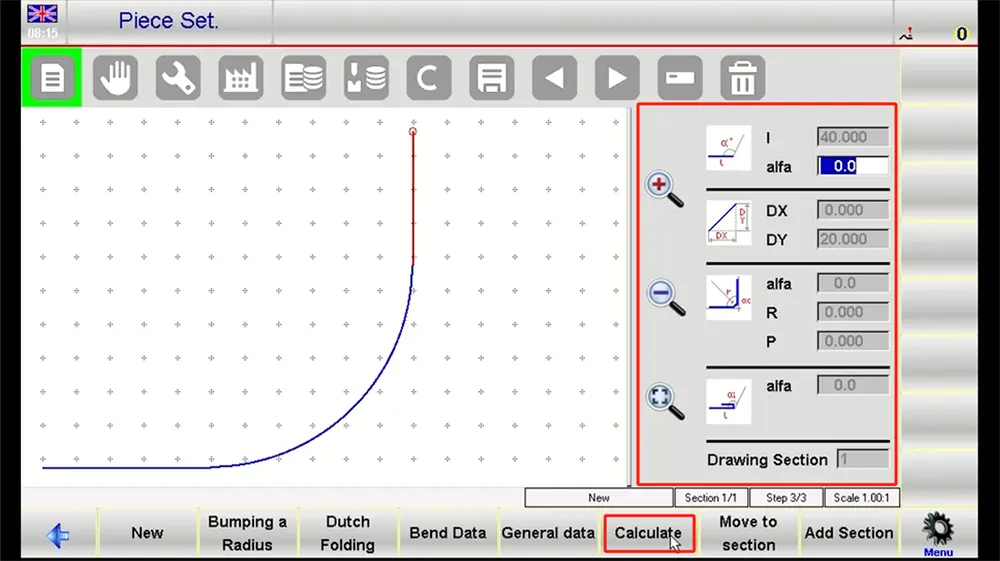
- 曲げシーケンスを自動生成する
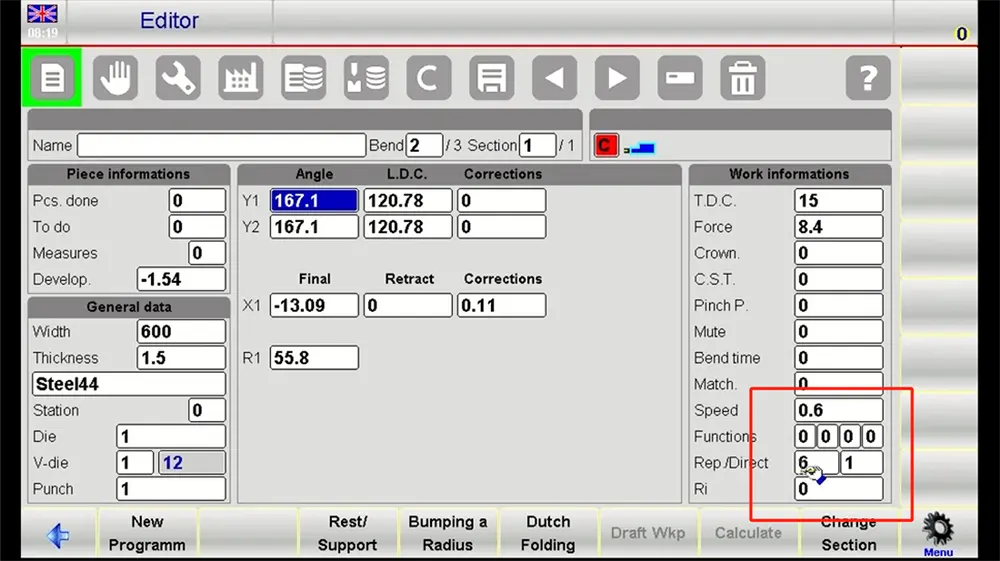
プロファイルと材料情報が整ったら、コントローラーの自動計算機能を使って曲げ経路を生成します。ESA S860は、必要な大きな半径弧を近似する段階的な曲がりの連続を計算します。
この自動機能は時間を節約しますが、レビューに取って代わるべきではありません。オペレーターは以下の点を引き続き確認する必要があります:
• 曲げ数
・ステップ間隔
・角度分布
・ツール互換性
・シーケンス中の部品取り扱いの実現可能性
生成されたプログラムがあまりにも攻撃的すぎたり粗すぎる場合は、手動で調整してください。より滑らかな弧は、しばしば小さくバランスの取れた成形ステップに依存します。
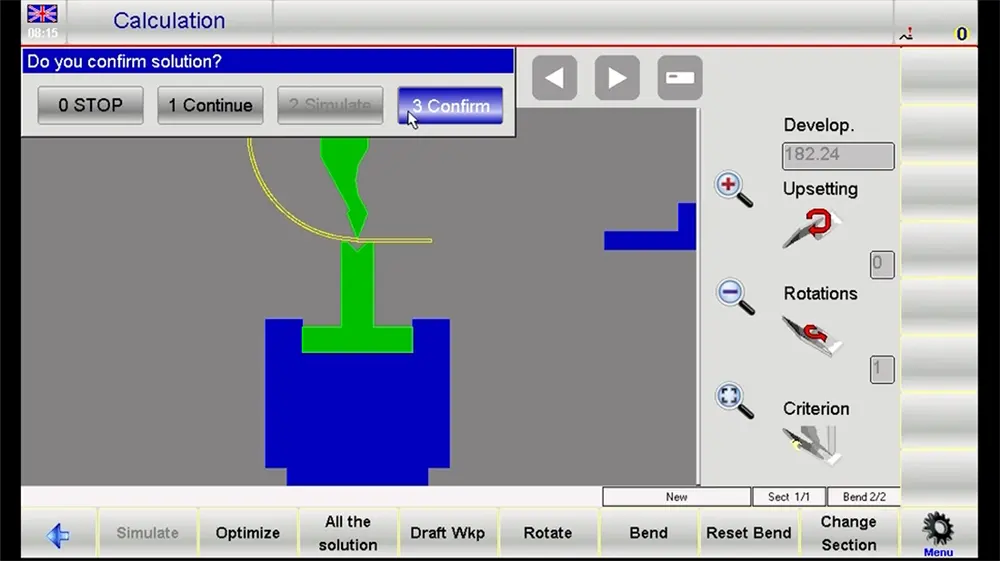
- プログラムのシミュレーションと検証
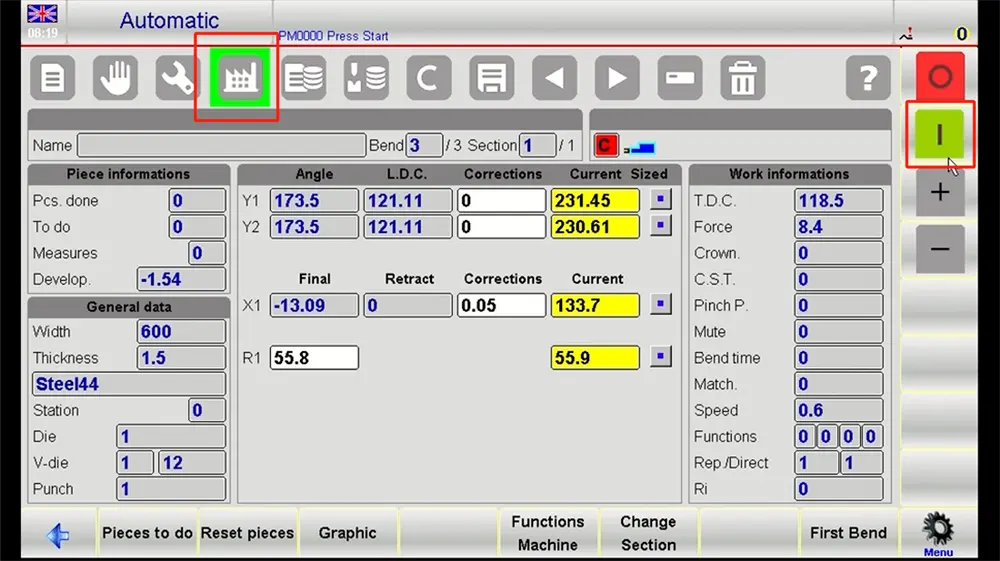
ジョブを機械に送る前にシミュレーションを実行してください。これはESA S860プレスブレーキのワークフローの中でも最も価値のある段階の一つです。シミュレーションは、操作者が順序が論理的かどうか、部品の向きが正しいか、曲げ時に干渉が生じる可能性があるかを確認するのに役立ちます。
レビューの際には、以下の点を確認してください。
• 曲がり帯全体にわたる弧の連続性
• 工具とワークピースの衝突の可能性
・後方ゲージの配列中のフィット(該当する場合)
・オーバートラベルや現実的でない動き
・描画と最終形状の一貫性
必要に応じて、前の手順に戻り、曲げの増分や補償値の調整を行います。
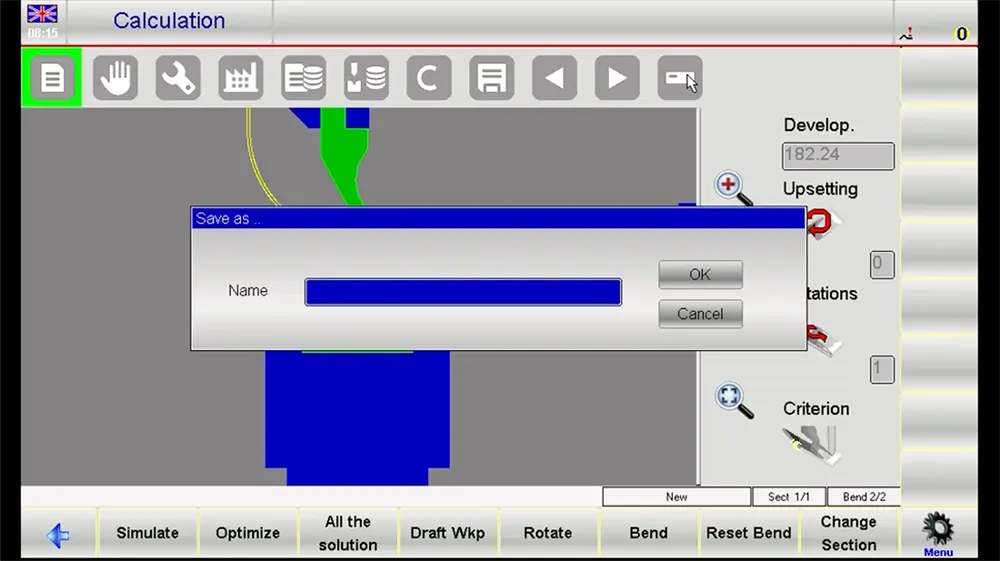
- セーブ&プロダクション準備
シミュレーションが確認されたら、プログラムを明確かつ識別可能な部品名と改訂で保存してください。その後、操作モードに切り替えて最初のパーツランの準備をします。また、成形前に工具が設置され、材料が整列し、機械が稼働可能であることも確認してください。
詳細な手順 f数値プログラミング of That S860
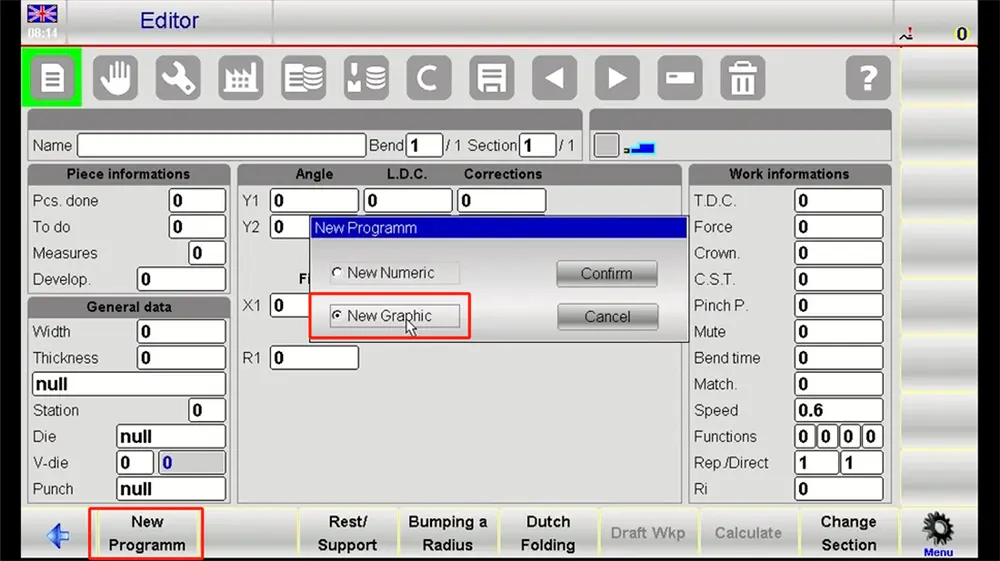
・新しいプログラムの作成
数値モードでは、新しいプログラムファイルを作成することから始めます。将来の検索に役立つ実用的なプログラム名を入力してください。この方法は、直接パラメータ入力を好むオペレーターや、描画したプロファイルではなく寸法データからジョブを構築する必要があるオペレーターに有用です。
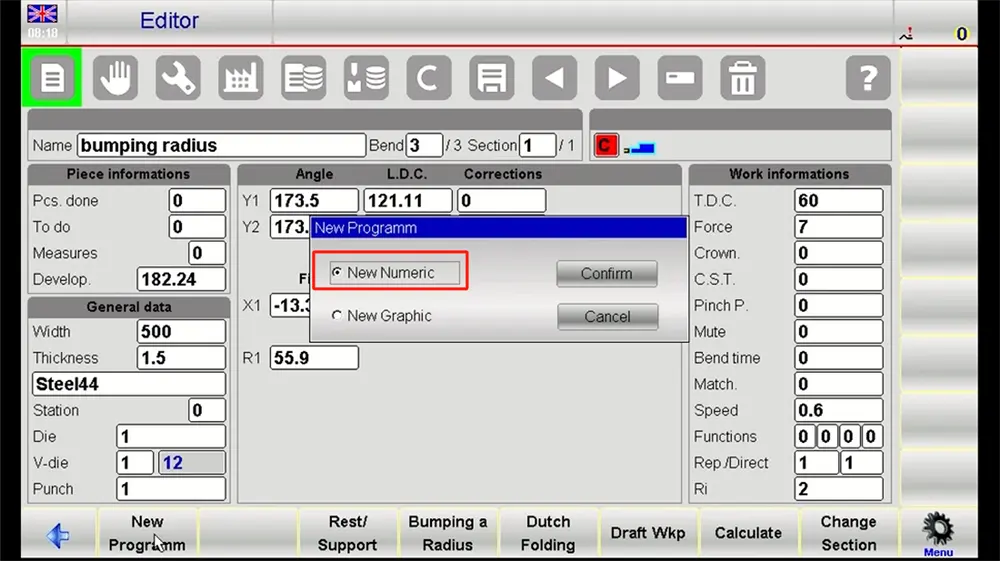
大半径の用途では、実際の成形方法を反映した形でジョブタイプを定義してください。
・材料データ入力
材料の種類、厚さ、関連する補正値を入力します。これがこのプログラムの基盤です。材料にスプリングバック傾向がある場合は、その補償を機械上で繰り返し試行調整するのではなく、早期に含めるべきです。
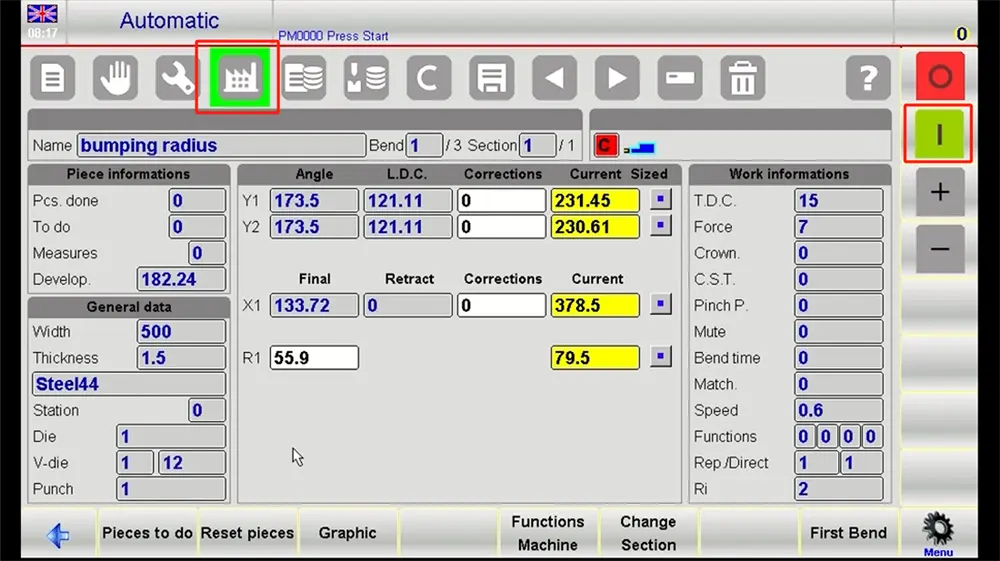
・主な曲げパラメータの設定
次にコアアークデータを入力します。これには通常、ターゲット半径、総曲げ角、実効曲げ長が含まれます。これらの値は技術図面やプロセス要件と一致している必要があります。
ESA S860プレスブレーキはこの情報を用いて作業の数値論理を構造化します。ここでの精度は、生成されるベンド進行の品質に直接影響します。
・ベンディングステップの定義
大きな半径の弧を個別の成形ステップに分けましょう。また、測定された角度の増分と関連する送り距離の組み合わせによって曲線を形成することも可能です。ステップ数は半径サイズ、材料の選択、厚さ、表面品質基準などの要因によって異なります。
より良い大半径の結果は通常、生産開始後の過剰な補正ではなく、バランスの取れたステッププランニングから得られます。
・シミュレーションと最適化
制御のシミュレーション機能を再度使い、数値プログラムを確認してください。リアリズムや連続性の問題も考慮してください。機械が特定の工程の実行に問題がある場合は、プレスブレーキに移る前にシミュレーションを実行させ、アークの連続性が悪い場合は次に進む前に調整します。
・セーブ・アンド・エグゼキュート
数値プログラムを検証したら、そのプログラムを機械のプログラムライブラリに保存しなければなりません。その後、操作モードに切り替えて最初の試練駒を準備します。形成された弧を慎重に測定し、目標値と比較してください。小さな改良は必要かもしれませんが、よく構築されたESA S860プログラムは現場での修正量を減らすはずです。
結論
ESA S860プレスブレーキは、製造者に対し、グラフィカルおよび数値プログラミングの両方を通じて大きな半径のアーク曲げを管理する実用的かつプロフェッショナルなプラットフォームを提供します。JS RAGOSユーザーにとって、その価値は構造化プログラミング、より明確な検証、そしてアーク品質に影響を与える多くの変数のより良い制御にあります。
オペレーターが規律あるプロセス—プロファイル作成、材料入力、シーケンス生成、シミュレーション、ファーストピース検証—を踏めば、一貫性が向上し、無駄なセットアップ時間を減らし、より滑らかなアーク結果を得ることができます。実際の制作では、単にプログラムを完成させるよりもはるかに重要です。繰り返し可能な曲げ性能、効率的な作業フロー、そして要求の高い製作作業のための強固な基盤をサポートします。

