























Delemプレスブレーキでプロダクトプログラミングをマスターする方法
Delemプレスブレーキプログラミングは、日々の曲げ作業において最も重要なスキルの一つであり、精度、繰り返し性、セットアップ速度、オペレーターの効率に直接影響します。多くの工房では、スムーズな生産と繰り返しの修正の違いはコントローラーから始まることが多いです。

オペレーター、プログラマー、生産マネージャーにとっては、機械構造や工具の品質と同じくらい、しっかりしたプログラミング習慣が重要です。適切にプログラムされた部品は、試行曲げを減らし、曲げ順序を明確にし、繰り返し作業間で安定した結果を維持するのに役立ちます。だからこそ、Delemプレスブレーキの正しい使い方を学ぶことは単なる技術的な作業ではありません。また、現場での処理能力を向上させる実用的な方法でもあります。
入場 the プログラムモード
Delemプレスブレーキを扱う最初のステップは、プロダクトモードまたはプログラムモードに入ることです。この画面から、オペレーターは新しい部品プログラムを作成したり、すでに保存済みのプログラムを編集したりできます。
通常の生産では、一般的に2つの出発点があります。
• 製品概要から既存製品を開く
・新しい部品のための新しいプログラムを作成する
・製品データとツールセットアップの確認
・ベンドプログラミング画面に入ります
プログラムページ内に入ると、オペレーターはアクティブなベンドシーケンスを確認でき、ベンドセレクターを使ってベンドステップ間を移動できます。このレイアウトにより、プログラム全体の構造を見失うことなく、一度に一つのベンドを点検しやすくなります。
ほとんどのDelemインターフェースでは、サイドボタンから主要なプログラミングエリアへの素早いアクセスが可能です。これには、メインの曲げデータページ、曲げ表全体、製品特性、工具の変更、曲げ挿入、バンピング機能などが含まれます。正しく使えば、これらのショートカットはプログラミング時や繰り返し作業時の調整時の時間を節約できます。
理解 t主な番組の見解
Delemプレスブレーキプログラムは通常、単一の画面ではなく複数の接続されたビューで管理されます。各ビューはプログラミングプロセスにおいて異なる目的を果たします。
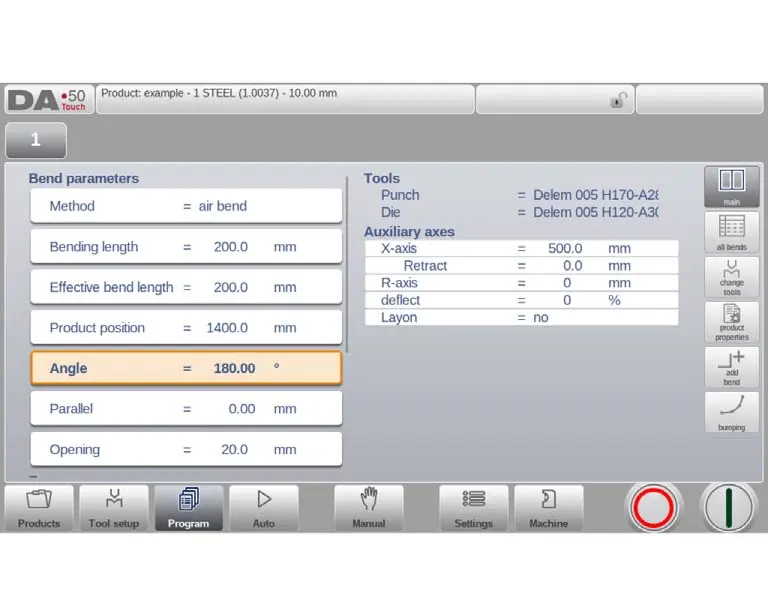
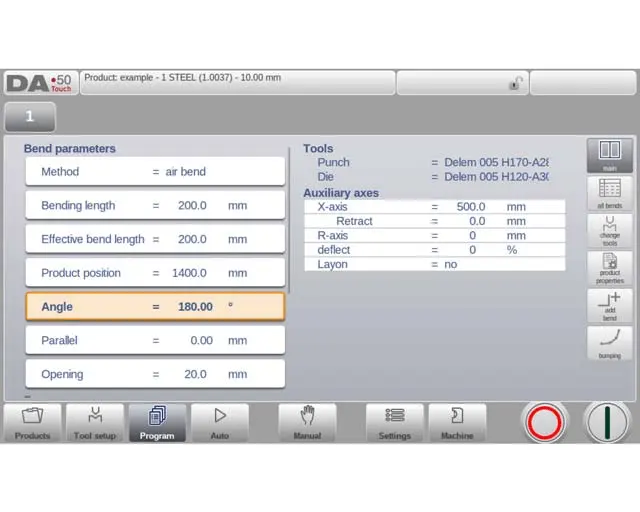
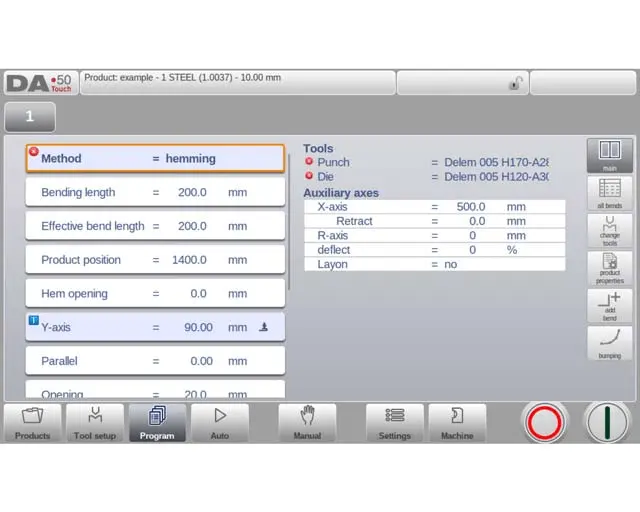
メインビューはオペレーターがアクティブなベンドステップを編集する部分です。これは初期プログラミングやトラブルシューティングで最も頻繁に使われる画面です。選択したベンドのプライマリ値を表示し、素早く直接入力できます。
All Bendsビューでは、すべてのベンドステップをテーブルで一覧表示し、シーケンス全体を確認したり、ベンドを比較したり、順序を並べ替えたり、プログラム全体をより効率的に編集したりしやすくしています。
製品プロパティページには、部品の基本的な製品情報が保持されています。これらの値は一つの曲がりだけに結びついているわけではありません。代わりに、識別や資料関連情報を含む部分全体を定義します。
工具交換エリアは、1回の曲げやプログラム全体の更新が必要な場合に使用されます。これは、異なる金型開口、パンチプロファイル、製造方法に工事を修正する際に特に有用です。
各曲がりを形作る主要なパラメータ
Delemプレスブレーキプログラム内の各曲げ工程には、機械がどのように曲げを行うかを定義する一連のパラメータが含まれています。これらの値を十分に理解することで、調整速度が向上し、より一貫した曲げ性能を実現できます。
- ベンド法
選択された曲げ方法は、機械が曲げの計算と実行方法を変えます。一般的な方法にはエアベンディング、ボトムイン、ヘミングなどがあります。各方法にはビームの位置や力の挙動に関する異なる論理が必要です。
エアベンディングは、機械がターゲット角度に応じてY軸の深さを計算するため、柔軟な角度プログラミングでよく使われます。ボトムはシートをより強くダイに押し込み、力の条件により大きく依存します。ヘミングはフランジを折りたたむ必要がある場合に用いられ、梁の位置は金型の表面と板の厚さを考慮しなければなりません。
- 長さ、位置、角度
曲げ長さは力の要求やクラウン計算に影響を与えるため重要です。複数の曲げ線が部品に関与する場合、有効曲げ長は荷重計算にも適用されます。
製品位置は機械基準面を基準にZ方向の部品位置を指定します。正しい位置取りは、より長く詳細なプログラムでもアライメントを維持するのに役立ちます。
角度ベースのプログラミングにおいて、ターゲット角は最も重要な入力の一つです。角度モードでは、システムはビームの位置を自動的に計算します。絶対位置モードでは、プログラマが直接曲げ深さを設定します。
- ビーム移動設定
曲げ中および曲げた後のビームの挙動は、いくつかの設定によって制御されます。
・ミュート:速いアプローチからプレッシングスピードへの切り替えポイント
• 開口:曲げた後の隙間を開けて部品を取り扱いやすくする
・平行:左右シリンダー間の補正
• 滞留時間:曲げ点でのホールド時間
・減圧:押出後の解放距離
・速度:作業ストローク中のプレス速度
・分解速度:減圧運動中の速度
これらの値は最初は二次的に見えるかもしれませんが、実際の生産では一貫性、取り扱いの快適さ、サイクル効率に大きく影響します。
柔軟性を高める追加機能
Delemプレスブレーキコントローラーには、オペレーターがより複雑な生産条件を扱うのを支援するステップレベル機能も含まれています。
繰り返し設定により、ベンドをスキップしたり何度も繰り返したりできます。これは特殊な形成論理やチェーン方式の操作で有用です。
リトリート待機設定は、ビームがすぐに続行するか、リトラクションが完了するまで一時停止するかを制御します。これにより、ビームの動きとゲージの動きの調整が改善されます。
ステップコードは新しいパラメータ値がいつアクティブになるかを決定します。プログラミングロジックによっては、復位、ミュート位置、上死点、または外部信号を通じて値の変化が発生します。次のステップ開始前に短い休憩が必要な場合にも遅延時間を加えることができます。
これらの機能は必ずしも単純な作業で使われるわけではありませんが、高度な手順を扱ったり、機械の動きをより慎重に統合したりする際には有用になります。
製品プロパティの管理 and ツールデータ
良いプログラムの組織は、クリーンな製品データから始まります。Delemプレスブレーキでは、製品プロパティページから部品ID、製品説明、シート厚、材料タイプ、角度選択モードを定義できます。
この情報はいくつかの理由で重要です。まず、プログラムライブラリの検索がしやすくなります。次に、正しい計算動作をサポートします。第三に、次のオペレーターがすべての曲げ工程をやり直さずに作業を理解できるようにします。
ツールデータも同様に重要です。実際の機械の金型はプログラムに割り当てられたパンチ&ダイに対応しなければなりません。オペレーターは、生産に与える影響に応じて、ベンドステップ1つまたはプログラム全体を変更することで金型変更を行うことができます。
機械の構成によっては、補助軸データ、引き込み距離、軸速度、レイオンオプションなどが適用される場合があります。これらが適切にプログラムされると、バックゲージの動きはより安定し、実際のハンドリングプロセスにより適合します。
使用 t彼はすべて曲げる より効率的に見る
全曲げ画面ではプログラムの全体像が表に表示されます。ここは多段階部品を編集するのに最も速い場所であり、オペレーターがベンドシーケンス全体を確認できるからです。
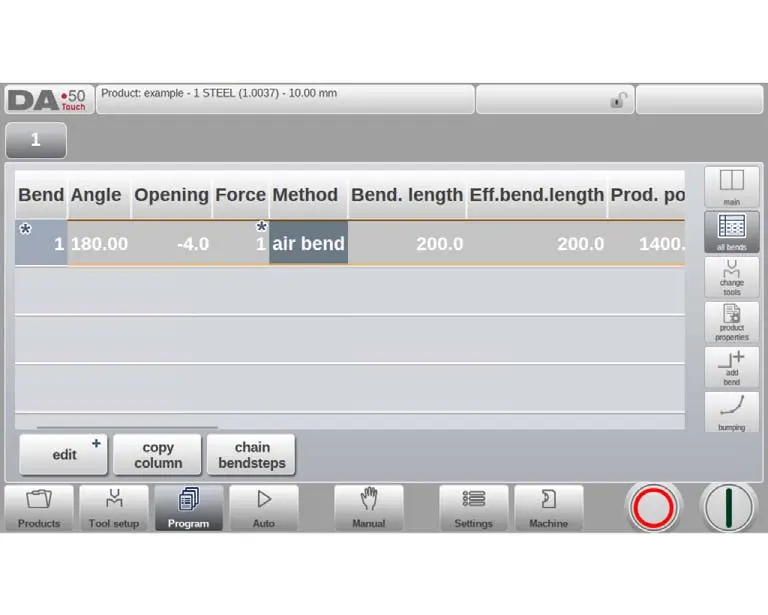
ここから、オペレーターは通常次のようにできます:
・新しいベンドを挿入する
・行動のための曲がり角を示す
・不要な曲げを消す
・曲がりを別の位置に移動させる
・2つのベンドを入れ替える
• すべての曲げに1列の値をコピーする
・繰り返しとオフセット設定を伴うチェーンベンドステップ
長尺のプログラムでは、この視点が一度に一つのベンドを編集するよりも実用的であることが多いです。これによりシーケンスの修正が速くなり、ステップを見落とすリスクが減ります。
バンピングの利用 fまたは大半径加工
Delemプレスブレーキの便利な機能の一つはバンプです。これにより、通常のベンドステップが小さなベンドの連続に変わり、大きな半径を作り出します。
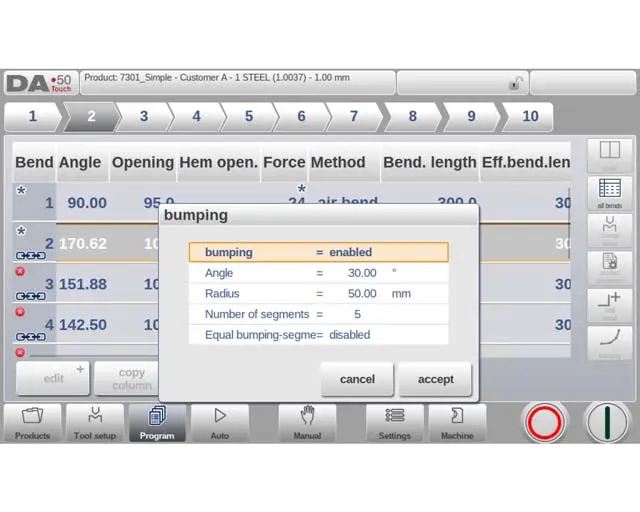
一つの鋭い曲がりではなく、コントローラーは形状を複数のセグメントに分割します。オペレーターは角度、ターゲット半径、セグメント数を定義できます。セグメントが多いほど、通常はより滑らかな半径が生まれますが、ダイの開口面積が小さく、機械作業時間が長くなる場合もあります。
一部のコントロールではセグメントサイズを均等に設定することも可能ですが、他のコントロールではより自然な曲線を出すために最初のセグメントと最後のセグメントを小さく使います。この機能は、外観や形状の連続性が重要な半径の作業に特に有用です。
プログラミング記号の正しい読み取り
プログラミング中、コントローラはオペレーターがプログラムロジック内で何が起きているのか理解するための記号を表示することがあります。
情報記号は通常、関連するパラメータが最初に編集されたことで数値が変更されたことを意味します。スター記号はプログラム値が計算値と異なることを示します。エラー記号はプログラムに問題があることを示します(例えば、割り当てられた工具に対応していない曲げ方法など)。
これらのグラフィックは作業を大幅に簡素化しています。オペレーターは不整合を早期に発見し、本番環境に入る前に解決できるかもしれません。
FAQ
・デレムプレスブレーキのプログラミング精度を向上させるにはどうすればいいですか?
主要なパラメータに注意し、コントローラーがどのように相関した値を再計算しているかを確認してください。プログラムを保存する際は、曲げ方法、角度、工具、材料を確認してください
• 一度に一つのベンドを編集するのと、テーブル全体を使うのとどちらが良いですか?
小さな部分の場合は、シングルベンド編集で十分であることが多いです。ほとんどの多段階操作では、全曲げ表の方が通常より高速で、操作全体を最もよく把握できます。
・バンプはいつ使うべきか?
部品が単一の鋭い曲がりではなく、より大きな半径を必要とする場合は、バンプ加工が適切な方法です。特に美観的な部品や曲線のあるパネル、より滑らかなプロファイルが必要な場合に当てはまります。
結論
Delemプレスブレーキウェルのプログラミングを学ぶことは、画面に値を入力するだけではありません。これは、曲げ法、工具、ビームの動き、シーケンスロジックが実際の生産でどのように連携しているかを理解することです。その理解が日常の練習に組み込まれると、プログラミングは速くなり、修正は小さくなり、繰り返しの作業の管理も容易になります。
安定した品質とオペレーターの効率向上を目指すメーカーにとって、ここで優れたコントローラー知識が役立ち始めます。JSラゴスでは、 Delemベースのプログラミング正確なソフトウェアロジックが正確な機械結果をサポートするため、現代の曲げ性能において重要な役割を果たします。

