













Ferramentas e Acessórios para Freios de Pressão: O que comprar primeiro
O sucesso na fabricação de metais de precisão depende menos do número de ferramentas que você possui e mais da utilidade estratégica do seu primeiro setup. Em J.S. Trompas, Observamos que 80% As tarefas padrão de dobra podem ser realizadas apenas com 20% de um catálogo típico de ferramentas. Investindo em alto desempenho 42Aço de liga CrMo As ferramentas garantem que sua oficina alcance uma precisão consistente de ±0,1° desde o primeiro dia de produção.
O "Regra de 8" e Além: Selecionando seus Matrizes Principais
Qual é o "Regra de 8" Na Ferramenta de Freio de Pressão?
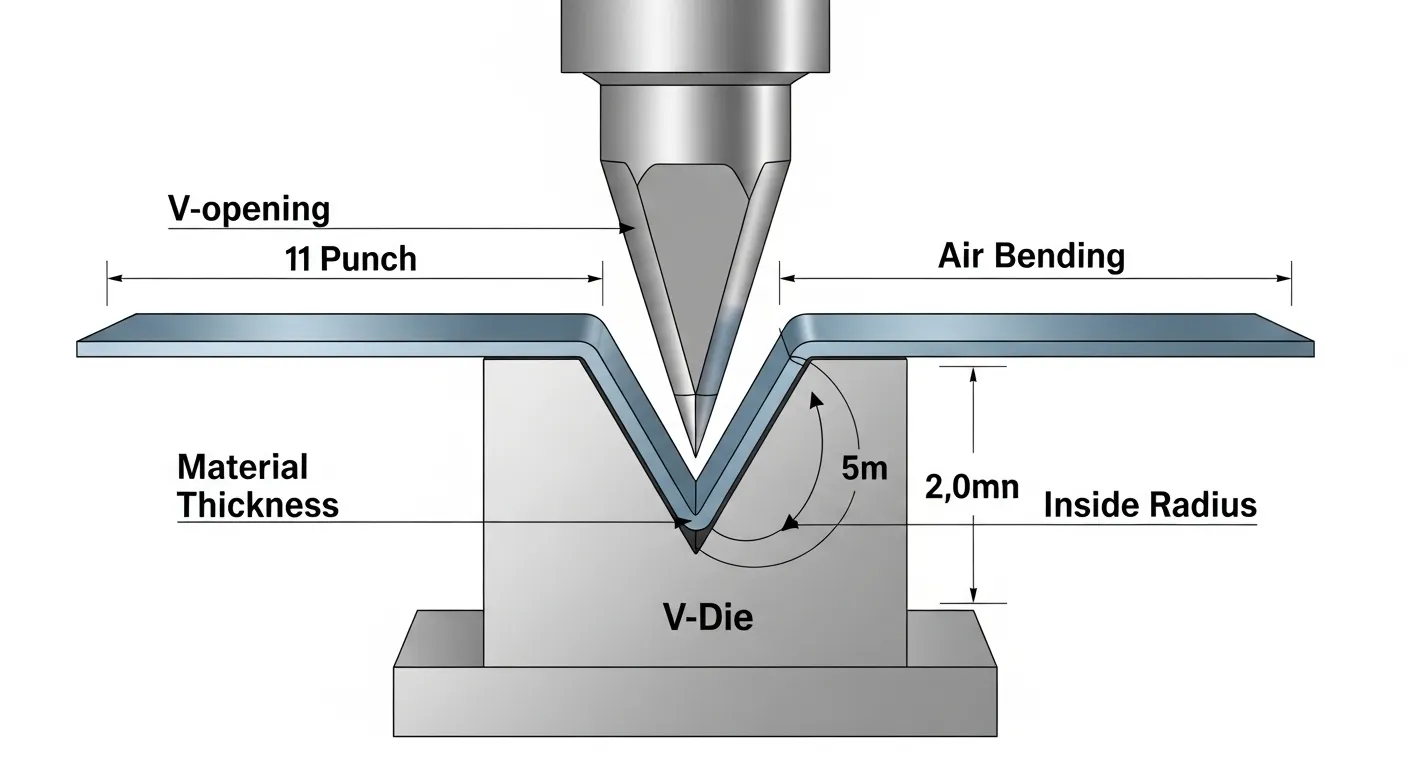
O Regra de 8 é uma diretriz fundamental de fabricação que afirma que a abertura ideal para o chip em V deve ser oito vezes a espessura do material (8T). Para materiais acima de 12mm, essa proporção frequentemente aumenta para 10T ou 12T para gerenciar os requisitos de tonelagem e prevenir fraturas de ferramentas. Selecionar a abertura correta garante um raio de curvatura interna de aproximadamente 16% da largura V.
Quando ajudamos os clientes a especificar o primeiro Freio de Prensa CNC JS Ragos, Enfatizamos que a dobra de ar é o padrão moderno para versatilidade. Diferente da cunhagem, A dobra de ar permite produzir múltiplos ângulos usando um único conjunto de ferramentas, controlando a profundidade do punção.
| Espessura do Material | Abertura em V recomendada | Raio Interno Resultante | Fator de Tonelagem |
| 1.0 milímetro - 1.5 milímetro | 8 milímetro - 12 milímetro | 1.3 milímetro - 2.0 milímetro | Baixo |
| 2.0 milímetro - 3.0 milímetro | 16 milímetro - 24 milímetro | 3.2 milímetro - 4.8 milímetro | Médio |
| 4.0 milímetro - 6.0 milímetro | 32 milímetro - 50 milímetro | 6.4 milímetro - 8.0 milímetro | Alto |
| 10.0 MM+ | 80 milímetro - 100 milímetro | 16.0 milímetro - 20.0 milímetro | Crítica |
O "Triple Threat" Seleção de Punção
Quais são os golpes essenciais para freio de pressão para comprar primeiro?
Os três pontos essenciais para qualquer novo workshop são um 88° Punção Universal, um Soco de Pescoço de Ganso, e um Agudo Punch. O punção de 88° suporta a maioria das curvas de ar a 90 graus, enquanto o perfil de pescoço de ganso é crítico para geometrias de caixas profundas. Punções agudas são necessárias para materiais que sobredobram com alta recuo de mola, como aço inoxidável ou ligas de alta resistência.
Em nossa experiência na fabricação do Freios híbridos das séries HG e HM, vimos que o trio a seguir oferece o maior retorno sobre investimento:
- 88° Punção Universal: Seu "Uso diário." Ele oferece folga suficiente para compensar o recuo de mola em aço macio.
- Soco de Pescoço de Ganso: Projetado com um alívio profundo para permitir flanges de retorno. Se você está fazendo armários elétricos ou caixas de quatro lados, Isso é inegociável.
- Agudo (30°) Punch: Essencial para oficinas de alta precisão. Esses permitem dobrar qualquer ângulo de 30° a 170° quando combinados com o dado direito.
Acessórios Críticos: Mais do que apenas "Complementos"

Quais acessórios são necessários para um freio de pressão CNC?
Acessórios essenciais para freios de pressão incluem Grampos rápidos estilo Amada, Sistemas de coroação controlados por CNC, e Medição de ângulo assistida por laser ferramentas como o iMeasure. Clamps rápidos reduzem o tempo de montagem em mais de um tempo 50%, enquanto a coroação automática garante consistência angular em todo o comprimento da cama da máquina, Prevenção "Navegação" ou "Canoagem" Efeitos em peças longas.
Na J.S. Trompas, Integramos vários componentes de alto nível em nosso Ferramental & Automação para Freios de Pressão CNC Configurações:
- Espigões de segurança: Usamos cliques de segurança de precisão para aterrar para garantir que as ferramentas não caiam durante a instalação.
- Transportadores digitais: Mesmo com avançado Delem DA-66T Controladores, Recomendamos a verificação manual para a primeira parte de uma sequência.
- Armários de Ferramentas: O armazenamento com controle de umidade é vital para proteger o tratamento de fosfatação em nossos 42Aço CrMo Ferramentas por corrosão.
Assuntos Materiais: Por que o 42CrMo é o padrão da indústria
Qual é o melhor material para ferramentagem de freios de pressão?
O padrão da indústria para ferramentas de nível profissional é 42CrMo (Aço de liga cromólica), Conhecida por sua alta resistência e resistência ao desgaste. Quando precisamente tratado termicamente para HRC 47-52, esse material mantém sua integridade geométrica sob tonelagem extrema. Escolher ligas premium previne a deformação da ponta e o desgaste dos ombros comuns em ligas mais baratas, Alternativas ao aço carbono temperado superficialmente.
Manutenção e Longevidade das Ferramentas
Como você mantém as ferramentas do freio de pressão?
Mantenha as ferramentas do freio de pressão limpando as superfícies após cada troca de marcha, Aplicando uma leve camada de lubrificante industrial, e inspecionando para "Galling" (Acúmulo de material). Especificamente, Ao dobrar alumínio ou aço galvanizado, usar Filme protetor de deflexão para evitar marcas na superfície. Verifique regularmente microfissuras em matrizes usadas para alta tonelagem, Aplicações de placas pesadas para garantir a segurança do operador.
Dica: Em nossas sessões de treinamento para oFreio de pressão CNC automático, enfatizamos que um único pedaço de escama preso em um dado em V pode desequilibrar uma curva por 0.5 Graus. Ferramentas limpas são ferramentas precisas.
Perguntas Frequentes
Estilo Amada (frequentemente chamado de oriental ou norte-americano) geralmente possui uma espiga que se encaixa em um suporte específico, enquanto a Precisão Europeia (Wila/Trumpf) usa um engajamento de fixação diferente. J.S. As máquinas Ragos são altamente versáteis e podem ser configuradas para qualquer um dos padrões através de nossos Obtenção Global de Freios de Prensa CNC Serviço.
Enquanto uma máquina de 40 toneladas como a nossa Freio de Pressão Acessível para Pequena Oficina é excepcionalmente rápido, Dobrar aço de 10mm requer uma tonelagem significativamente maior dependendo do comprimento da curvatura. Sempre consulte um gráfico de tonelagem antes de tentar dobrar placas pesadas para evitar "Sobretonnagem" e danificando sua cama.
Isso geralmente é causado por "Desvio." Para resolver isso, Certifique-se de que sua máquina esteja equipada com um Sistema automático de coroação CNC Isso aplica pressão para cima no centro da cama para compensar a curvatura natural do ram.
Com manutenção adequada e uso dentro das capacidades classificadas, 42Ferramentas CrMo pode durar mais 10 Anos. Contudo, Se você reparar "brilhando" ou desgaste nos raios dos seus V-dies, É hora de um re-moagem profissional para manter a precisão.

