













Herramientas y accesorios para frenos de presión: Qué comprar primero
El éxito en la fabricación de metales de precisión depende menos del número de herramientas que poseas y más de la utilidad estratégica de tu primer montaje. En J.S. Trompas, Hemos observado que 80% de las tareas estándar de flexión pueden realizarse con solo 20% de un catálogo típico de herramientas. Invertir en alto rendimiento 42Acero de aleación CrMo Las herramientas aseguran que tu taller alcance una precisión constante de ±0,1° desde el primer día de producción.
El "Regla de 8" y Más Allá: Selección de tus troqueles principales
¿Qué es el "Regla de 8" En el ferrillaje de frenos de presión?
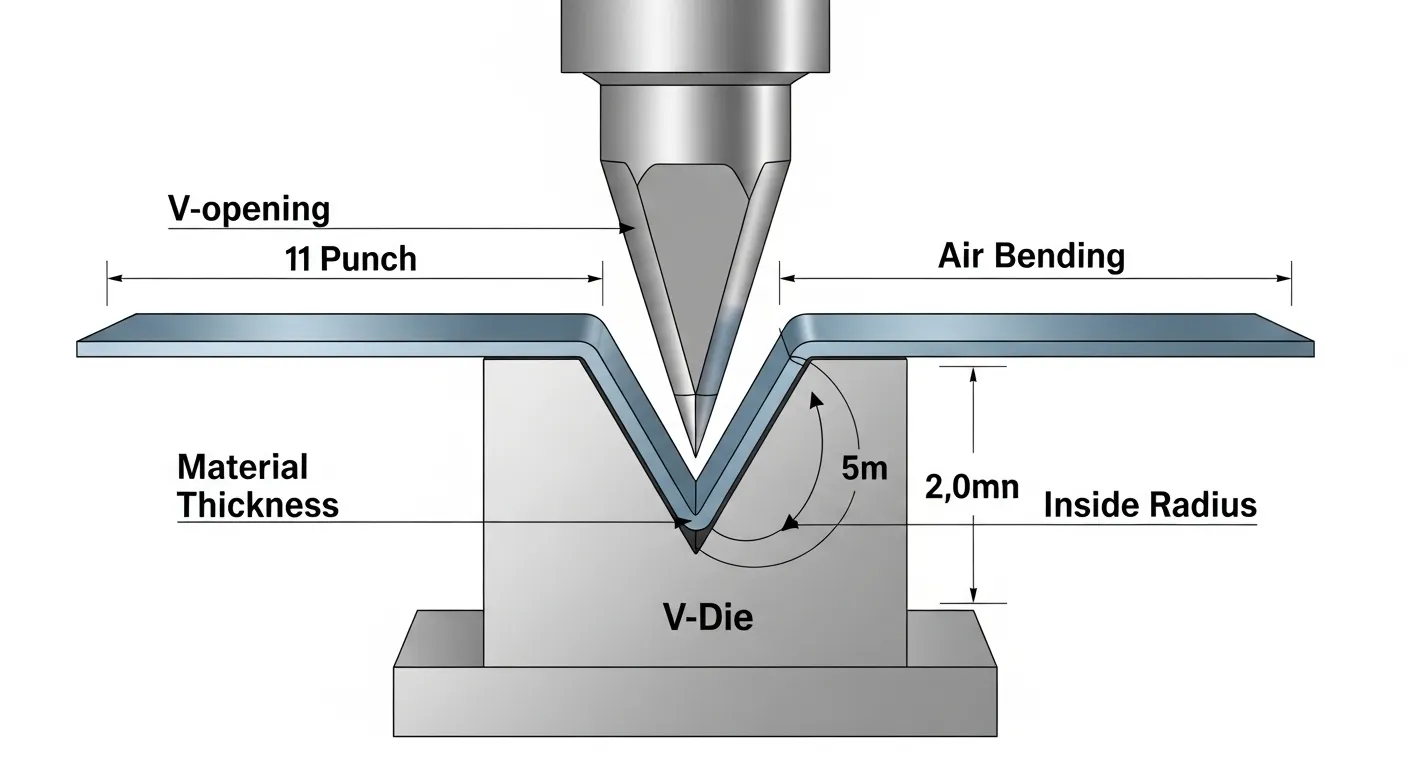
El Regla de 8 es una guía fundamental de fabricación que establece que la abertura ideal del chip en V debe tener el grosor del material ocho veces mayor (8T). Para materiales de más de 12 mm, esta proporción suele aumentar a 10T o 12T para gestionar los requisitos de tonelaje y prevenir la fractura de la herramienta. Seleccionar la abertura correcta garantiza un radio de curvatura interior de aproximadamente 16% de la anchura V.
Cuando ayudamos a los clientes a especializar su primer Freno de prensa CNC JS Ragos, Enfatizamos que el control del aire es el estándar moderno para la versatilidad. A diferencia de la acuñación, El control de aire permite producir múltiples ángulos usando un solo conjunto de herramientas controlando la profundidad del punzón.
| Grosor del material | Apertura en V recomendada | Radio interior resultante | Factor de tonelaje |
| 1.0 mm - 1.5 mm | 8 mm - 12 mm | 1.3 mm - 2.0 mm | Bajo |
| 2.0 mm - 3.0 mm | 16 mm - 24 mm | 3.2 mm - 4.8 mm | Medio |
| 4.0 mm - 6.0 mm | 32 mm - 50 mm | 6.4 mm - 8.0 mm | Alto |
| 10.0 mm+ | 80 mm - 100 mm | 16.0 mm - 20.0 mm | Crítica |
El "Triple Amenaza" Selección de puñetazo
¿Cuáles son los golpes esenciales para el freno de presión que comprar primero??
Los tres puntos esenciales para cualquier nuevo taller son un 88° Puñón universal, un Puñetazo de Cuello de Oca, y un Puñetazo agudo. El punzón de 88° soporta la mayoría de las curvas de aire a 90 grados, mientras que el perfil de cuello de gallina es crítico para las geometrías de cajas profundas. Los punzones agudos son necesarios para materiales que sobredoblan con alto retroceso, como el acero inoxidable o aleaciones de alta resistencia.
En nuestra experiencia fabricando el Frenos híbridos de las series HG y HM, hemos visto que el siguiente trío ofrece el mayor retorno de inversión:
- 88° Puñón universal: Tu "Uso diario." Proporciona suficiente espacio para compensar el retroceso en el acero dulce.
- Puñetazo de Cuello de Oca: Diseñado con un relieve profundo para permitir bridas de retorno. Si vas a fabricar armarios eléctricos o cajas de cuatro caras, Esto no es negociable.
- Agudo (30°) Punch: Esencial para talleres de alta precisión. Estos permiten doblar cualquier ángulo desde 30° hasta 170° cuando se combinan con el dado derecho.
Accesorios críticos: Más que solo "Complementos"

¿Qué accesorios son necesarios para un freno de presión CNC?
Los accesorios esenciales para el freno de presión incluyen Abrazaderas rápidas estilo Amada, Sistemas de coronado controlados por CNC, y Medición de ángulos asistida por láser herramientas como iMeasure. Las abrazaderas rápidas reducen los tiempos de montaje en más 50%, mientras que el coronado automático garantiza la consistencia angular a lo largo de toda la cama de la máquina, Prevención "Navegación" o "Piragüismo" Efectos en piezas largas.
En J.S. Trompas, Integramos varios componentes de alto nivel en nuestro Utillaje & Automatización para frenos de presión CNC Configuraciones:
- Espigones de seguridad: Utilizamos clics de seguridad de precisión para el suelo y asegurarnos de que las herramientas no se caigan durante la instalación.
- Transportadores digitales: Incluso con avanzado Delem DA-66T Mandos, Recomendamos la verificación manual para la primera parte de una partida.
- Armarios de herramientas: El almacenamiento con control de humedad es vital para proteger el tratamiento de fosfatado en nuestro 42Acero CrMo Herramientas por corrosión.
Asuntos materiales: Por qué 42CrMo es el estándar de la industria
¿Cuál es el mejor material para el equipamiento de frenos de presión??
El estándar industrial para las herramientas de calidad profesional es 42CrMo (Acero de aleación cromoly), conocida por su alta resistencia y resistencia al desgaste. Cuando se trata con precisión térmicamente para HRC 47-52, este material mantiene su integridad geométrica bajo tonelaje extremo. Elegir aleaciones premium previene la deformación de la punta y el desgaste de los hombros comunes en los modelos más baratos, Alternativas al acero al carbono endurecido superficialmente.
Mantenimiento y Longevidad de la Herramienta
¿Cómo mantienes las herramientas del freno de presión??
Mantén las herramientas del freno de presión limpiando las superficies tras cada cambio, aplicar una capa ligera de lubricante industrial, e inspeccionando para "Irritante" (Acumulación de materiales). Específicamente, al doblar aluminio o acero galvanizado, uso Película protectora para flexión para evitar marcas superficiales. Comprueba regularmente si hay microgrietas en los troqueles usados para altas toneladas, aplicaciones de placas pesadas para garantizar la seguridad del operador.
Pista: En nuestras sesiones de formación para elFreno de presión CNC automático, enfatizamos que una sola pieza de escama atrapada en un dado en V puede desajustar una curvatura por 0.5 Grados. Las herramientas limpias son herramientas precisas.
Preguntas frecuentes
Estilo Amada (a menudo llamado oriental o norteamericano) normalmente tiene una espiga que encaja en un soporte específico, mientras que la Precisión Europea (Wila/Trumpf) Utiliza un acoplamiento de sujeción diferente. J.S. Las máquinas Ragos son muy versátiles y pueden configurarse para cualquiera de los dos estándares a través de nuestra Abastecimiento Global de Frenos de Prensa CNC Servicio.
Mientras que una máquina de 40 toneladas como la nuestra Freno de prensa asequible para taller pequeño es excepcionalmente rápido, Curvar acero de 10 mm requiere un tonelaje significativamente mayor dependiendo de la longitud de la curva. Consulta siempre una tabla de tonelaje antes de intentar doblar placas pesadas para evitar "Sobretonnación" y dañar tu cama.
Esto suele estar causado por "Desviación." Para resolver esto, Asegúrate de que tu máquina esté equipada con un Sistema automático de coronado CNC que aplica presión hacia arriba en el centro de la cama para contrarrestar la curvatura natural del ariete.
Con el mantenimiento y uso adecuados dentro de las capacidades nominales, 42Herramientas de CrMo puede durar más 10 años. Sin embargo, Si te fijas "Brillando" o desgaste en los radios de tus troqueles en V, Es hora de un rectificado profesional para mantener la precisión.

