













プレスブレーキ工具とアクセサリー:最初に買うべきもの
精密金属加工の成功は、所有する工具の数よりも、最初のセットアップの戦略的な有用性によります。あの時 J.S.ホーンズ標準的な曲げ作業の80%は、典型的な工具カタログのわずか20%で達成できることを観察しています。ハイパフォーマンスへの投資 42CrMo合金鋼 工具は、工場が生産初日から一貫した±0.1°の精度を達成できるようにします。
The "Rule of 8" and Beyond: Selecting Your Core Dies
What is the "Rule of 8" in press brake tooling?
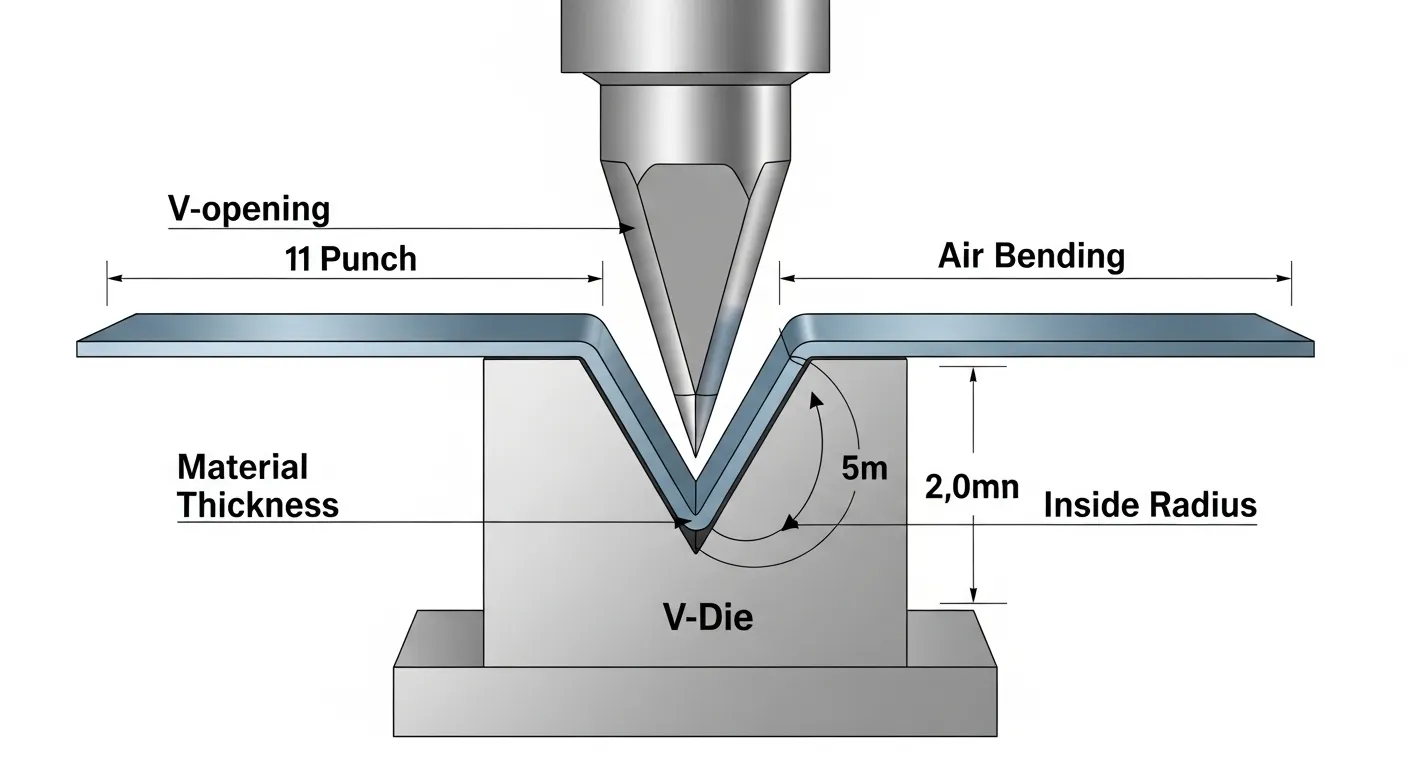
ザ 8のルール 理想的なV型ダイ開口部は材料厚の8倍(8T)であるべきだと定めた基本的な製造ガイドラインです。12mmを超える材料では、この比率を10Tまたは12Tに上げて、トン数の管理と工具の破損防止に努めます。正しい開口部を選ぶことで、内側の曲げ半径はおおよそ V幅の16%.
お客様が初めてのスペックを決めるお手伝いをする際に JSラゴスCNCプレスブレーキ私たちは、空気曲げが現代の多様性の標準であることを強調しています。コイン製造とは異なり、エアベンディングはパンチの深さを制御することで、単一の道具で複数の角度を作り出すことができます。
| 材料の厚さ | 推奨V字オープニング | 結果としては、内側半径 | トンネージファクター |
| 1.0 mm - 1.5 mm | 8 mm - 12 mm | 1.3 mm - 2.0 mm | 低い |
| 2.0mm - 3.0mm | 16 mm - 24 mm | 3.2 mm - 4.8 mm | メディア |
| 4.0mm - 6.0mm | 32 mm - 50 mm | 6.4 mm - 8.0 mm | 高い |
| 10.0mm | 80 mm - 100 mm | 16.0mm - 20.0mm | 重要な点 |
The "Triple Threat" Punch Selection
まず買うべき必須のプレスブレーキパンチは何ですか?
新しいワークショップに不可欠な3つのパンチは以下の通りです 88°ユニバーサルパンチ、 グースネックパンチ、および 急性パンチ.88°パンチはほとんどの90度のエアベンドに対応し、グースネックプロファイルはディープボックスジオメトリにおいて重要です。ステンレススチールや高引張合金など、跳ね反りの大きい材料を過曲げさせるには、鋭いパンチが必要です。
私たちの製造経験から HGおよびHMシリーズのハイブリッドブレーキ以下の3つが最も高いROIを提供しています。
- 88°ユニバーサルパンチ: Your "daily driver." It provides enough clearance to compensate for springback in mild steel.
- グースネックパンチ: リターンフランジを設けるために深いリリーフ設計。電気キャビネットや4面ボックスを作るなら、これは絶対に譲れません。
- 鋭(30°)パンチ: 高精度の工場に欠かせない。正しいダイと組み合わせれば、30°から170°までのあらゆる角度を曲げることができます。
Critical Accessories: More Than Just "Add-ons"

CNCプレスブレーキにはどんなアクセサリーが必要ですか?
プレスブレーキの必須アクセサリーには以下が含まれます アマダスタイルのクイッククランプ, CNC制御クラウニングシステム、および レーザー支援角度測定 tools like the iMeasure. Quick clamps reduce setup times by over 50%, while automatic crowning ensures angle consistency across the entire length of the machine bed, preventing "boating" or "canoeing" effects in long workpieces.
J.S.ラゴスでは、いくつかのハイティアコンポーネントを統合しています CNCプレスブレーキの工具と自動化 セットアップ:
- 安全タンス: 設置時に工具が落ちないように精密なグラウンドセーフティクリックを使用しています。
- デジタル分度器: 上級者でも デレム DA-66T 管制官の皆さん、最初のランの段階では手動で確認することをお勧めします。
- 工具キャビネット: 湿度管理された保管は、リン酸処理を保護するために不可欠です 42CrMo鋼 腐食防止のための工具。
マテリアルマターズ:なぜ42CrMoが業界標準なのか
プレスブレーキ金型に最適な素材は何ですか?
プロフェッショナルグレードの工具の業界標準は以下の通りです 42CrMo(クロモリ合金鋼)、その高い強度と耐摩耗性で知られています。正確に熱処理されたとき HRC 47-52この材料は極端なトン数でも幾何学的な完全性を保ちます。プレミアム合金を選ぶことで、安価な表面硬化炭素鋼の代替品で見られる先端の変形や肩の摩耗を防ぎます。
メンテナンスと工具の耐久性
プレスブレーキの金具はどのようにメンテナンスしていますか?
Maintain press brake tooling by cleaning surfaces after every shift, applying a light coat of industrial lubricant, and inspecting for "galling" (material buildup). Specifically, when bending aluminum or galvanized steel, use 保護曲げフィルム 表面の傷を防ぐためです。高トン数の重板用途に用いるダイの微細な亀裂を定期的に点検し、オペレーターの安全を確保します。
ヒント: 私たちのトレーニングセッションでは自動CNCプレスブレーキVダイに閉じ込められた単一のスケールが曲げを0.5度ずらすことを強調します。清潔な道具は正確な道具です。
よくある質問
アマダスタイル(しばしばオリエンタルまたはノースアメリカンと呼ばれる)は通常、特定のホルダーに収まるタングを特徴とし、ヨーロピアンプレシジョン(ウィラ/トランフ)は異なるクランプ方式を使用します。J.S.ラゴスの機械は非常に多用途で、当社の標準に合わせて設定可能です。 グローバルCNCプレスブレーキソーシング サービス。
私たちのように40トンの機械がいる間 小規模作業場向けの手頃な価格のプレスブレーキ is exceptionally fast, bending 10mm steel requires significantly higher tonnage depending on the length of the bend. Always consult a tonnage chart before attempting heavy plate bending to avoid "over-tonnaging" and damaging your bed.
This is usually caused by "deflection." To solve this, ensure your machine is equipped with an 自動CNCクラウニングシステム これにより、ラムの自然な反りを打ち消すためにベッドの中央に上向きの圧力がかかります。
適切なメンテナンスと定格容量内での使用を行えば、 42CrMo金型 can last over 10 years. However, if you notice "shining" or wear on the radii of your V-dies, it is time for a professional re-grind to maintain accuracy.

