













Dobrador CNC de Precisão para Alumínio: O Guia Completo do Comprador
Uma dobrada CNC de precisão para alumínio oferece tolerância angular de ±0,1–0,2° — mas somente quando três condições são atendidas: a liga certa, uma máquina CNC com compensação de ângulo em tempo real, e ferramentas específicas para alumínio. A maioria dos compradores descobre problemas de tolerância após o envio da máquina, Não antes. Este guia fornece os números e a lista de verificação para especificar corretamente antes da compra. Você terá uma tabela de tolerância alcançável por nível de máquina, Uma Comparação de Ligas (5052 vs. 6061), uma lista de verificação de recursos CNC em seis pontos, e uma recomendação clara para cada tipo de aplicação. Para uma visão geral completa das opções de dobra CNC, Visite nossoGuia CNC de equipamentos de dobra de metal.
Qual a tolerância que um dobrador CNC de precisão pode alcançar em alumínio?
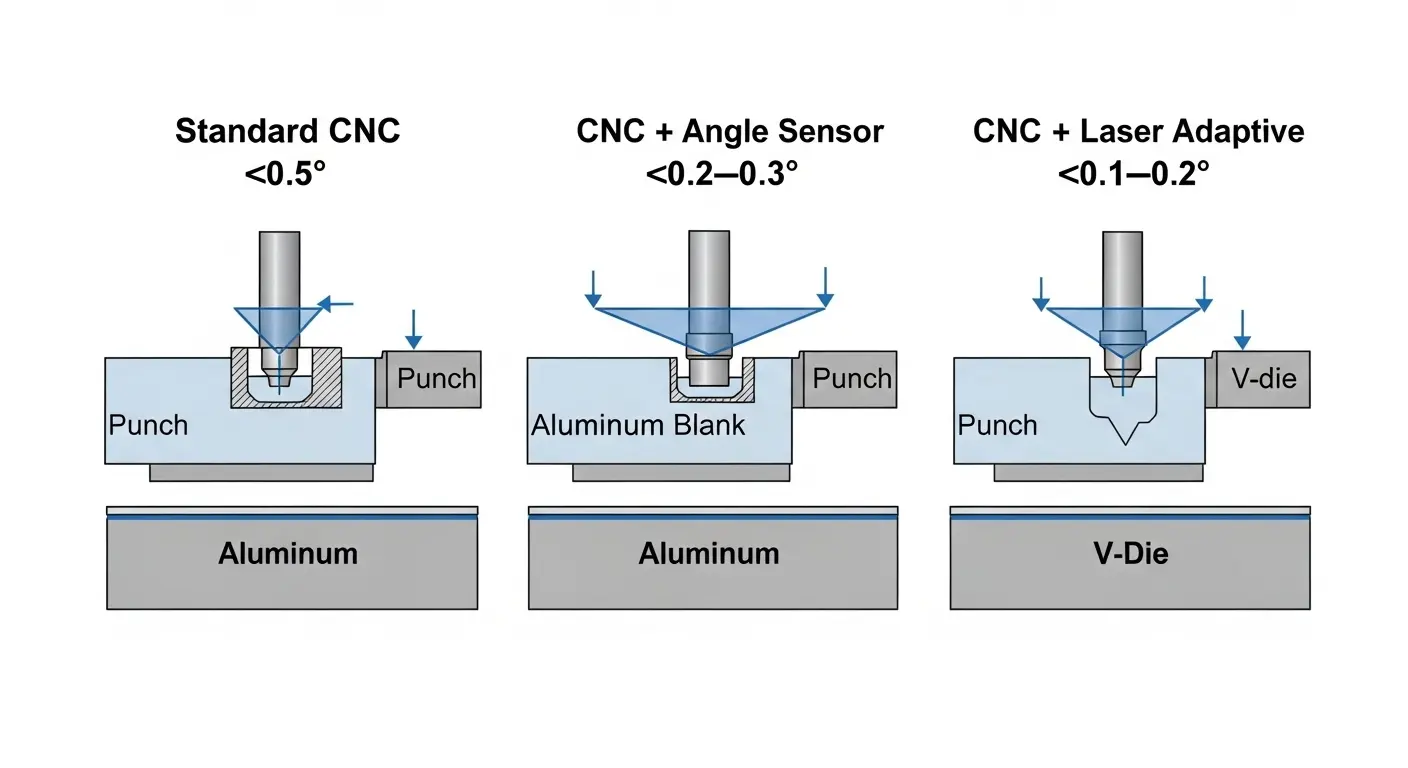
Uma dobradura CNC de precisão para alumínio alcança tolerância angular de ±0,1–0,2° com medição de ângulo a laser e controle adaptativo. Freios de pressão CNC padrão sem realimentação angular alcançam ±0,3–0,5°. A distinção importa. Para produção em caixas, ±0,5° é frequentemente aceitável. Para componentes aeroespaciais de suporte, A exigência cai para ±0,005 polegadas (aproximadamente ±0,127mm).
A tabela abaixo mostra o que cada nível de máquina CNC realmente entrega em alumínio:
| Tipo de Máquina | Tolerância de Ângulo | Requisito Chave |
|---|---|---|
| Freio de pressão CNC padrão | ±0,3–0,5° | Dobras manuais de teste por lote |
| CNC com sensor de ângulo | ±0,2–0,3° | Sensor de ângulo + Offset do programa |
| CNC com laser + Controle adaptativo | ±0,1–0,2° | Realimentação a laser + Material de alumínio DB |
A maioria dos fabricantes de produção que buscam peças gerais de chapa metálica trabalham dentro de ±0,3°. Compradores de eletrônica aeroespacial e de precisão precisam de ±0,1–0,2°. Confirme qual nível sua aplicação exige antes de especificar uma máquina. Nosso3-Freio de pressão no eixo com controle Delem CNC inclui compensação de ângulo embutida no controlador para produção de alumínio.
Recuo de alumínio — O que seu dobrador CNC precisa compensar
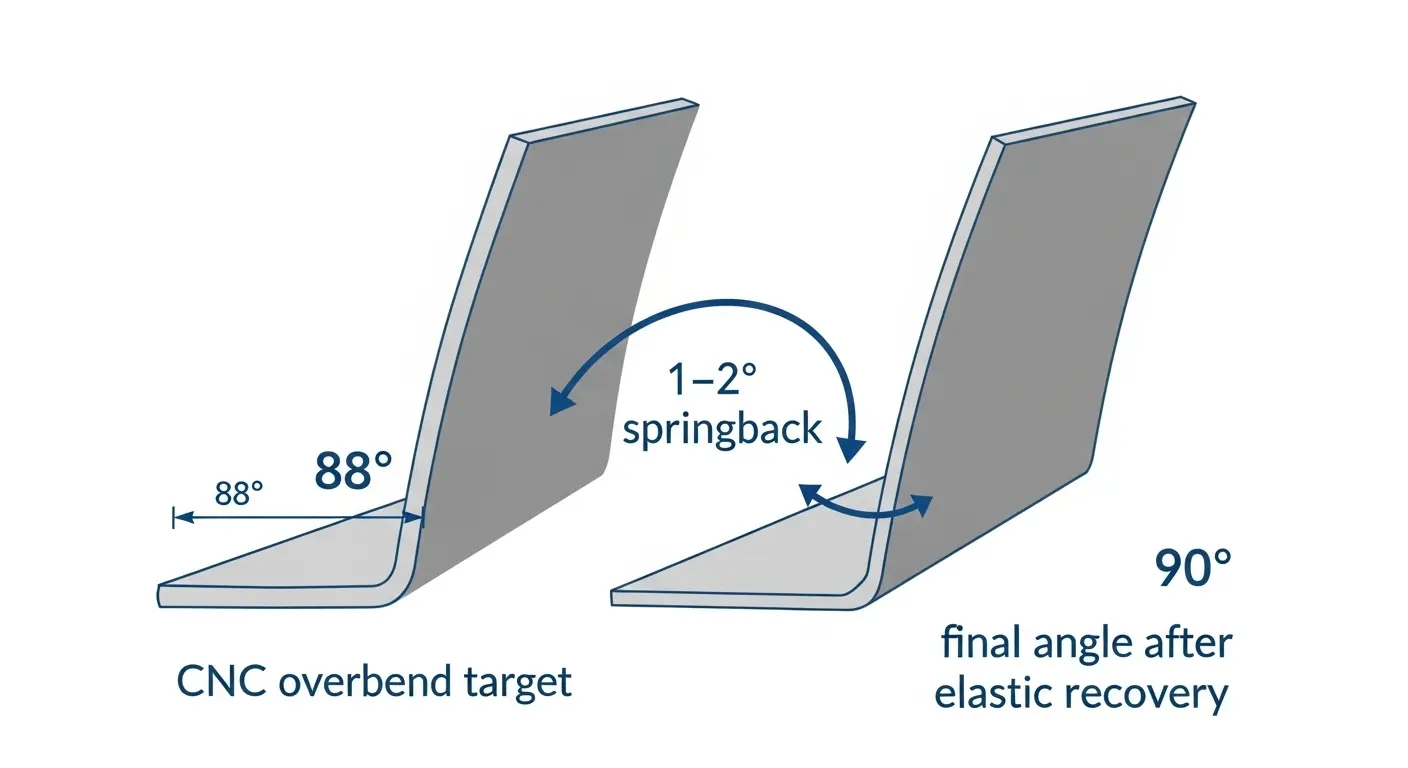
O recuo do alumínio na flexão CNC é de 1 a 2° — menor que o de 5–7° do aço de alta resistência, mas ainda assim o suficiente para empurrar um trabalho de tolerância de ±0,1° fora da especificação sem compensação automática. O recuo ocorre porque o alumínio se recupera elasticamente após a retração do punção. Ela varia entre as categorias de liga, entre lotes de materiais, e até mesmo com direção de rolamento.
Os freios de pressão CNC modernos compensam usando quatro métodos: bancos de dados de materiais com perfis de alumínio pré-carregados, Deslocamento de ângulo em nível de programa por liga, Medição de ângulo em tempo real com correção de meio curso, e controle adaptativo que aprende com dobras anteriores no mesmo lote. Sem pelo menos dois desses métodos ativos, Precisão consistente no alumínio exige dobragem de teste destrutiva antes de cada novo lote.
Dobra de ar vs. Revestimento de fundo para precisão de alumínio
A dobra de ar é a técnica preferida para trabalhos de precisão com alumínio. O blank entra parcialmente em contato com o dado, o que dá ao sistema de medição de ângulo CNC espaço para detectar e corrigir o retorno de energia em tempo real. O bottoming força o material totalmente contra o die, Reduzindo o recuo da mola por compressão — mas exige tonelagem significativamente maior e corre o risco de marcar a superfície no alumínio macio.
Para ± trabalho de 0,1 a 0,2° em alumínio, A flexão de ar com realimentação de ângulo CNC é o método padrão da indústria. A fórmula de compensação por overbend é simples: se seu alvo estiver 90°, programar o CNC para 88–89° para a maioria 5052 e 6061 Séries. O deslocamento exato depende da resistência do escoamento lotado, Por isso, um banco de dados de materiais que armazena valores específicos de ligas economiza tempo entre as fases de produção.
Qual liga de alumínio funciona melhor com uma dobradura CNC de precisão?
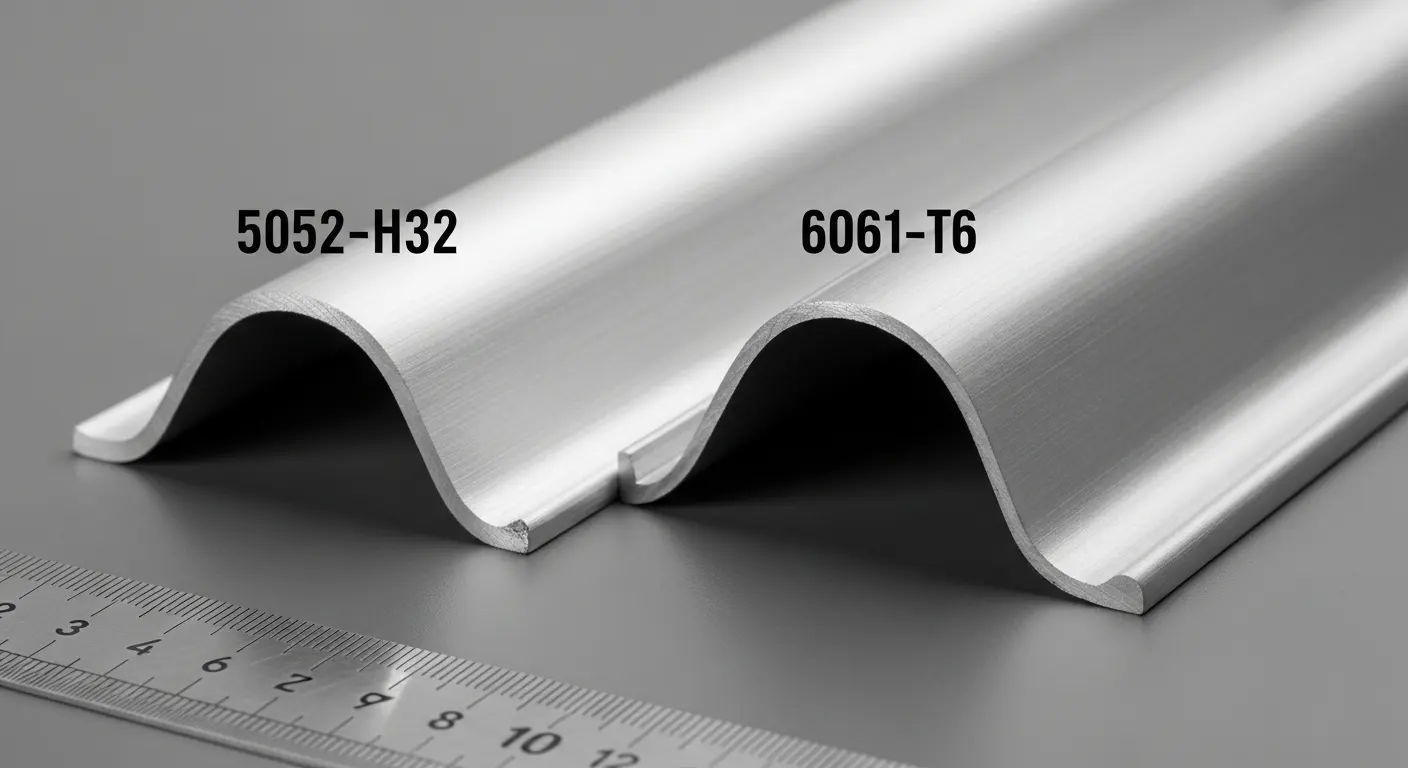
Para curvatura CNC de precisão, 5052-H32 permite raios mínimos de curvatura mais apertados e melhor formabilidade; 6061-O T6 oferece rigidez estrutural, mas requer raios maiores e é propenso a rachar em curvas fechadas. Selecionar a liga errada para um trabalho de precisão de raio apertado é o erro mais comum evitável na produção CNC de alumínio.
| Propriedade | 5052-H32 | 6061-T6 |
|---|---|---|
| Formabilidade | Excelente | Moderado |
| Raio mínimo de curvatura | ~1×T (apertado) | 2–3×T (maiores) |
| Retorno | 1–2° | 1.5–2.5° |
| Acabamento superficial | Bom | Excelente |
| Risco de rachaduras em curvas fechadas | Baixo | Alto |
| Melhor aplicação | Recintos, HVAC, Painéis | Estruturas aeroespaciais, Partes estruturais |
6061-T6 no têmpero T6 é suscetível a rachaduras em raios abaixo de 2×T. Para curvatura de raio apertado com 6061, recoza ao têmpero O antes de formar ou especifica um raio de punção maior. Para produção de caixas de alto volume e HVAC, onde acabamento estético e raios apertados são os mais importantes, 5052-H32 é a escolha padrão de liga. Veja nossoPágina de aplicação para dobra de ferragens móveis para exemplos de flexão por extrusão de alumínio.
Raio mínimo de curvatura por liga e espessura
O raio mínimo de flexão é expresso como múltiplo da espessura do material (T). Para 5052-H32 com espessura de 1–2mm, um raio de 1×T é possível sem fissuração superficial. Para 6061-T6 na mesma espessura, o mínimo é 2–3×T. Ir abaixo do raio mínimo causa microfissuras na face externa da curvatura — um defeito que aparece após a formação e é invisível durante o curso de flexão.
Sempre verifique seu requisito de raio mínimo em relação à dureza do seu material em lote. A dureza varia entre fornecedores e lotes de têmpera. Uma bobina 5052-H32 no extremo superior de sua faixa de dureza pode precisar de 1,5×T em vez de 1×T para evitar trincas na borda na face externa.
Recursos CNC Necessários para Dobragem de Alumínio de Precisão
Nem todo freio de pressão CNC consegue entregar precisão em alumínio. Antes de fazer o pedido, Peça ao seu fornecedor para confirmar que essas seis características estão incluídas por escrito:
- Medição de ângulo em tempo real — sensor baseado em laser ou de contato; fornece feedback no meio do curso e corrige automaticamente o retorno de mola
- Banco de dados de materiais de alumínio — perfis de liga pré-carregados para 5052, 6061, 5083; Reduz as curvas de teste por lote
- Programação de compensação de overbend — deslocamento de recuo por liga armazenado no controlador CNC
- Acionamento servo-elétrico ou eletro-hidráulico — velocidade consistente da RAM; Previne marcação superficial causada por picos de pressão em alumínio macio
- Ferramentas de grau alumínio (Punção revestida, Chip cromado) — marcas e riscos padrão de ferramentas de aço; Utilize inserts revestidos ou de poliuretano
- Sistema hidráulico de coroação — compensa a deflexão do leito em painéis acima de 1,5 m; Crítico para um ângulo consistente em longas chapas de alumínio
Para chapa fina de alumínio em produção automatizada, NossoDobrador de painéis com alimentação CNC com ventosa remove completamente a marcação de contato ao manusear o festim sem grampos.
Por que a Seleção de Ferramentas Muda Tudo para o Alumínio
Arranhões de ferramentas de aço anodizados, Pré-pintado, e superfícies de alumínio nu. Os danos são permanentes e cosmeticamente inaceitáveis na produção de recintos e painéis. Use perfuradores cromados, matrizes revestidas, ou insertos de poliuretano para todo trabalho com alumínio. O raio do nariz do punção deve igualar ou exceder o raio mínimo de curvatura da sua liga. Usar um raio de nariz de 1mm em 6061-T6 em um mínimo de 2×T necessário causa rachaduras na face externa em todas as curvas.
Em nossa experiência, fornecendo freios de pressão CNC para produção de gabinetes de alumínio, A especificação de ferramentas é o erro de configuração mais comum que os compradores cometem. Eles especificam a máquina corretamente e subespecificam as ferramentas — e descobrem o problema na primeira produção.
Setores que especificam dobradores CNC de precisão para alumínio
A curvatura CNC de alumínio de precisão é um padrão de produção em várias indústrias onde a precisão dimensional e a qualidade da superfície são igualmente críticas:
- Componentes aeroespaciais — tolerância angular a ±0,005 pol.; Liga: 5052 e 6061; requer certificação CNC por realimentação a laser e material rastreável pela FAA
- Fabricação de dutos de HVAC — Folha 5052-H32; Precisão do ângulo de flange para montagem de dutos sem vazamentos; Alto volume diário
- Caixas elétricas e equipamentos de comutação — 5052; 4–6 curvas por parte; Acabamento estético da superfície e tolerância dimensional são igualmente importantes
- Acabamento da carroceria automotiva — 5052 e 6061; Superfície sem riscos obrigatória; Padrão de Ferramentas Revestidas
- Ferragens para móveis — extrusões de alumínio; Perfis multi-dobrados; 6061 com raios maiores
Para alumínio estrutural usado em aplicações de construção civil e arquitetura, veja nossoMáquina de dobra para a indústria da construção civil Guia.
Dobradores CNC de precisão RAGOS configurados para alumínio
Os freios de pressão CNC RAGOS com controle Delem DA-66T incluem bancos de dados específicos de materiais de alumínio, Integração com medição de ângulo em tempo real, e programação de compensação de overbend como padrão. Quando os clientes nos trazem perfis 6061-T6 que exigem tolerância de ±0,2°, A primeira pergunta que fazemos é: "Qual é o seu raio mínimo de curvatura?" — porque a especificação de liga e raio determina a configuração da máquina antes de qualquer outra coisa ser discutida.
Para chapa fina de alumínio em alto volume, Nosso dobrador de painel ventosa elimina a marcação superficial ao manusear as peças em branco sem grampos mecânicos durante todo o ciclo de flexão. Baseado em instalações de clientes na produção de caixas de HVAC e eletrônicos, As lojas que adotam essa configuração reduzem significativamente as taxas de sucata cosmética no primeiro mês de produção.
Para uma comparação completa do freio de pressão CNC por aplicação, veja nossomelhor guia de máquina de freio de pressão CNC. Para ver toda a nossa linha de equipamentos CNC, Visite oVisão geral dos equipamentos CNC de dobra de metal.
Pronto para configurar para sua aplicação de alumínio? Compartilhe sua classificação de liga, Espessura do material, e tolerância ao ângulo do alvo — nossa equipe técnica irá confirmar a camada correta da máquina, Configuração CNC, e especificação da ferramenta antes de comprar.
Perguntas Frequentes
Q1: Qual a tolerância que um dobrador CNC de precisão pode alcançar em alumínio?
Uma dobradura CNC de precisão com medição de ângulo a laser alcança ±0,1–0,2° no alumínio sob condições ideais. Máquinas CNC padrão sem realimentação angular entregam ±0,3–0,5°. Aplicações aeroespaciais exigem precisão de margem de flexão dentro de ±0,005 polegadas para conjuntos de carga. O fator determinante é a capacidade de compensação de ângulo em tempo real — não apenas a contagem de eixos CNC. Paraexplore equipamentos de dobra metálica CNC RAGOS para alumínio, Visite a página de visão geral de equipamentos.
Q2: Qual é o valor de recuo de mola para alumínio na flexão CNC?
O recuo de alumínio normalmente é de 1–2° em curvatura CNC — menor que o aço de alta resistência, com 5–7°, mas significativo o suficiente para afetar trabalhos de tolerância apertada. Freios de pressão CNC modernos compensam usando bancos de dados de materiais e controle adaptativo. Para um alvo de 90°, Programe a máquina para sobredobrar entre 88 e 89° para a maioria das vezes 5052 e 6061 Séries. Para ver como nosso3-Impede o freio de pressão do eixo Delem compensação de recuo em alumínio, Visite a página do produto.
Q3: Qual liga de alumínio é melhor para dobramento CNC de precisão?
5052-H32 é ideal para dobras de precisão em raio apertado — oferece excelente formabilidade e permite raios tão pequenos quanto 1×T. 6061-O T6 proporciona rigidez estrutural, mas requer raios mínimos de 2–3×T e rachaduras em curvas acentuadas no têmpero T6. Para recintos, HVAC, e painéis cosméticos, 5052-H32 é a escolha padrão. Para estruturas estruturais e aeroespaciais, 6061-T6 com raios maiores se aplica. Veja nossoExemplos de aplicações em alumínio e dobra de ferragens para orientação do mundo real.
Q4: Qual é o raio mínimo de flexão para chapa de alumínio em uma dobradura CNC?
Para 5052-H32 em 1–2mm, um raio mínimo de curvatura de 1×T é possível sem fissuração superficial. Para 6061-T6 na mesma espessura, o mínimo é 2–3×T. Ir abaixo do raio mínimo causa microfissuras na face externa que aparecem após a formação. Sempre verifique o raio necessário em relação à dureza do seu material em lote, pois a dureza varia entre os fornecedores. Para confirmar a configuração correta da máquina, veja nossomelhor guia de máquina de freio de pressão CNC.
Q5: Quais ferramentas são necessárias para a curvatura de alumínio de precisão em um freio de pressão CNC?
Use perfuradores cromados, matrizes revestidas, ou insertos de poliuretano — marcas padrão de ferramentas de aço e riscos permanentes em superfícies de alumínio. O raio do nariz do punção deve ser igual ou superior ao raio mínimo de curvatura da sua liga. Para 6061-T6, um raio maior no nariz evita rachaduras. Para chapas finas de alumínio em produção em grande volume, NossoDobrador de painéis com alimentação CNC com ventosa remove completamente o contato da braçadeira.
Precisão não é uma característica da máquina — é uma decisão de configuração
Três fatores determinam se sua dobradora CNC entrega precisão no alumínio. Primeiro, selecione a liga certa — 5052-H32 para raios apertados e formabilidade, 6061-T6 para trabalhos estruturais com raios maiores. Segundo, Especificar uma máquina com medição de ângulo em tempo real e um banco de dados de materiais de alumínio — não apenas controle de eixo CNC. Terceiro, Peça ferramentas de grau alumínio com o raio de nariz correto para sua liga. Acertar os três e ±0,1–0,2° é possível em toda produção. Se perder algum, sua taxa de sucata aumenta a partir da primeira peça. Seu próximo passo: Envie sua classificação de liga, espessura, e tolerância alvo à equipe RAGOS para uma recomendação escrita de configuração de máquinas e ferramentas.

