













金属パネル曲げ機の精度:初回通過結果のための計算機の思考
金属パネル曲げ機の精度 is no longer only about operator experience; it is about entering the right values, using a repeatable method, and letting the math remove guesswork before the first bend. At JS RAGOS, we build bending solutions for workshops that need stable angles, controlled dimensions, and fewer trial parts. A practical "bending calculator mindset" helps beginners move faster while staying in control, and it helps experienced teams standardize quality across shifts.

金属パネル曲げ機械電卓の基本:実際に何をするのか
A bending calculator is a planning tool that converts a drawing into usable setup decisions. When sheet metal is bent, the flat blank does not "turn into" the final shape without change. Material stretches on the outside of the bend and compresses on the inside. If you ignore that behavior, your part length drifts, your flange targets move, and you end up compensating with repeated test pieces.
金属パネル曲げ機のオペレーターにとって、計算機の役割は曲げの意図を予測可能な入力に変換することです。これにより、工具の選定、容量の確認、完成した外観寸法が図面に合うように平面パターンの計算が役立ちます。
計算機が見積もりを助けてくれる一般的な項目には以下があります:
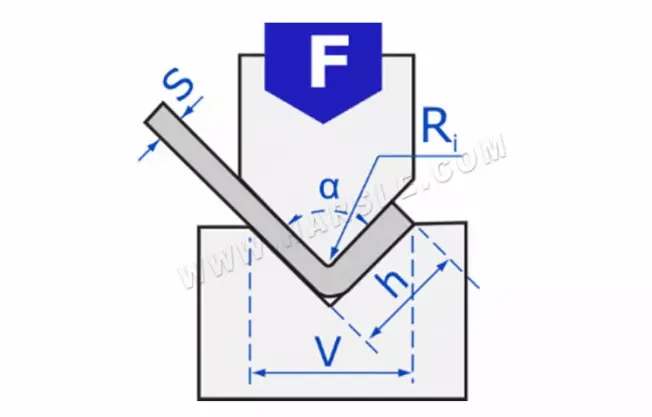
・材料厚、曲げ長、金型開口部、ターゲット半径に基づく必要トン数
• 曲げ許容(BA)で、正しいブランク長を計算できます
・曲げ延頭(BD)で、形成後に外部の次元が正しく着地するようにする
• 曲げ線を正確に特定するための外側および内側のセットバック
・最小フランジガイダンス(金型規則や金型選択による)
実際的な利点はシンプルです。機械での驚きが減り、手直しが少なく、生産結果が安定することです。
なぜ計算機の思考が曲げをより一貫性のあるものにするのか
Even a strong metal panel bending machine cannot "fix" incorrect planning. Most bending issues that frustrate beginners come from two gaps: wrong assumptions about material behavior and a lack of a repeatable setup method. A calculator creates that method by forcing clear inputs and consistent logic, instead of personal habits that vary operator to operator.
日々の生産における一貫性は以下の通りです:
・ブランクの長さや曲げ線の配置は推測ではなく計画されるため、最初の部品の精度がよりクリーンに向上します
・工具の選択やトン数の期待が仕事に合致するため、セットアップの調整が少なくなる
• 同じ厚さ、ダイ開口数、半径をバッチ間で繰り返す場合の予測可能な出力
• Less dependency on "feel" when staff changes or multiple shifts run the same parts
言い換えれば、計算機の思考は曲げを標準化するのに役立ちます。標準化こそが、大規模な品質への真の道です。
コア入力 ある金属パネル曲げ機計算機の必要性
A calculator is only as good as what you enter. Beginners often think the calculator is "wrong" when the real issue is missing or inconsistent input details. Start with a short list of essentials, then become more precise as your workflow matures.
最も重要な材料と幾何学の入力
ほとんどの電卓は以下のキー値を求めます:
・材料厚(トン数と成形挙動の主な要因)
・材料の種類・グレード(曲げの形成方法やスプリングバックの量に影響を与える)
• 曲げ角(目標の内部または外部定義—一貫性を重視)
• 曲げ半径(通常は内側半径で、しばしば金型や金型の開口部に影響される)
• 曲げ長(曲げ線に沿った長さ—トン数推定に重要)
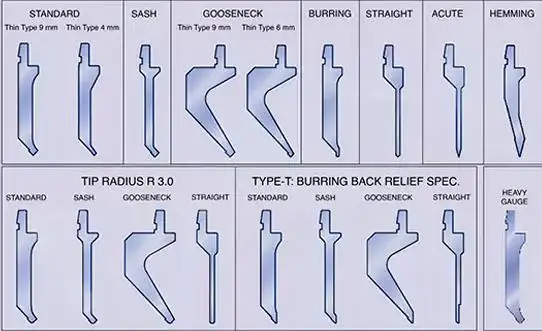
・金型の選択(パンチ&ダイスタイル、ダイ開口、工具の状態)
A metal panel bending machine applies force through a punch and die. Tooling is not "background info." It is part of the calculation, because die opening and punch radius directly influence how the radius forms and how much force the bend requires.
実際に使うべき出力値
多くの電卓は長い数値リストを表示しますが、初心者は絞ったセットから最も価値を得られます。
• 機械の容量と安全な設置を確認するためのトン数推定
・平坦ブランクの長さを計算するための曲げ許容
・繰り返しトリミングせずに外側寸法に当てるための曲げ減分
• 曲げラインを正しく配置し、フランジの誤位を防ぐためのセットバック
• 半径期待値(図面で関数半径を明示した場合に有用)
If you remember one rule, make it this: flat pattern success depends on bend allowance and bend deduction, not on hope and "extra margin."
どうやって t彼は計算機が接続します to 実機セットアップ
A calculator is not theory. It is the bridge between your drawing and your setup. The goal is not to eliminate testing; it is to reduce testing from "many trials" to "one controlled verification."
初心者向けの金属パネル曲げ機のワークフローは以下の通りです:
・計画前に材料の種類と厚さを確認すること。
・フランジの必要性や工場ルール(最小フランジ数を含む)に基づいてパンチ&ダイを選択する。
• 厚さ、曲げ長、ターゲット角度、ダイ開口部を計算機に入力します。
・出力のレビュー:トン数、BA/BD、セットバック。
・機械の設定:工具のアライメント、バックゲージの位置、プログラムされた深さ・角度ターゲット。
• 1回のファーストピース検証を行い、毎回同じ参照法で測定します。
・セットアップの記録:材料ロット、工具ID、制御された調整。
ここで電卓の考え方が強力になります。制御された入力、管理された検証、管理された記録を促します。それが繰り返し性の構築方法です。

よくある計算機のミス "謎"エラー
When shops say "the calculator doesn’t work," the real cause is often one of these avoidable mismatches. Fixing them often improves results immediately—without changing the machine.
・角度の定義の混合:内角、含角、外角
・ダイ開口を無視する場合:V字開口を変えると力や半径の挙動が変わる
・曲げ長さのスキップ:トン数は厚さだけでなく長さにも依存します
・実際の厚さが変動する場合の公称厚さの使用:コイルやシートが仕様からずれることがあります
・材料の状態を忘れる:ロットによって再生の形が異なる
・半径を固定として扱う:工具や金型の選択によって内側半径が決まることが多い
・測定の標準化がされていない:操作者によって角度の測定方法が異なる
A metal panel bending machine becomes "more accurate" the moment your process becomes more consistent.
選択 t右型計算機タイプ fまたはあなたの作業場
一般的な電卓のスタイルは3つあります。最適な選択は、現在の店舗の運営方法や作業の記録方法に合っています。
・オンライン計算機は迅速な見積もりや小規模なバッチ作成が可能です。初期の計画には役立ちますが、あなたの特定の工具ルールを反映していないかもしれません。
• オフラインソフトウェア計算機は、保存された記録、印刷されたセットアップシート、繰り返し作業が必要なときに役立ちます。彼らはプロセスの規律を支えています。
・メーカー固有の計算機は、機械モデル、工具ライブラリ、推奨ダイ開口と整合しています。計画値と実能力の不一致を減らします。
JS RAGOSでは、可能な限りメーカーごとのロジックを推奨しています。電卓があなたの金属パネル曲げ機の特徴を反映することで、セットアップの判断がより簡単で安全かつ繰り返しやすくなります。
JS RAGOSの実用的な利点:特徴を日々の成果に変換する
金属パネル曲げ機は紙の上だけが強く見えるべきではありません。これにより、オペレーターがリアルタイムの圧力下で正確な部品を命中させるのに役立つはずです。利点を説明する際、私たちは抽象的な特徴よりも日々の成果に焦点を当てます。
以下は私たちが設計する実用的な結果です:
・セットアップの自信を速める:計算機誘導のパラメータにより、初心者が実用的な設定をより早く選べるようになります
・スクラップリスクの低減:正しいBA/BDによりブランク長誤差やフランジドリフトが減少します
・安全な容量計画:トン数見積もりは作業の必要性を超えて無理をするのを防ぐのに役立ちます
• より高い再現性:一貫した入力と保存されたセットアップにより、異なるオペレーターが同じ出力を達成できます
・よりスムーズなトレーニング:新人オペレーターは個人的な近道の集合ではなく、方法を学ぶ
CTA(行動喚起):作業場用の金属パネル曲げ機を評価する場合は、JS RAGOSにご連絡いただき、材料範囲、厚み、曲げ長、典型的な部品形状に合わせた構成ガイドをお願いいたします。機械の能力と電卓のワークフローが強く一致することは、複雑さを増やさずに曲げ品質を向上させる最も速い方法の一つです。
初心者が計算機の基本を学ぶと、ベンディングはストレスが減り、予測しやすくなります。本当のアップグレードは単に金属を曲げることではなく、明確な入力と繰り返し可能な判断でプロセスをコントロールすることです。

