













油圧プレスブレーキ600T–3000T:重成形の用途とリスク
The transition into ultra-high tonnage hydraulic press brakes (600T–3000T) represents a fundamental shift from sheet metal bending to heavy plate forming. At these scales, the physics of air bending are dominated by massive resistance forces where the material's internal crystalline structure dictates machine behavior more than the operator's control interface. Precision in this echelon is not merely a matter of linear accuracy but a complex battle against frame deflection, material springback, and the energy required to initiate a plastic hinge in high-tensile alloys. Failure to respect the load physics of these machines doesn't result in a scrapped part; it results in catastrophic structural compromise of the tooling or the machine frame itself.
- 超トン数の必要性: これは、グローバルなインフラ、造船、エネルギー分野がモノリシックなプレートの完全性を必要とする要因によって推進されています。
- プレート物理優位: 600Tを超えると、厚さを通す応力勾配により標準的なKファクター計算は不要になります。
- 構造荷重経路: Tonnage ratings are secondary to the machine's ability to channel energy without torsional twisting.
- 壊滅的な故障リスク: 3000Tフレームの偏向型フレームでのエネルギー貯蔵により、小さな工具の破損を高速の弾丸に変えます。

600トンを超える荷重物理範囲:金属挙動の変化
600Tから3000Tの機械で重板を加工すると、材料はもはや均一な平面として振る舞わなくなります。接触点には三軸応力場が発生し、塑性帯の貫通深度が中性軸に達しなければ永久的な変形が起こりません。薄い材料では、この遷移はほぼ瞬時に起こります。しかし超重板では降伏前線の伝播が遅く動き、内部抵抗が大量に蓄積されます。
超高トン数下での物質挙動
| メートル法 | 600T閾値 | 3000T閾値 | 工学的影響 |
| 応力場タイプ | 二軸優性 | 三軸優勢 | 内部剥離のリスク増加。 |
| ニュートラル軸シフト | ミニマル | 重要な点 | 空白の長さの計算は非線形になります。 |
| せん断帯の伝播 | 表面レベル | 全厚 | ひび割れを防ぐためにRAM速度を遅くする必要があります。 |
| ひずみエネルギー貯蔵 | 中程度 | エクストリーム | 機械は膨大な反動エネルギーを放散しなければなりません。 |
600T–3000T油圧プレスブレーキにおける構造フレーム応力分布
At the 3000T limit, the press brake frame acts more like a bridge than a machine tool. The longitudinal beam stress flow must be meticulously managed to prevent "banana" deflection. Manufacturers utilize heavy-duty C-frame or box-structure tie-rod designs to ensure column compression load transfer remains vertical. If the frame torsional distortion resistance is exceeded, the ram will lose parallelism, leading to uneven flange lengths and localized tool overloading.
- ベッドの偏向: クラウニングシステムであっても、ベッドは大きな弾性変形を経験し、リアルタイムで補正しなければなりません。
- 油圧シリンダーの対称性: 力は絶対的な同期で与えられなければならない。3000Tでの1ミリ秒の遅延がRAMガイドに大きなサイドロードをもたらします。
- ラム並列性: Achieved through high-resolution linear encoders that monitor the hydraulic cylinder force symmetry against the frame's structural feedback.
超高トン数レベルでの油圧挙動
Managing hydraulics at this scale requires more than just high pressure; it requires sophisticated flow control logic. Fluid compressibility becomes a tangible variable—at 300 bar, hydraulic oil can compress by nearly 1% of its volume. This creates a "spring" effect in the cylinders that must be managed by servo proportional valve modulation to prevent erratic ram movement during the transition from fast approach to pressing speed.
- 圧力スパイク減衰: 高速バルブは、プレートの破砕や突破の瞬間にシールを破裂させる可能性のある圧力波の伝播を防ぎます。
- 熱負荷挙動: 移動する石油の膨大な量はかなりの熱を生み出します。油圧熱膨張ドリフトは、アクティブ冷却で管理されないとストローク精度に影響を与えることがあります。
- 多気筒同期: 大型機械は4本以上のシリンダーを使用することが多いため、リアルタイムのロードセルデータに基づくフローバランスを取る専用のPLCが必要です。
超トン数成形機特有の故障モード
In the 600T–3000T range, "wear and tear" is replaced by "fatigue and fracture." The most dangerous failure mode is the localized stress singularity, where a microscopic defect in the tool or the plate becomes a point of total structural failure under load.
超トン数故障マトリックス
| 故障モード | 根本原因 | 重症度 | 警告サイン |
| フレーム疲労破壊 | 周期的応力疲労の蓄積 | 重要な点 | Paint flaking at joints; audible "pings" during load. |
| ツールの壊滅的破壊 | 破壊靭性閾値突破 | エクストリーム | Vダイショルダーの微小な亀裂。 |
| プレートスナップバック | ひずみエネルギーの突然の放出 | 高い | ストローク後のプレートの急速な振動。 |
| 油圧シールブローアウト | 圧力波の伝播 | 中程度 | 油圧ミストや突然のラムドロップ。 |
重い成形の破壊は、ほとんど徐々に起こりません。微小亀裂の伝播格子が臨界状態に達すると、最終的な破壊は材料内で音速で発生します。
板の厚さと力の曲線:成形が指数関数的になる場合
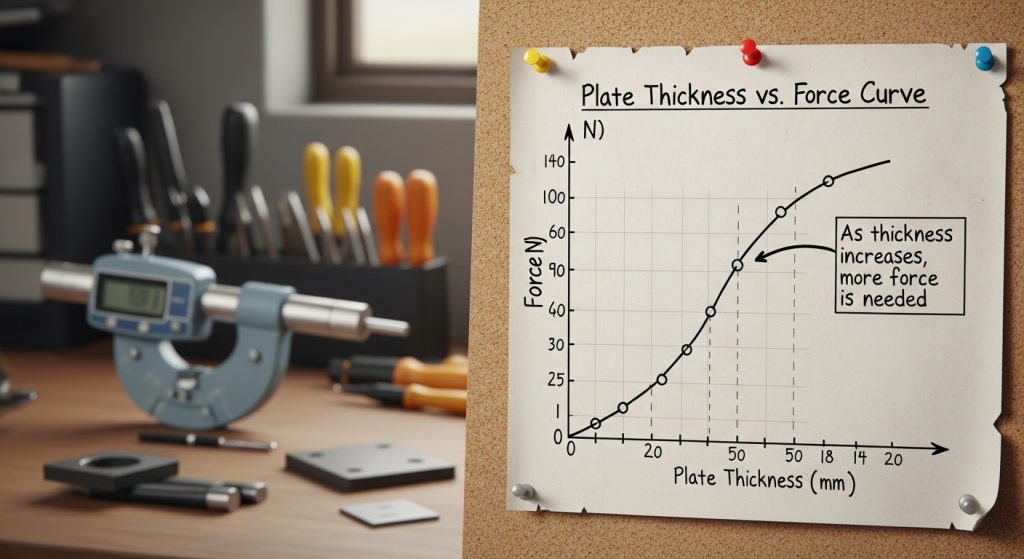
板の厚さと必要な力の関係は線形ではありません。これはおおよそ厚さの二乗関係です。20mm板から100mm板に移すと、断面弾性率抵抗の上昇は非常に大きくなります。これにより、板厚をわずかに増やすだけで不釣り合いに大きな機械が必要となる荷重増幅勾配が生じます。
- 弾性プラスチッククロスオーバー: プレートが抵抗をやめて変形し始めるポイントです。
- プラスチックヒンジ形成: 材料が極限の引張強度に達する曲げの局所的な部分。
- ひずみエネルギー吸収: プレートが保持する総エネルギー;より高いトン数はストロークの底に位置しなければならず、このエネルギーを消散させます。
1000Tを超える施設工学的制約
3000Tプレスブレーキは標準的な工場床に単純に設置することはできません。基礎荷重分散スラブは、機械が時間とともに沈み込んだり傾いたりしないように設計されなければなりません。
- 基礎強化: 重い鉄筋グリッドを備えた深層杭基礎は、静的重量(多くの場合>200トン)と動的圧迫力に耐えるために必要です。
- 振動絶縁: 振動調和絶縁により、ストロークの膨大なエネルギーが近くの精密機械を損傷するのを防ぎます。
- 電力需要: これらの機械は複数の50馬力油圧ポンプを同時に駆動するために大電流の電源供給を必要とします。
重い板の成形は曲げるのではなく、圧延に切り替えるべきです
極端な厚さや狭い半径では、プレスブレーキは効率が低下します。プレスブレーキから板圧延機への移行を判断するためには、意思決定行列が必要です。
| 要因 | プレスブレーキを使いましょう | プレートローラーを使いましょう |
| 最小半径 | Vダイ($>3t$)によって決定されます | よりタイトな連続曲線を実現できます。 |
| プレートの長さ | 機械幅によって制限されます。 | 非常に長いシリンダーにも対応可能です。 |
| 厚さ | 一般的には100mmから150mmまでです。 | 特定の船舶作業では200mmを超えることもあります。 |
| 複雑さ | 複数の角度やフランジに最適です。 | 360°円筒成形に最適です。 |
超高トン数機械保有の経済リスクモデリング
Investing in a 2000T or 3000T machine is a 20-year capital commitment. The ROI model must account for more than just "parts per hour."
- 利用率損益分岐点: これらの機械は、プロジェクトの付加価値が高い場合、利用率は30〜40%程度で十分であることが多いです。
- 工具のライフサイクル: 2000トンのマシン用のカスタムVダイは数万ドルかかることもあります。
- プロジェクトの密度: 機械が単一の政府契約や産業セクターに依存している場合、リスクは高くなります。
ROIシナリオテーブル
| メートル法 | 高利用率(インフラストラクチャ) | 低利用率(カスタムR&D) |
| 返済期間 | 3〜5歳 | 8歳から12歳まで |
| ダウンタイムリスク | クリティカル(収益損失) | 管理可能(スケジュールシフト) |
| メンテナンスプロファイル | 予防的/攻撃的 | 条件ベース |
理解 3200mmと4000mmの排気量 重い製作の境界に位置するプロジェクトにおいては、違いが不可欠です。一方で 3200mmプレスブレーキ 中級構造工事の基盤として機能します。 4000mmプレスブレーキ しばしば重インフラへの入口を示しています。単一のユニットのベッド長を超える超長部品の場合、 タンデムプレスブレーキシステム モノリシックマシンの同期された代替手段を提供します。また、下位の物理現象、例えば 10mmのシート曲げは、600Tから3000Tの範囲に必要な極端な力を外算するための基準データを提供します。
最終的な感想: 超高トン成形は、金属製造だけでなく土木工学の実験でもあります。成功には、機械、素材、そしてその施設全体を総合的に見る必要があります。

