













油圧式板圧延機が厚板の曲げ問題を解決する方法
油圧板圧延機技術は、頑固な厚い鋼を精密な円筒や円錐形に変えます. 油圧力と4つの制御されたロールを用いて、一定の力で板を成形します. この過程でスプリングバックが減少します, 平らなスポット, そして再作業. また、セットアップ時間を短縮し、直径を正確に保てます. 造船, 圧力容器製造者, そしてタンク製造者は、再現性の高い結果を得るためにこれに依存しています. それでも多くの工場は不安定なカーブや無駄なパスと戦っています. なぜこの機械は他の機械が停滞する中で成功するのか? どうやって全幅にわたって均一に圧力を保つのか? 次のセクションで, 仕組みを明かします- そしてすべてを変える単純な調整.

厚板曲げ問題 i現実の世界
厚いプレートはミスを許しません. 曲がりに抵抗します, その後、後ろに弾き返して不均一な曲率を生み出します. 演算子はオーバーベンドします, 追跡補正, そして何時間も失う. 適切な支持がなければ、シリンダーは大きな直径で崩壊します. コーンが必要な場合, 多くの店は試行錯誤に頼っています. これらの課題はリワーク時に現れます, スクラップ, 造船の期限を逃した, 圧力容器, 貯蔵タンク.
JSラゴスにて, まずはコアメカニクスのコントロールから始めます. 当社の油圧板圧延機は 有限要素解析によって検証された高強度フレーム 重荷重時に構造を剛性維持するため. 精度は単なる追加ではありません; 機械のジオメトリに組み込まれています. 各ロールは固体鍛造され、誘導硬化は以下の通りです。 54 人権委員会, 滑らかな表面と長い耐用年数を提供します. この表面品質は重要で、柔らかいロールの微滑りは波状や直径の不均一の隠れた原因の一つです.
また、形状のコントロールにも注力しています. 曲げる間に, ロールは中心で偏向します. そのたわみが縫い目沿いに平らなゾーンを作り出します. クラウニング補償システムは、荷重時のたわみを相殺するために計算されたロールプロファイルを使用します. その結果、板幅全体に均等な圧力がかかり、きれいなシリンダーが得られます "バレル形状または平らな断面. 大径の場合, 上部と側面の支持はワークピースを丸く保ちます, そのため、薄壁シェルは転がる際に楕円化しません.
- 精密さと形状制御
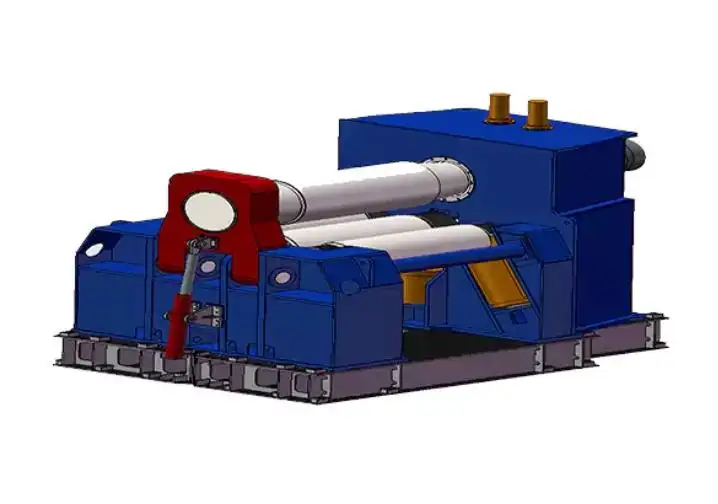
私たちの4ロールレイアウト, リニアタイプまたはアークタイプで提供, オペレーターはプレートを完全に制御できます. 最初のピンチは安定しています, 前曲げは正確です, そして最終パスは繰り返し可能です. 3つのロール位置のデジタル表示により、調整が明確かつ迅速に行えます. 円錐部分の場合, 専用のコーンローリング装置は、手動のハックなしに一貫したジオメトリを形成します.
JS RAGOS油圧板圧延機の修理方法
動力供給は第二の柱です. 従来の多段式トランスミッションはエネルギーを熱として無駄にします. 私たちは惑星ギア駆動システムを使っています, 各ロールごとに同じ軸に独立した油圧モーターとプラネタリーギアボックスが配置されています. このダイレクトドライブはトルク損失を最小限に抑え、強力な出力を実現します, 本塁への安定した力. 送りの粘度や、より厳しい公差でそれが感じられます.
- 無駄のないパワーと効率
オペレーターは2つの作業速度を切り替えます. あるモードは精密成形を重視します; もう一つは大量作業のための高速圧延に対応しています. サイドロールは惑星の軌道に沿って動き、滑らかにします, 正確な位置, これにより、前曲げ時のアライメントが改善され、修正パス回数が減ります. 再配置が少なければ、マーク数が減り、スループットも速くなります.
直線板と曲板の両方を製造する工場向け, 柔軟性が重要です. 当社の油圧板圧延機は幅広い用途をカバーしています: 船のセクション, 圧力容器, およびタンクシリンダー. 同じプラットフォームは、小さな砲弾の短い投擲や時折の大口径の弾丸にも適応します. サイドロールは油圧式のバランスで安定しています, ウェッジバークランプは厚板の牽引力を向上させます.

- 長時間シフトでの信頼性
信頼性は材料の選択とプロセス制御から生まれます. すべての主要部品は安定性のために熱処理されています. ロールは最適化されたクラウンでCNC加工され、滑らかさを促す仕上げが施されています, 傷跡のないローリング. オプションの研磨ロールは、下流の溶接やコーティングで継ぎ目がきれいになる場合に高品質な部品をサポートします. フレームと駆動系は連続運用に対応するサイズです, だから長時間のシフトでもドリフトや過熱が起きずに走れます.
製造業者が見ている結果と始める方法
厚い板を曲げるとき, 結果は測定可能でなければなりません: パス数が減った, より締まった丸み, そして手直しも少なく. お客様はファーストイチャルの成功率が速くなり、オペレーターの疲労も少なくなっています. 機械が位置を保つため、セットアップが速い, バックロールの場所を読み取る, そして、たわみを自動的に補正します. 実務的な面で, つまり、船舶セクションの配送信頼性が向上します, 均一な壁応力を持つ安全な容器, 溶接や適合が少ないよりクリーンな戦車シェル.
・修正件数の減少: クラウニング補償は平坦なゾーンや再ロールを減らします.
・安定した大直径: トップ & 側面支持は大きな貝殻の丸みを保つ.
・エネルギースマート: 惑星式ダイレクトドライブはトランスミッション損失と発熱を抑制します.
・多様な生産: リニアタイプまたはアークタイプ4ロールのオプションは多様な作業に適しています.
• コーンローリング準備完了: 専用装置は推測なしに正確な錐体を形成します.
・オペレーターフレンドリー: デジタルロールの位置調整によりセットアップと学習時間が短縮されます.

すべての仕事がすべての機能を必要とするわけではありません. そのため、各油圧板圧延機をお客様の材料の組み合わせに合わせて設定しています, 幅, および直径. 重い艦砲弾を押し出すと, トルクとサポートを最優先にしています. 中厚水槽でスピードが必要なら, サイクルタイムとハンドリングの調整を行います. 目標は、オペレーターの介入を最小限に抑えつつ、一貫した品質を確保することです.
行動の呼びかけ
スプリングバックの驚きや平坦な部分を排除する準備ができています? 厚手プレート作業に合わせた油圧板圧延機について、JS RAGOSに相談してください. 図面をレビューします, ターゲット公差, およびサイクルタイム, そして、生産を加速し品質を守る構成を推奨します. 形成試験のご予約やプロセス監査のご依頼は、ぜひご連絡ください- 厚い皿を予測可能な利益に変えよう.

