













Pliage métallique de haute précision: Comment choisir la bonne machine pour des tolérances serrées
UnPlieur de métal de haute précision produit des produits cohérents, des angles de flexion répétables dans des tolérances que les équipements de flexion standards ne peuvent pas maintenir de manière fiable — généralement ±0,1° ou mieux à l’angle et ±0,01 mm à ±0,03 mm sur le positionnement de la RAM. Pour les fabricants de tôlerie produisant des boîtiers électroniques, Boîtiers de dispositifs médicaux, Panneaux intérieurs automobiles, ou des éléments de mur rideau architectural, Ce niveau de précision n’est pas optionnel. C’est le seuil en dessous duquel les pièces échouent à assembler ou à rejeter lors de l’inspection.
Ce guide définit ce que signifie une véritable précision en flexion des métaux, quelles technologies mécaniques y parviennent, et comment adapter la bonne machine à vos besoins de production.
Qu’est-ce que ça fait "Haute précision" Vraiment significatif en flexion des métaux?
La précision dans la flexion des métaux a deux dimensions distinctes —Précision positionnelle etRépétibilité angulaire — et la plupart des acheteurs ne posent la question que pour un seul.
Précision positionnelle fait référence à la manière précise dont la RAM atteint sa profondeur programmée à chaque cycle. Une machine évaluée à une précision positionnelle de ±0,01 mm signifie que le bélier s’arrête à moins de 0,01 mm de sa cible à chaque coup. Cela détermine la constance de la machine à produire la même profondeur de flexion, qui contrôle directement la géométrie de la pièce formée.
Répétabilité angulaire fait référence à la constance avec laquelle la machine produit le même angle inclus sur un lot de pièces identiques. Une machine atteignant une répétabilité angulaire de ±0,1° signifie que chaque pièce d’un lot de 500 pièces se courbe à moins de 0,1° de l’angle programmé — avant toute compensation de rebond.
Ces deux nombres sont liés mais séparés. Une machine avec une excellente précision positionnelle peut encore produire des angles irréguliers si elle n’a pas de compensation de rebond — car les matériaux épais ou à haute résistance reviennent partiellement vers le plat après la libération de la force de flexion. Un vraiPlieur de métal de haute précision aborde les deux dimensions: une précision mécanique stricte et une correction automatique du rebond basée sur des données réelles de matériaux.
Les quatre technologies qui définissent un plieur de métal de haute précision
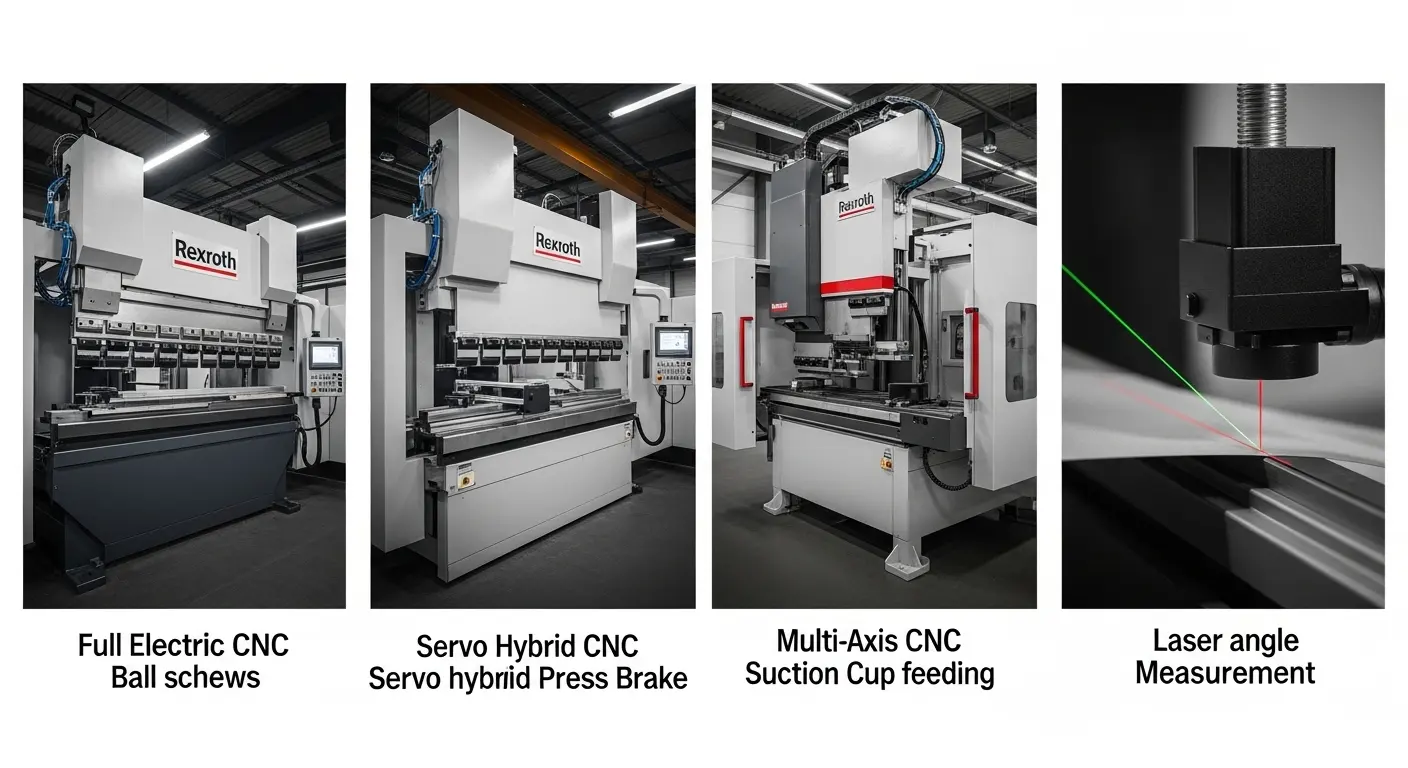
1. Entraînement servo électrique complet
Les freins à pression CNC entièrement électriques utilisent des servomoteurs et des vis à billes de précision pour entraîner le bélier, éliminant ainsi totalement la variabilité hydraulique de la boucle de positionnement. Le résultat est une précision positionnelle allant jusqu’à ±0,001 mm — la plus élevée disponible dans la technologie actuelle de freins à pression commerciaux. Pas de dérive d’échauffement, aucun effet de température hydraulique sur la viscosité et la réponse, aucun jeu mécanique dans le circuit pompe-cylindre.
Les systèmes entièrement électriques sont le meilleur choix pour le travail de précision à faible épaisseur — acier inoxydable de 0,3 mm à 3 mm, Alliages d’aluminium, cuivre, et une feuille de titane. La limite actuelle de tonnage est d’environ 100T, ce qui rend les plieuses métalliques électriques complètes adaptées aux pièces de calibre léger à moyen. Pour tout ce qui dépasse 100T, L’architecture hybride Servo offre le niveau de précision supérieur.
2. Entraînement hydraulique hybride servo
Un système hybride servo utilise un servomoteur pour actionner la pompe hydraulique à la demande, combinaison de la capacité de force hydraulique avec une précision de positionnement servo en boucle fermée. La précision positionnelle typique sur une machine hybride servo de qualité est de ±0,005 mm — nettement plus précise que celle d’une machine hydraulique conventionnelle de ±0,01 mm, et suffisant pour la plupart des applications de production de précision dans la gamme 80T–600T.
Le retour en boucle fermée d’une règle de réseau magnétique ou optique est ce qui distingue un véritable servo-hybride à haute précision de la machine hydraulique standard avec une étiquette servo-moteur. Vérifiez la résolution de la règle grille et la marque avant d’acheter — cette spécification unique révèle si la revendication de précision est soutenue par l’ingénierie ou un langage marketing.
3. Pliage de panneaux CNC multi-axes
Pour la flexion complexe à plusieurs étapes — angles multiples, Directions multiples, Plusieurs séquences de pliage sur une seule feuille — un pliage de panneau assure une précision sur toute la séquence de formage qu’un cycle de repositionnement opérateur de frein à pression ne peut égaler de manière fiable.
Un plieur de panneaux serre la feuille avec des supports pneumatiques qui maintiennent un positionnement précis tout au long du programme sans que l’opérateur ait besoin de repositionner le matériau entre les coudes. La série JS RAGOS de bandes de panneaux se déroule en 13-, 15-, et configurations à 18 axes, avec une précision de positionnement du faisceau en flexion de ±0,03 mm sur tous les axes et un contrôleur Delem DA-66T supportant la simulation de flexion 3D hors ligne.
Pour des applications incluant les portes d’armoires de cuisine, Côtés de boîtier électrique, Panneaux de rack de serveurs, et composants de mobilier de bureau, leJS RAGOS machine de pliage de panneaux produit des profils formés complexes à des niveaux de précision constants que le repositionnement manuel sur un frein à pression ne peut égaler à grande vitesse.
4. Systèmes de mesure d’angle laser et de caméra
Le facilitateur de précision le plus important de toutPlieur de métal de haute précision — frein à pression ou plier de panneau — est un système de mesure d’angle en temps réel. Sans un, La machine programme un angle et suppose que la pièce l’atteint. Avec un seul, La machine mesure l’angle réel en temps réel et ajuste.
Trois technologies de mesure sont actuellement utilisées:
- Systèmes basés sur des lasers (Data-M, Composants de la vision): Projetez une ligne laser sur la surface de la feuille lors du pliage; Une caméra lit l’angle de réflexion en temps réel. La précision dépasse généralement ±0,1°. Ne nécessite aucun contact avec la pièce, ce qui le rend adapté aux matériaux délicats à faible épaisseur.
- Systèmes tactiles basés sur caméra: Les caméras observent la géométrie des outils et calculent l’angle de la pièce à partir de la relation géométrique entre la pointe du poinçonnage et l’ouverture de la matrice. Rapide et fiable pour les applications standard de V-bending.
- Tactile probing: Une sonde physique touche la partie formée et mesure l’angle. Très précis mais plus lent — mieux adapté à l’échantillonnage qu’à la mesure en cycle.
Les freins à pression JS RAGOS au-dessus de 100T utilisent le système de mesure d’angle Laser Check (développé en partenariat avec Data-M et Vision Components), Compensation de rebond en cycle jusqu’à ±0,1° sans intervention manuelle.
Applications de la plieuse métallique de haute précision par secteur

Tous les ateliers de fabrication ne nécessitent pas la même spécification de précision. Les industries oùPlieur de métal de haute précision La capacité est non négociable:
Électronique et fabrication de boîtiers de serveurs. Unités à rack, Châssis serveur, et les boîtiers de mécanisme d’interrupteur nécessitent des tolérances de flexion de ±0,1° ou plus serrées pour l’alignement des panneaux à travers des assemblages multi-pièces. Une erreur de 0,3° sur un seul panneau dans un rack 42U peut empêcher un montage correct sur rack de chaque unité au-dessus.
Fabrication de dispositifs médicaux. Boîtiers de tôle compatibles avec la salle blanche, Enclos pour équipements chirurgicaux, et les cadres de dispositifs d’imagerie comportent souvent des tolérances dimensionnelles de l’ordre de ±0,05 mm — des niveaux atteignables uniquement avec des machines entièrement électriques ou des machines hybrides servo haut de gamme équipées de systèmes de mesure d’angle.
Composants intérieurs et structurels automobiles. Supports de voie de siège, Cadres de panneaux de porte, et les structures de support de tableau de bord nécessitent une répétabilité angulaire à travers des lots de production de milliers de pièces. Les pliages métal de précision avec retour servo et programmation hors ligne éliminent les dérives d’angle de type batch à lot.
Fabrication architecturale et de panneaux de murs rideaux. Les panneaux de revêtement en aluminium et en inox pour les façades de bâtiments nécessitent des angles de flexion constants sur des panneaux pouvant atteindre 6 000 mm de longueur — ce qui rend le retour automatique de couronnage et de rebondissement de la position des règles essentiel, Pas optionnel.
Fabrication d’instruments de précision. Panneaux de contrôle, Boîtiers d’instruments de mesure, et les enceintes d’équipements de laboratoire comportent des profils en plusieurs étapes avec plusieurs lignes de courbure par pièce. Un positionnement multi-axe cohérent est la seule voie de production pour ces applications en volume commercial.
Pour les acheteurs de la catégorie 100 tonnes nécessitant un pliage précis de l’acier structurel, leFrein à pression CNC JS RAGOS de 100 tonnes pour le travail sur plaque d’acier Couvre le tonnage, Options de contrôleur, et la disponibilité des mesures d’angle pour la production de précision à milieu de gamme. Pour la classe 300 tonnes pour des travaux de précision à gros écartement, leFrein à pression CNC JS RAGOS de 300 tonnes Couvre la spécification du cadre, Couronnement, et options DSVP.
Quelles spécifications déterminent réellement la haute précision dans un plieur de métal?

La précision n’est pas une caractéristique — c’est la somme de plusieurs spécifications interconnectées. Lors de l’évaluation d’unPlieur de métal de haute précision, Vérifiez ces points précis plutôt que d’accepter les Points Généraux "Haute précision" Allégations marketing:
Résolution de positionnement de la RAM. L’incrément minimum que le système de contrôle peut ordonner à la RAM de bouger. Une résolution de 0,001 mm permet au système de commander le mouvement par marches de 0,001 mm — essentiel pour un contrôle de profondeur strict. Demandez la marque de règle à grincing, Modèle, et la résolution en tant que document spécifique, Ce n’est pas une catégorie de fiche technique.
Précision du positionnement en arrière-jauge. Le cartolier de fond positionne la feuille contre un butée mécanique avant chaque courbe. Une précision de ±0,02 mm ou supérieure est la référence de précision. Une précision plus faible ici produit des longueurs de bride incohérentes, ce qui s’accumule en erreur dimensionnelle à travers les parties à plusieurs courbes.
Parallélisme entre bélier et lit. Même avec un contrôle de profondeur précis, Un bélier qui n’est pas précisément parallèle au lit produit des angles différents à chaque extrémité de la même plaque. Celle-ci est contrôlée par le système de synchronisation — des cylindres hydrauliques synchronisés par un système de vannes proportionnelles électrohydrauliques, ou des doubles servomoteurs sur des machines entièrement électriques. Demandez spécifiquement comment le fabricant contrôle et vérifie le parallélisme du lit de bélier à pleine charge en tonnage.
Compatibilité logicielle de programmation hors ligne. La production à haute précision en volume commercial nécessite une programmation hors ligne des pièces — créer et tester des programmes de pliage sans solliciter le temps de la machine. Delem DA-66T, DA-69T, et les contrôleurs ESA S630 prennent en charge la programmation hors ligne complète avec simulation de courbure 3D. Les systèmes sans capacité de programmation hors ligne nécessitent un développement de programme sur la machine, ce qui réduit le temps de production disponible et introduit une variation des opérateurs.
Qualité des outillages. Le rayon de pointe du poinçon, Tolérance d’ouverture du dé, et la dureté de surface limite directement la précision atteignable, quelle que soit la précision de la machine. Outillage trempé et meulé de précision — acier 42CrMo, Dureté 50–60 HRC, meulée à ±0,01 mm — conserve la forme sur de longues séries de production. Les outillages souples ou non meulés se déforment sous une utilisation prolongée et dégradent progressivement la précision des pièces.
Plieuses de panneaux pour des profils à plusieurs pas de haute précision
Un frein à pression CNC excelle dans la flexion sur un axe grâce à un contrôle précis de la profondeur. Un panneau pliant excelle dans les étapes multiples, Flexion multidirectionnelle sur la même feuille sans repositionnement — c’est là que l’avantage de précision d’un pliage de panneau devient le plus évident en production réelle.
Chaque fois qu’un opérateur repositionne une feuille sur un frein à pression pour l’étape suivante de la courbe, Une petite erreur de positionnement entre dans le processus. Sur une partie à deux courbes, Cette erreur est gérable. Sur une pièce nécessitant six à douze étapes de pliage — un panneau serveur, une porte d’armoire avec retour, ou un couvercle d’enceinte électrique — l’erreur de positionnement accumulée augmente à chaque repositionnement.
Un pliage de panneau élimine ce problème. La feuille reste serrée tout au long de la séquence de formage. Chaque pas de courbe part d’un point fixe, Position connue de la feuille, Ainsi, les erreurs ne s’accumulent pas dans tout le programme.
Le pliage de panneaux JS RAGOS 18 axes prend en charge à la fois les repliements vers le haut et vers le bas dans un même cycle de programme, Changement automatique d’outil, et alimentation automatique CNC par ventouse — réduisant la manipulation manuelle à zéro sur les formats standards de panneaux. LePliage de panneaux avec ventouse CNC à alimentation automatique explique comment fonctionne le système d’alimentation automatisée pour une production de panneaux de précision à grand volume sans intervention de l’opérateur à la machine.
Pour un aperçu plus large des capacités de pliage de panneaux, Applications, et options de configuration, lePage d’aperçu du panneau JS RAGOS Couvre toutes les configurations allant du 13 au 18 axes avec capacité de flexion, Compatibilité des matériaux, et les options de contrôleur en détail.
Choisir le bon plieur de métal de haute précision pour votre production
La bonne machine dépend de votre gamme de matériaux, Complexité des parties, Volume de production, et exigences de précision. Voici un guide pratique d’appariement:
| Profil de production | Machine recommandée | Niveau de précision |
|---|---|---|
| Précision en calibre fin (<3mm, Inox/aluminium) | Frein à pression CNC entièrement électrique | ± 0,001 mm de positionnement |
| Production à écartement mixte (1–6 mm, Volume élevé) | Frein à pression CNC hybride servo | ± 0,005 mm de positionnement |
| Profils complexes en plusieurs étapes (Armoires, Panneaux, Enceintes) | Pliage de panneaux CNC (13–18 axe) | ±0,03 mm, Aucune erreur de repositionnement |
| Précision structurelle à gros calibre (6–20 mm) | Servo hybride avec mesure d’angle | ±0,1° angulaire, Auto-corrigé |
| Tout cela à travers les équipes | Entièrement électrique + Combinaison de pliage de panneaux | Chaque machine à son plafond de précision |
Pour les acheteurs qui évaluent les options de machines disponibles et souhaitent comparer les modèles, Configurations, et tarification, leMeilleur guide d’achat de machine à frein à pression CNC couvre l’ensemble de la gamme JS RAGOS, des configurations standard hydrauliques aux hybrides servo et entièrement électriques. Les acheteurs qui évaluent également les freins à presse en tôle à vendre avec des spécifications précises peuvent explorer laGamme de freins à pression CNC en tôle à vendre pour les configurations disponibles.
Pour les acheteurs ayant besoin d’une machine de classe 100 tonnes avec une capacité de flexion CNC de précision — une première étape courante par rapport aux systèmes hydrauliques de base — leFrein à pression CNC JS RAGOS 100 tonnes Couvre les options de manette, Nombre d’axes, et la compatibilité des mesures angulaires pour cette classe de tonnage.
Foire aux questions sur les plieuses métalliques de haute précision
Qu’est-ce qu’un maître métallique de haute précision?
Un plieur métallique de haute précision est un frein à pression CNC ou un pliage de panneau conçu pour produire une constance, angles de flexion reproductibles dans des tolérances serrées — généralement ±0,1° à l’angle et ±0,001 mm à ±0,03 mm en position de la bélier. La précision à ce niveau nécessite un système d’entraînement servo ou servo hybride, une règle de grinçage haute résolution pour le retour de position, un contrôleur de haute qualité avec correction en boucle fermée, et optionnellement un système de mesure d’angle en temps réel qui compense automatiquement le rebond du matériau.
Quel est le type de plieur métallique le plus précis actuellement disponible?
Un frein à pression CNC électrique complet avec double servo-vis à billes et une règle de réseau optique atteint la plus haute précision positionnelle actuellement disponible — jusqu’à ±0,001 mm. Pour les applications nécessitant un pliage précis en plusieurs étapes sans erreur de repositionnement, un plieur de panneau CNC avec des pinces pneumatiques de maintien des feuilles et une alimentation automatique permet d’obtenir la meilleure combinaison de précision angulaire et de constance en plusieurs étapes.
Combien coûte une plieuse métallique de haute précision?
Les freins à pression CNC hybrides servo d’entrée de gamme avec règles de grillage de précision commencent autour de 30 000 à 45 000 $. Les freins à pression CNC entièrement électriques dans la gamme 40T–100T coûtent généralement entre 45 000 $ et 90 000 $ au prix direct d’usine. Les pliages de panneaux multi-axes haut de gamme commencent autour de 90 000 à 150 000 $ selon le nombre d’axes, Fonctionnalités d’automatisation, et système d’alimentation. La prime de précision par rapport à une machine hydraulique basique est généralement de 30 à 60 %.
Qu’est-ce que le rebond et comment un plieur métal de précision compense-t-il?
Le retour à rebond est le retour partiel d’une pièce pliée vers sa position plate d’origine après la libération de la force de flexion, causée par la récupération élastique du matériau. Les matériaux épais et à haute résistance ressortent plus que les matériaux fins., Feuille souple. Un plieur métallique de haute précision compense le rebond en se pliant trop — en se pliant au-delà de l’angle cible d’une quantité calculée pour que la pièce reprenne exactement la cible. Les systèmes avancés utilisent la mesure d’angle laser en temps réel pour calculer et appliquer automatiquement la compensation correcte du rebond, Sans calcul opérateur ni courbure d’essai.
Un plieur métallique de haute précision peut-il maintenir la précision sur de longues séries de production?
Oui — à condition que la machine utilise des outils trempés et polissés de précision, maintient une température stable de l’huile hydraulique (Critiques pour les systèmes hydrauliques), et exécute une rétroaction angulaire en temps réel pour la correction du rebond. L’usure de l’outillage est la source la plus courante de dégradation de la précision à long terme. Outillages de qualité précise 42CrMo, renforcé à 50–60 HRC, maintient une précision dimensionnelle sur des séries de production significativement plus longues que les outillages standards. Des intervalles réguliers d’inspection des outillages doivent faire partie de tout plan de qualité de production de précision.

