













Doblador de metales de alta precisión: Cómo elegir la máquina adecuada para tolerancias ajustadas
UnDoblador de metales de alta precisión produce consistencia, ángulos de flexión repetibles dentro de tolerancias que el equipo de flexión estándar no puede mantener de forma fiable — típicamente ±0,1° o mejor en ángulo y ±0,01 mm a ±0,03 mm en posición del RAM. Para fabricantes de chapa metálica que producen cajas electrónicas, Carcasas de dispositivos médicos, Paneles interiores de automóviles, o componentes de muro cortina arquitectónicos, Ese nivel de precisión no es opcional. Es el umbral por debajo del cual las piezas fallan en el ensamblaje o se rechazan en la inspección.
Esta guía define qué significa la precisión genuina en el doblado de metales, qué tecnologías de máquina lo logran, y cómo adaptar la máquina adecuada a tus necesidades de producción.
¿Qué sí "Alta precisión" Realmente mean en el doblado de metales?
La precisión en el doblado de metales tiene dos dimensiones distintas —Precisión posicional yRepetibilidad angular — y la mayoría de los compradores solo preguntan por uno.
Precisión posicional se refiere a cómo la RAM alcanza con precisión su profundidad programada en cada ciclo. Una máquina con una precisión posicional de ±0,01 mm significa que el ram se detiene a menos de 0,01 mm de su objetivo en cada golpe. Esto determina cuán consistentemente la máquina produce la misma profundidad de flexión, que controla directamente la geometría de la pieza formada.
Repetibilidad angular se refiere a cuán consistentemente la máquina produce el mismo ángulo incluido a lo largo de un lote de piezas idénticas. Una máquina que alcanza ±0,1° de repetibilidad angular significa que cada pieza de un lote de 500 piezas se dobla hasta un límite de 0,1° del ángulo programado — antes de cualquier compensación de retroceso.
Estos dos números están relacionados pero son independientes. Una máquina con excelente precisión posicional puede seguir produciendo ángulos inconsistentes si carece de compensación de remontada — porque los materiales gruesos o de alta tracción regresan parcialmente hacia el plano tras la liberación de la fuerza de flexión. Un auténticoDoblador de metales de alta precisión aborda ambas dimensiones: precisión mecánica estricta y corrección automática de retroceso basado en datos reales de materiales.
Las cuatro tecnologías que definen un doblador de metales de alta precisión
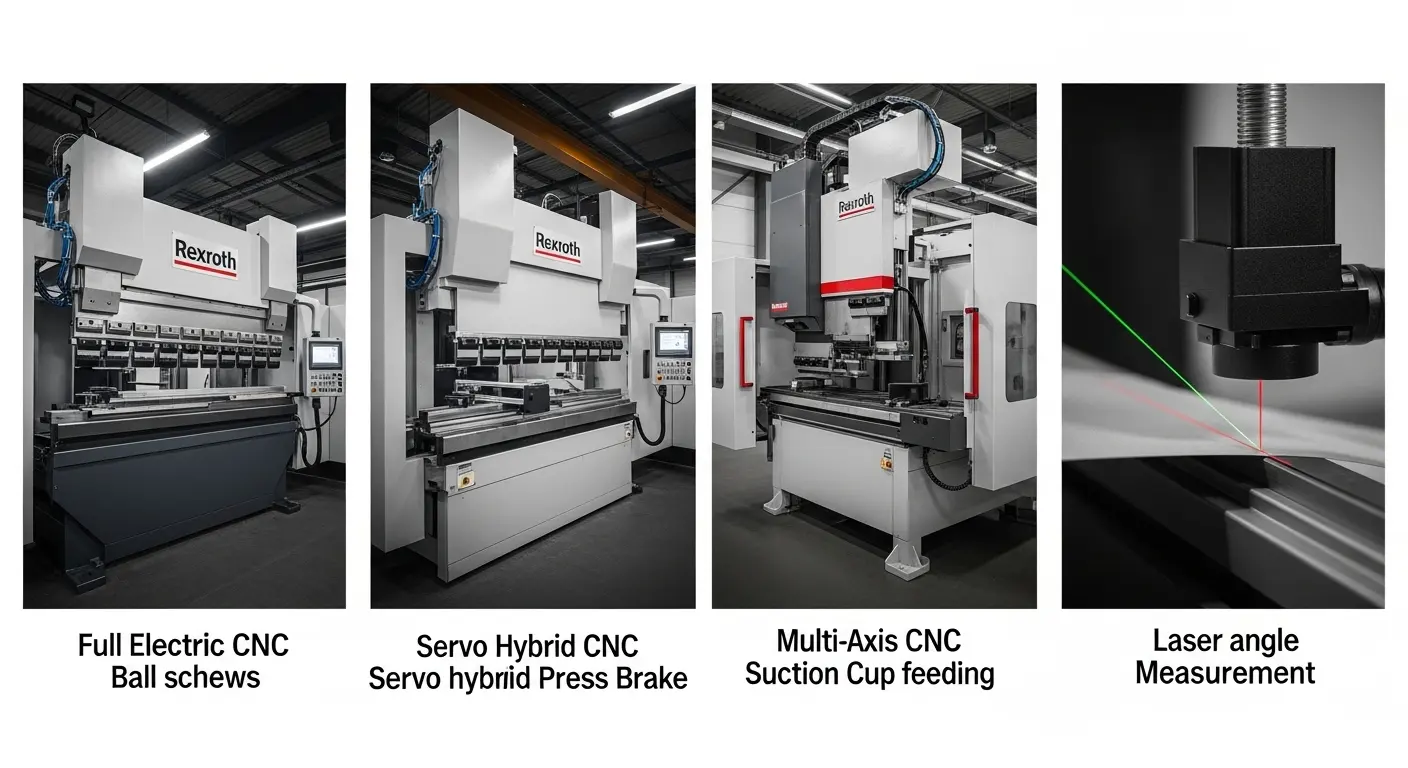
1. Servo Accionamiento Eléctrico Completo
Los frenos de presión CNC eléctricos completos utilizan servomotores y tornillos de bolas de precisión para accionar el ariete, eliminando por completo la variabilidad hidráulica del lazo de posicionamiento. El resultado es una precisión posicional de hasta ±0,001 mm, la más alta disponible en la tecnología actual de frenos de presión comercial. Sin derrape de calentamiento, No hay efecto de temperatura hidráulica en la viscosidad y la respuesta, No hay juego mecánico en el circuito bomba-cilindro.
Los sistemas totalmente eléctricos son la mejor opción para trabajos de precisión de calibre delgado — acero inoxidable de 0,3 mm a 3 mm, Aleaciones de aluminio, cobre, y lámina de titanio. El límite actual de tonelaje es de alrededor de 100T, lo que hace que las dobladoras metálicas eléctricas sean adecuadas para piezas de ancho ligero a medio. Para cualquier cosa por encima de 100T, La arquitectura híbrida servo ofrece el siguiente mejor nivel de precisión.
2. Accionamiento hidráulico híbrido servo
Un sistema servo-híbrido utiliza un servomotor para accionar la bomba hidráulica bajo demanda, Combinando capacidad de fuerza hidráulica con precisión en posicionamiento servo en lazo cerrado. La precisión posicional típica en una máquina híbrida servo de calidad es de ±0,005 mm, significativamente más ajustada que la de ±0,01 mm de una máquina hidráulica convencional, y suficiente para la mayoría de las aplicaciones de producción de precisión en la gama 80T–600T.
La retroalimentación en lazo cerrado de una regla de rejilla magnética u óptica es lo que diferencia a una auténtica dobladora de metal híbrida servo de alta precisión de una máquina hidráulica estándar con etiqueta de servomotor. Confirma la resolución de la regla y la marca antes de comprar: esta única especificación revela si la afirmación de precisión es respaldada por la ingeniería o por el lenguaje de marketing.
3. Doblado de paneles CNC multieje
Para flexiones complejos de varios pasos — múltiples ángulos, Múltiples direcciones, Múltiples secuencias de pliegue en una sola lámina — un doblado de panel proporciona una precisión a lo largo de toda la secuencia de conformado que un ciclo de reposicionamiento del operador del freno de presión no puede igualar de forma fiable.
Un doblador de paneles sujeta la lámina con portahojas neumáticos que mantienen una posición precisa durante todo el programa sin que el operador tenga que reposicionar el material entre curvas. La serie de paneles dobles JS RAGOS se desarrolla en 13-, 15-, y configuraciones de 18 ejes, con una precisión de posicionamiento del haz de flexión de ±0,03 mm en todos los ejes y un controlador Delem DA-66T que soporta simulación de flexión 3D offline.
Para aplicaciones que incluyen puertas de armarios de cocina, Laterales de la carcasa eléctrica, Paneles de rack de servidores, y componentes de mobiliario de oficina, elMáquina de doblar paneles JS RAGOS produce perfiles conformados complejos con niveles de precisión consistentes que el reposicionamiento manual en un freno de prensa no puede igualar a alta velocidad.
4. Sistemas de medición de ángulos láser y de cámara
El facilitador de precisión más importante en cualquierDoblador de metales de alta precisión — freno de presión o panel doblador — es un sistema de medición de ángulos en tiempo real. Sin uno, La máquina programa un ángulo y asume que la pieza lo logra. Con uno, La máquina mide el ángulo real en tiempo real y ajusta.
Actualmente se utilizan tres tecnologías de medición:
- Sistemas basados en láser (Data-M, Componentes de visión): Proyecta una línea láser sobre la superficie de la lámina durante la flexión; Una cámara lee el ángulo de reflexión en tiempo real. La precisión suele superar los ±0,1°. No requiere contacto con la pieza, lo que lo hace adecuado para materiales delicados de calibre fino.
- Sistemas táctiles basados en cámara: Las cámaras observan la geometría de las herramientas y calculan el ángulo de la pieza a partir de la relación geométrica entre la punta del punzón y la apertura del troquel. Rápido y fiable para aplicaciones estándar de V-bending.
- Sondeo táctil: Una sonda física toca la pieza formada y mide el ángulo. Muy preciso pero más lento — mejor adecuado para muestreo que para mediciones en ciclo.
Los frenos de presión JS RAGOS por encima de 100T utilizan el sistema de medición de ángulo Laser Check (desarrollado en colaboración con Data-M y Vision Components), proporcionando compensación de retroceso durante el ciclo hasta ±0,1° sin intervención manual.
Aplicaciones de curvadores de metales de alta precisión por industria

No todos los talleres de fabricación requieren la misma especificación de precisión. Las industrias dondeDoblador de metales de alta precisión La capacidad es innegociable:
Electrónica y fabricación de cajas para servidores. Unidades de rack, Chasis del servidor, y las carcasas de los equipos de conmutación requieren tolerancias a la flexión de ±0,1° o más estrictas para la alineación de paneles entre conjuntos de varias piezas. Un error de 0,3° en un solo panel en un rack de 42U puede impedir el montaje adecuado en rack de todas las unidades que están por encima.
Fabricación de dispositivos médicos. Carcasas de chapa compatibles con sala limpia, Recintos de equipos quirúrgicos, y los marcos de dispositivos de imagen suelen tener tolerancias dimensionales en el rango de ±0,05 mm — niveles alcanzables solo con máquinas eléctricas completas o máquinas híbridas servo de alta gama con sistemas de medición de ángulo.
Componentes interiores y estructurales del automóvil. Soportes para vías de asiento, Marcos de paneles de puerta, y las estructuras de soporte del salpicadero requieren repetibilidad angular a través de lotes de producción de miles de piezas. Los doblajes metálicos de precisión con servo feedback y programación offline eliminan la deriva angular de lote a lote.
Fabricación arquitectónica y de paneles de muro cortina. Los paneles de aluminio y acero inoxidable para fachadas requieren ángulos de flexión constantes en paneles que pueden alcanzar hasta 6.000 mm de longitud, lo que hace esencial la retroalimentación automática de la posición de la regla y la coronación automática, No es opcional.
Fabricación de instrumentos de precisión. Paneles de control, Carcasas de instrumentos de medición, y las cajas de equipos de laboratorio implican perfiles de varios pasos con múltiples líneas de curvatura por pieza. La posición consistente en múltiples ejes es la única vía de producción para estas aplicaciones en volumen comercial.
Para compradores de la clase de 100 toneladas que necesitan flexión de acero estructural de precisión, elFreno de presión CNC JS RAGOS de 100 toneladas para trabajo con placa de acero cubre tonelaje, Opciones de mando, y disponibilidad de medición de ángulo para producción de precisión de gama media. Para la clase de 300 toneladas para trabajos de gran calibre de precisión, elFreno de presión CNC JS RAGOS de 300 toneladas Especificación del marco de Cubre, coronamiento, y opciones DSVP.
¿Qué especificaciones determinan realmente la alta precisión en un doblador de metales??

La precisión no es una característica — es la suma de varias especificaciones interconectadas. Al evaluar unDoblador de metales de alta precisión, Revisa estos puntos específicos en lugar de aceptar la general "Alta Precisión" Afirmaciones de marketing:
Resolución de posicionamiento de la RAM. El incremento mínimo que el sistema de control puede ordenar a la RAM para moverse. Una resolución de 0,001 mm permite que el sistema controle el movimiento en pasos de 0,001 mm — esencial para un control de profundidad estricto. Pide la marca de regla para reja, Modelo, y resolución como documento específico, No es una categoría de hoja técnica.
Precisión en el posicionamiento del backgauge. El cartón de fondo posiciona la lámina contra un tope mecánico antes de cada curva. La precisión de ±0,02 mm o superior es el punto de referencia. Una menor precisión aquí produce longitudes de brida inconsistentes, lo que se acumula en error dimensional a través de partes con múltiples curvas.
Paralelismo entre el ariete y el lecho. Incluso con un control de profundidad preciso, Un ariete que no es precisamente paralelo al lecho produce diferentes ángulos en cada extremo de la misma placa. Esto se controla mediante el sistema de sincronización — cilindros hidráulicos sincronizados por un sistema de válvulas proporcional electrohidráulico, o dos servomotores en máquinas totalmente eléctricas. Pregunta específicamente cómo el fabricante controla y verifica el paralelismo en la cama de cilindrada a carga completa.
Compatibilidad de software de programación offline. La producción de alta precisión en volumen comercial requiere programación offline de piezas — crear y probar programas de doblado sin ocupar el tiempo de la máquina. Delem DA-66T, DA-69T, y los controladores ESA S630 soportan programación completa offline con simulación de flexión 3D. Los sistemas sin capacidad de programación offline requieren desarrollo de programas en la máquina, lo que reduce el tiempo de producción disponible e introduce variación para los operadores.
Calidad de las herramientas. El radio de la punta del punzón, Tolerancia de apertura del dado, y la dureza superficial limita directamente la precisión alcanzable independientemente de la precisión de la máquina. Herramientas endurecidas y rectificadas de precisión — acero 42CrMo, dureza 50–60 HRC, rectificado a ±0,01 mm — mantiene la forma a lo largo de largas tiradas de producción. Las herramientas blandas o sin rectificar se deforman bajo un uso sostenido y degradan progresivamente la precisión de las piezas.
Dobladores de paneles para perfiles de alta precisión en varios pasos
Un freno de presión CNC destaca en la flexión de un solo eje con un control de profundidad preciso. Un doblador de paneles destaca en el multi-paso, Flexión multidireccional en la misma chapa sin reposicionamiento — que es donde la ventaja de precisión de un doblador de panel se hace más evidente en la producción real.
Cada vez que un operador recoloca una lámina en un freno de presión para el siguiente paso de curva, Entra en el proceso un pequeño error de posicionamiento. En una parte de dos curvas, Este error es manejable. En una pieza que requiere de seis a doce pasos de curvatura — un panel de servidores, una puerta de armario con retornos, o una tapa de carcasa eléctrica — el error de posicionamiento acumulado aumenta con cada reposicionamiento.
Un doblado de panel elimina este problema. La lámina permanece sujeta durante toda la secuencia de conformado. Cada paso de flexión parte de un fijo, Posición conocida de la lámina, por lo que los errores no se acumulan en todo el programa.
El panel bender JS RAGOS de 18 ejes soporta tanto pliegues hacia arriba como hacia abajo dentro de un mismo ciclo de programa, Cambio automático de herramientas, y alimentación automática CNC por ventosa — reduciendo la manipulación manual a cero en los formatos estándar de panel. ElDoblado de paneles con ventosa CNC de alimentación automática Explica cómo funciona el sistema de alimentación automatizada para la producción de paneles de alta precisión sin intervención del operador en la máquina.
Para una visión más amplia de las capacidades de doblamiento de paneles, Aplicaciones, y opciones de configuración, elPágina general de paneles sobre JS RAGOS sobre paneles de control cubre todas las configuraciones desde 13 hasta 18 ejes con capacidad de flexión, Compatibilidad de materiales, y las opciones de mando en detalle.
Elegir el doblador de metales de alta precisión adecuado para tu producción
La máquina adecuada depende de tu gama de materiales, Complejidad de las piezas, Volumen de producción, y el requisito de precisión. Aquí tienes una guía práctica de emparejamiento:
| Perfil de producción | Máquina recomendada | Nivel de Precisión |
|---|---|---|
| Precisión de calibre delgado (<3milímetro, inoxidable/aluminio) | Freno de presión CNC eléctrico completo | ±0,001mm posicionamiento |
| Producción de vía mixta (1–6mm, Alto volumen) | Freno de presión CNC híbrido servo | ±0,005 mm de posicionamiento |
| Perfiles complejos de varios pasos (Gabinetes, Paneles, Recintos) | Doblado de paneles CNC (13–18 ejes) | ±0,03 mm, Sin error de reposicionamiento |
| Precisión estructural de gran calibre (6–20 mm) | Servo híbrido con medición de ángulo | ±0,1° angular, auto-corregido |
| Todo lo anterior a lo largo de los turnos | Totalmente eléctrico + Combinación de dobladores de paneles | Cada máquina en su techo de precisión |
Para compradores que evalúan opciones de máquinas disponibles y quieran comparar modelos, Configuraciones, y precios, ella mejor guía de compra de máquina de freno de presión CNC cubre toda la gama JS RAGOS, desde configuraciones hidráulicas estándar hasta híbridas servo y totalmente eléctricas. Los compradores que también evalúan frenos de prensa de chapa metálica a la venta con especificaciones de precisión específicas pueden explorar elGama de frenos de presión CNC de chapa metálica para la venta para configuraciones disponibles.
Para los compradores que necesiten una máquina de clase de 100 toneladas con capacidad de flexión CNC de precisión — un primer paso común respecto a los sistemas hidráulicos básicos — laFreno de presión CNC JS RAGOS de 100 toneladas Cubre opciones de mando, Recuento de ejes, y compatibilidad de medición angular para esa clase de tonelaje.
Preguntas frecuentes sobre dobladores de metales de alta precisión
¿Qué es un doblado de metales de alta precisión??
Un doblador de metal de alta precisión es un freno de presión CNC o un doblador de paneles diseñado para producir consistencia, ángulos de flexión repetibles dentro de tolerancias ajustadas — típicamente ±0,1° en ángulo y ±0,001 mm a ±0,03 mm en posición de RAM. La precisión a este nivel requiere un sistema de accionamiento servo o servo híbrido, una regla de rejilla de alta resolución para retroalimentación de posición, un controlador de alta calidad con corrección en lazo cerrado, y, opcionalmente, un sistema de medición de ángulos en tiempo real que compense automáticamente el respingo del material.
¿Cuál es el tipo de doblador de metal más preciso disponible actualmente?
Un freno de presión CNC eléctrico completo con dos servoaccionamientos de tornillo de bolas y una regla de rejilla óptica alcanza la máxima precisión posicional disponible actualmente — hasta ±0,001 mm. Para aplicaciones que requieren flexión precisa en varios pasos sin error de reposicionamiento, Un doblador CNC con abrazaderas neumáticas para sujetar láminas y alimentación automática logra la mejor combinación de precisión angular y consistencia en varios pasos.
¿Cuánto cuesta un doblador de metal de alta precisión??
Los frenos de presión CNC híbridos servo de nivel de entrada con reglas de rejilla de precisión comienzan alrededor de 30.000–45.000 dólares. Los frenos de presión CNC totalmente eléctricos en el rango 40T–100T suelen costar entre 45.000 y 90.000 dólares a precio directo de fábrica. Los doblajes de paneles multieje de gama alta comienzan alrededor de 90.000 a 150.000 dólares dependiendo del número de ejes, Características de automatización, y sistema de alimentación. La prima de precisión respecto a una máquina hidráulica básica suele ser del 30–60%.
¿Qué es el springback y cómo compensa un doblado de metal de precisión??
El retroceso de resorte es el retorno parcial de una pieza doblada hacia su posición plana original tras la liberación de la fuerza de flexión, causada por la recuperación elástica del material. Los materiales gruesos y de alta resistencia se recuperan más que los delgados, Sábana blanda. Un doblado metálico de alta precisión compensa el retroceso mediante sobreflexión — doblándose más allá del ángulo objetivo en una cantidad calculada para que la pieza vuelva exactamente al objetivo. Los sistemas avanzados utilizan la medición de ángulos láser en tiempo real para calcular y aplicar automáticamente la compensación correcta del resorte, sin cálculo del operador ni flexión por prueba.
¿Puede un doblador de metales de alta precisión mantener la precisión durante largas tiradas de producción??
Sí, siempre que la máquina utilice herramientas endurecidas y rectificadas de precisión, mantiene una temperatura estable del aceite hidráulico (Crítico para sistemas hidráulicos), y ejecuta retroalimentación angular en tiempo real para la corrección del resorte. El desgaste de las herramientas es la fuente de degradación de precisión a largo plazo más común. Herramientas de precisión 42CrMo, endurecido a 50–60 HRC, mantiene la precisión dimensional a lo largo de tiradas de producción significativamente más largas que las herramientas estándar. Los intervalos regulares de inspección de herramientas deberían formar parte de cualquier plan de calidad de producción de precisión.

