













Hochpräziser Metallbänker: Wie man die richtige Maschine für enge Toleranzen auswählt
EinHochpräziser Metallbieger Erzeugt konsistent, Wiederholbare Biegewinkel innerhalb von Toleranzen, die Standard-Biegetechnik nicht zuverlässig halten kann – typischerweise ±0,1° oder besser im Winkel und ±0,01 mm bis ±0,03 mm bei Ram-Positionierung. Für Blechfabrikanten, die elektronische Gehäuse herstellen, Gehäuse für medizinische Geräte, Fahrzeuginnenverkleidungen, oder architektonische Fassadkomponenten, Dieses Maß an Genauigkeit ist nicht optional. Sie ist die Schwelle, unter der Teile bei der Inspektion zusammengefallen oder abgelehnt werden.
Dieser Leitfaden definiert, was echte Präzision beim Metallbiegen bedeutet, Welche Maschinentechnologien erreichen dies, und wie man die richtige Maschine an die Produktionsanforderungen abstimmt.
Was tut "Hohe Präzision" Tatsächlich gemeiner im Metallbändigen?
Präzision beim Metallbiegen hat zwei unterschiedliche Dimensionen –Positionsgenauigkeit undWinkelwiederholbarkeit – und die meisten Käufer fragen nur nach einem.
Positionsgenauigkeit bezieht sich darauf, wie genau der RAM bei jedem Zyklus seine programmierte Tiefe erreicht. Eine Maschine mit einer Positionsgenauigkeit von ±0,01 mm bedeutet, dass der Ram bei jedem Schlag innerhalb von 0,01 mm um das Ziel stoppt. Dies bestimmt, wie konstant die Maschine die gleiche Biegtiefe erzeugt, die direkt die Geometrie des gebildeten Teils steuert.
Winkelwiederholbarkeit bezieht sich darauf, wie konsequent die Maschine denselben eingebauten Winkel über eine Charge identischer Bauteile erzeugt. Eine Maschine, die ±0,1° Winkelwiederholbarkeit erreicht, bedeutet, dass jedes Teil in einer 500-teiligen Charge bis auf 0,1° des programmierten Winkels verbiegt – vor jeglicher Rückschlagkompensation.
Diese beiden Zahlen sind verwandt, aber getrennt. Eine Maschine mit hervorragender Positionsgenauigkeit kann dennoch inkonsistente Winkel erzeugen, wenn ihr die Rücklaufkompensation fehlt – da dicke oder hochfeste Materialien nach dem Lösen der Biegekraft teilweise wieder flach werden. Ein echterHochpräziser Metallbieger behandelt beide Dimensionen: Präzise mechanische Genauigkeit und automatische Rückschlagkorrektur basierend auf realen Materialdaten.
Die vier Technologien, die einen hochpräzisen Metallbieger definieren
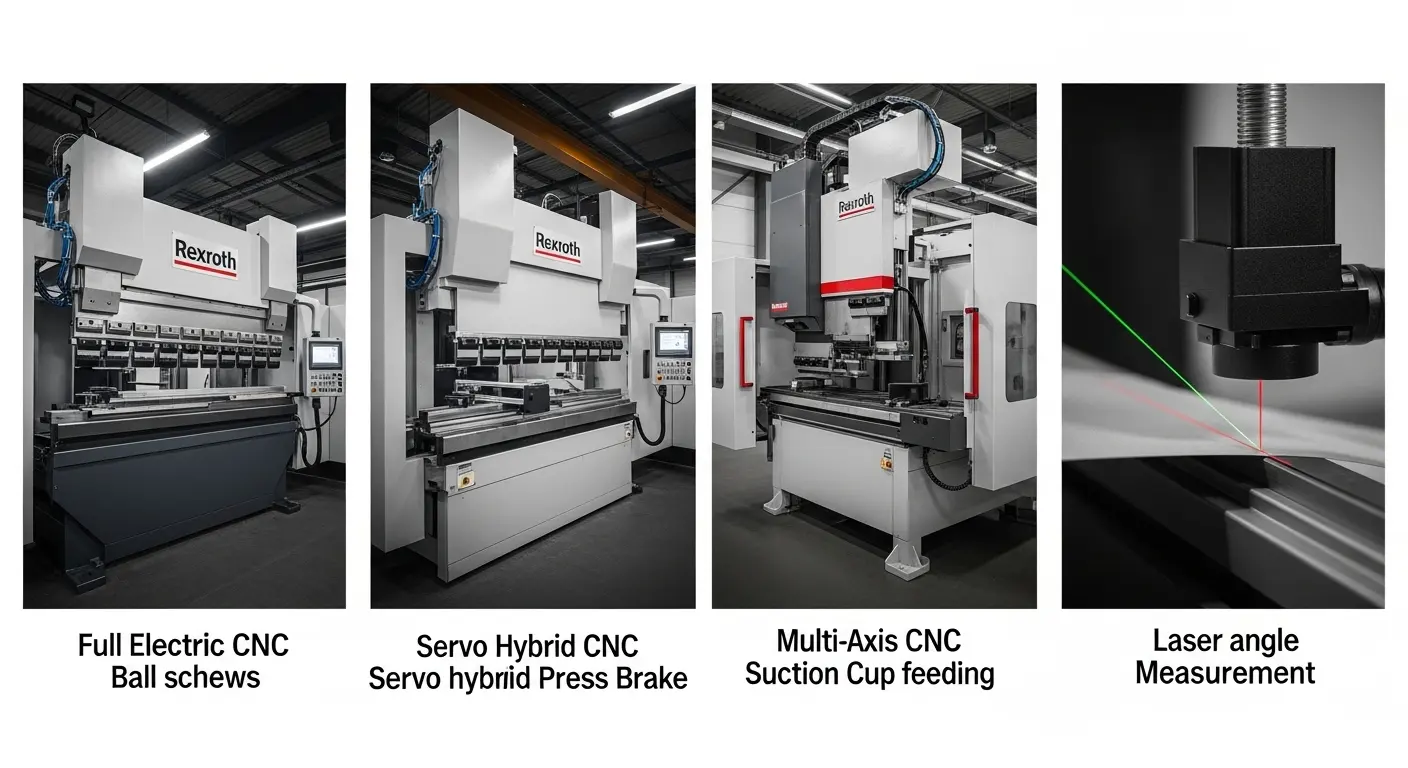
1. Vollelektrischer Servoantrieb
Vollelektrische CNC-Pressbremsen verwenden Servomotoren und präzise Kugelschrauben, um den Ramm anzutreiben, wodurch die hydraulische Variabilität aus der Positionierschleife vollständig beseitigt wird. Das Ergebnis ist eine Positionsgenauigkeit von bis zu ±0,001 mm – die höchste verfügbare derzeit in der kommerziellen Pressbremsentechnologie. Kein Aufwärmdrift, Kein hydraulischer Temperatureffekt auf Viskosität und Reaktion, Kein mechanisches Spiel im Pumpen-zu-Zylinder-Kreis.
Vollelektrische Systeme sind die beste Wahl für dünne Präzisionsarbeiten – Edelstahl von 0,3 mm bis 3 mm, Aluminiumlegierungen, Kupfer, und Titanblech. Die derzeitige Tonnagegrenze liegt bei etwa 100 Tonnen, was vollelektrische Metallbieger für Teile im leichten bis mittleren Gauge-Bereich geeignet macht. Für alles über 100T, Die Servo-Hybrid-Architektur liefert das nächstbeste Genauigkeitsniveau.
2. Servo-Hybrid-Hydraulikantrieb
Ein Servo-Hybridsystem verwendet einen Servomotor, der die Hydraulikpumpe auf Bedarf ansteuert, die hydraulische Kraftfähigkeit mit geschlossener Servopositionierung kombiniert. Die typische Positionsgenauigkeit bei einer hochwertigen Servo-Hybridmaschine beträgt ±0,005 mm – deutlich enger als die ±0,01 mm einer herkömmlichen hydraulischen Maschine, und ausreichend für die meisten Präzisionsproduktionsanwendungen im Bereich 80T–600T.
Die geschlossene Rückkopplung eines magnetischen oder optischen Gitterlineals unterscheidet einen echten Servohybrid-Hochpräzisions-Metallbieger von einer Standard-Hydraulikmaschine mit Servomotor-Etikett. Überprüfen Sie vor dem Kauf die Auflösung und Marke des Gitterlineals – diese einzelne Spezifikation zeigt, ob die Präzisionsangabe technisch gestützt oder eine Marketingsprache ist.
3. Mehrachs-CNC-Paneelbieger
Für komplexe mehrstufige Biegungen – mehrere Winkel, Mehrere Richtungen, Mehrfachfalt-Sequenzen auf einem einzigen Blatt – Ein Paneelbieger liefert eine Präzision über die gesamte Umformsequenz, die ein Pressbremser-Umpositionierungszyklus nicht zuverlässig erreichen kann.
Ein Paneelbieger klemmt das Blatt mit pneumatischen Blechhaltern, die während des gesamten Programms eine genaue Positionierung gewährleisten, ohne dass der Bediener das Material zwischen den Biegungen neu positionieren muss. Die JS RAGOS Panel-Bender-Serie läuft in 13-, 15-, und 18-Achsen-Konfigurationen, mit einer Positionsgenauigkeit des Biegenstrahls von ±0,03 mm über alle Achsen hinweg und einem Delem DA-66T-Controller, der eine Offline-3D-Biegensimulation unterstützt, unterstützt.
Für Anwendungen wie Küchenschranktüren, Seiten des elektrischen Gehäuses, Server-Rack-Panels, und Büromöbelkomponenten, dasJS RAGOS Panel-Biegermaschine erzeugt komplex geformte Profile bei konstanter Präzision, die manuelle Neupositionierung an einer Pressbremse bei Geschwindigkeit nicht erreichen kann.
4. Laser- und Kamerawinkelmesssysteme
Der wichtigste Präzisions-Enabler in jedemHochpräziser Metallbieger — Press Brake oder Panel Bender — ist ein Echtzeit-Winkelmesssystem. Ohne eine, Die Maschine programmiert einen Winkel und nimmt an, dass das Teil diesen erreicht. Mit einem, Die Maschine misst den tatsächlichen Winkel in Echtzeit und passt sich an.
Derzeit werden drei Messtechnologien eingesetzt:
- Laserbasierte Systeme (Data-M, Vision-Komponenten): Projiziere während des Biegens eine Laserlinie auf die Blattoberfläche; Eine Kamera liest den Reflexionswinkel in Echtzeit aus. Die Genauigkeit übersteigt typischerweise ±0,1°. Erfordert keinen Kontakt mit dem Teil, wodurch es für empfindliche dünne Materialien geeignet ist..
- Kamerabasierte taktile Systeme: Kameras beobachten die Werkzeuggeometrie und berechnen den Bauteilwinkel anhand der geometrischen Beziehung zwischen Stanzspitze und Stanzenöffnung. Schnell und zuverlässig für Standard-V-Bieganwendungen.
- Berührungssonde: Eine physikalische Sonde berührt das geformte Teil und misst den Winkel. Sehr genau, aber langsamer – besser geeignet für Stichproben als für Messungen im Zyklus.
JS RAGOS-Pressbremsen über 100T verwenden das Laser-Check-Winkelmesssystem (entwickelt in Partnerschaft mit Data-M und Vision Components), Bereitstellung einer In-Cycle-Rücklaufkompensation auf ±0,1° ohne manuelles Eingreifen.
Anwendungen hochpräziser Metallbieger nach Industrie

Nicht jede Werkstatt benötigt die gleiche Präzisionsspezifikation. Die Industriezweige, in denenHochpräziser Metallbieger Die Fähigkeit ist nicht verhandelbar:
Elektronik und Servergehäuseherstellung. Rack-Einheiten, Serverchassis, und Schaltgehäuse erfordern Biegetoleranzen von ±0,1° oder enger, um die Ausrichtung der Paneele über mehrteilige Baugruppen hinweg auszurichten. Ein 0,3°-Fehler an einem einzelnen Panel in einem 42U-Rack kann die ordnungsgemäße Montage aller darüber liegenden Geräte verhindern.
Herstellung von Medizinprodukten. Reinraumkompatible Blechgehäuse, Chirurgische Gerätegehäuse, und Bildgeräterahmen weisen oft Maßtoleranzen im Bereich von ±0,05 mm – Werte, die nur mit vollelektrischen oder hochentwickelten Servo-Hybridmaschinen mit Winkelmesssystemen erreichbar sind.
Automobilinnen- und Strukturkomponenten. Sitzbahnhalterungen, Türrahmen, und Dashboard-Unterstützungsstrukturen erfordern winkelweise Wiederholbarkeit über Produktionschargen von Tausenden von Teilen hinweg. Präzise Metallbieger mit Servo-Rückkopplung und Offline-Programmierung beseitigen Batch-zu-Batch-Winkeldrift.
Architektonische und Fassadpaneelfertigung. Aluminium- und Edelstahlverkleidungen für Gebäudefassaden erfordern gleichmäßige Biegewinkel über Paneele, die bis zu 6.000 mm lang sind – was die automatische Rückmeldung zur Positionierung des Gitterlineals unerlässlich macht, Nicht optional.
Präzisionsinstrumentenfertigung. Bedientafeln, Gehäuse von Messinstrumenten, und Laborgerätegehäuse bestehen aus mehrstufigen Profilen mit mehreren Biegelinien pro Teil. Eine konsistente Mehrachsenpositionierung ist der einzige Produktionsweg für diese Anwendungen im kommerziellen Volumen.
Für Käufer der 100-Tonnen-Klasse, die präzise Stahlstrukturbiegung benötigen, dasJS RAGOS 100-Tonnen-CNC-Pressbremse für Stahlblecharbeiten deckt die Tonnage ab, Controller-Optionen, und Winkelmessung für die Mittelstrecken-Präzisionsproduktion. Für die 300-Tonnen-Klasse für Präzisionsarbeiten mit schwerer Spur, dasJS RAGOS 300-Tonnen-CNC-Pressbremse Deckt die Rahmenspezifikation ab, Krönung, und DSVP-Optionen.
Welche Spezifikationen bestimmen tatsächlich die hohe Präzision bei einem Metallbieger?

Präzision ist kein Merkmal – sie ist die Summe mehrerer miteinander verbundener Spezifikationen. Bei der Bewertung einesHochpräziser Metallbieger, Überprüfen Sie diese spezifischen Punkte, anstatt allgemeines zu akzeptieren "Hohe Präzision" Marketingbehauptungen:
RAM-Positionierungsauflösung. Das minimale Inkrement, das das Steuersystem den RAM bewegen kann. Eine Auflösung von 0,001 mm bedeutet, dass das System die Bewegung in 0,001 mm Schritten steuern kann – unerlässlich für eine präzise Tiefenkontrolle. Frag nach der Marke des Gitterlineals, Modell, und Resolution als spezifisches Dokument, Keine Spezifikationsblatt-Kategorie.
Genauigkeit der Positionierung des Backgauge. Die Rückspur positioniert das Blatt vor jeder Biegung gegen einen mechanischen Stopp. Eine Genauigkeit von ±0,02 mm oder besser ist der Präzisionsmaßstab. Eine geringere Genauigkeit führt hier zu inkonsistenten Flanschlängen, was sich zu einem Maßfehler über mehrere Biegungsteile hinweg ansammelt.
Parallelität zwischen Ram und Bett. Selbst mit genauer Tiefenregelung, Ein RAM, der nicht exakt parallel zum Bett ist, erzeugt an jedem Ende derselben Platte unterschiedliche Winkel. Dies wird vom Synchronisationssystem gesteuert – hydraulische Zylinder, die durch ein elektrohydraulisches Proportionalventilsystem synchronisiert werden, oder Doppelservomotoren bei vollelektrischen Maschinen. Fragen Sie konkret, wie der Hersteller die Ram-Bett-Parallelität bei voller Tonnenlast kontrolliert und überprüft.
Kompatibilität von Offline-Programmiersoftware. Hochpräzise Produktion im kommerziellen Volumen erfordert eine Offline-Bauteilprogrammierung – also das Erstellen und Testen von Biegeprogrammen, ohne Maschinenzeit zu beanspruchen. Delem DA-66T, DA-69T, und ESA S630-Controller unterstützen vollständige Offline-Programmierung mit 3D-Bending-Simulation. Systeme ohne Offline-Programmierung erfordern die Programmentwicklung auf der Maschine, was die verfügbare Produktionszeit verkürzt und Variationen bei den Bedienern einführt.
Werkzeugqualität. Der Stempelspitzenradius, Toleranz beim Öffnen der Stanzen, und Oberflächenhärte begrenzt direkt die erreichbare Präzision unabhängig von der Maschinengenauigkeit. Gehärtete und präzisionsgeschliffene Werkzeuge — 42CrMo Stahl, Härte 50–60 HRC, Schliff bis ±0,01 mm – hält die Form über lange Produktionsläufe hinweg. Weiche oder ungeschliffene Werkzeuge verformen sich bei längerer Nutzung und verringern die Teilgenauigkeit zunehmend.
Paneelbieger für hochpräzise Mehrstufige Profile
Eine CNC-Pressbremse ist hervorragend im Einachsenbiegen mit präziser Tiefenkontrolle. Ein Panel-Bieger ist besonders im mehrstufigen Verfahren, Mehrfachbiegen auf demselben Blech ohne Neupositionierung – wo der Präzisionsvorteil eines Plattenbiegers in der realen Produktion am deutlichsten zum Ausdruck kommt.
Jedes Mal, wenn ein Bediener ein Blatt auf einer Pressbremse für den nächsten Biegungsschritt neu positioniert, Ein kleiner Positionsfehler tritt in den Prozess ein. Auf einem zwei-knickigen Teil, Dieser Fehler ist handhabbar. Auf einem Teil, das sechs bis zwölf Biegestufen erfordert – ein Serverpanel, Eine Schranktür mit Rückläufen, oder ein elektrischer Gehäusedeckel – der angesammelte Positionsfehler wächst mit jeder Neupositionierung.
Ein Paneelbieger beseitigt dieses Problem. Die Platte bleibt während der gesamten Umformsequenz gespannt. Jede Biegestufe läuft von einem festen Punkt aus, Bekannte Blattposition, daher sammeln sich keine Fehler im gesamten Programm an.
Der JS RAGOS 18-Achsen-Paneelbieger unterstützt sowohl Up- als auch Down-Folds innerhalb eines einzigen Programmzyklus, Automatischer Werkzeugwechsel, und automatische Saugbecher-CNC-Zuführung – wodurch die manuelle Handhabung bei Standardplattenformaten auf null reduziert wird. DasPlattenbieger mit saugnaps-CNC-automatischer Zuführung behandelt, wie das automatisierte Zuführsystem für die großvolumige Präzisionsproduktion von Panels ohne Eingriff des Bedieners an der Maschine funktioniert..
Für einen umfassenderen Überblick über die Fähigkeiten von Panel-Bändigern, anträge, und Konfigurationsoptionen, dasJS RAGOS Panel Bender Übersichtsseite umfasst alle Konfigurationen von 13 bis 18 Achsen mit Biegekapazität, Materialkompatibilität, und detaillierte Controller-Optionen.
Auswahl des richtigen hochpräzisen Metallbiegers für Ihre Produktion
Die richtige Maschine hängt von deinem Materialbereich ab, Teilkomplexität, Produktionsvolumen, und Präzisionsanforderungen. Hier ist ein praktischer Leitfaden zur Anpassung:
| Produktionsprofil | Empfohlene Maschine | Präzisionsniveau |
|---|---|---|
| Dünnspurpräzision (<3Mm, Edelstahl/Aluminium) | Vollelektrische CNC-Presspresse | ±0,001 mm Positionierung |
| Produktion mit gemischter Spur (1–6 mm, Hohe Lautstärke) | Servo-Hybrid-CNC-Pressbremse | ±0,005 mm Positionierung |
| Mehrstufige komplexe Profile (Kabinette, paneele, Einschlüsse) | CNC-Paneelbieger (13–18-Achse) | ±0,03 mm, Kein Umpositionierungsfehler |
| Schwerspurige strukturelle Präzision (6–20mm) | Servo-Hybrid mit Winkelmessung | ±0,1° Winkel, Autokorrigiert |
| All das oben Genannte über Schichten hinweg | Voll elektrisch + Kombination aus Paneelbändiger | Jede Maschine an ihrer präzisen Decke |
Für Käufer, die verfügbare Maschinenoptionen bewerten und Modelle vergleichen möchten, Konfigurationen, und Preisgestaltung, dasBester Kaufleitfaden für CNC-Pressbremsmaschinen deckt das gesamte JS RAGOS-Sortiment von Standard-Hydraulik- über Servo-Hybrid- bis hin zu vollelektrischen Konfigurationen ab. Käufer, die auch Blechpressen mit spezifischen Präzisionsspezifikationen bewerten, können dieBlechblech-CNC-Pressbremsen-Sortiment zum Verkauf für verfügbare Konfigurationen.
Für Käufer, die eine 100-Tonnen-Maschine mit präziser CNC-Biegefähigkeit benötigen – ein üblicher erster Schritt gegenüber einfachen Hydrauliksystemen – dieJS RAGOS 100-Tonnen-CNC-Pressbremse Deckt Controller-Optionen ab, Achsenzählung, und Winkelmesskompatibilität für diese Tonnageklasse.
Häufig gestellte Fragen zu hochpräzisen Metallbändigern
Was ist ein Hochpräzisions-Metallbändiger?
Ein Hochpräzisions-Metallbieger ist eine CNC-Press- oder Plattenbiegung, die so konstruiert ist, dass sie konsistent erzeugt, Wiederholbare Biegewinkel innerhalb enger Toleranzen – typischerweise ±0,1° im Winkel und ±0,001 mm bis ±0,03 mm in der RAM-Position. Präzision auf diesem Niveau erfordert ein Servo- oder Servo-Hybridantriebssystem, ein hochauflösendes Gitterlineal für Positionsrückmeldung, ein hochwertiger Regler mit geschlossener Korrektur, und optional ein Echtzeit-Winkelmesssystem, das den Materialrücksprung automatisch kompensiert.
Was ist die derzeit präziseste Art von Metallbändiger, die es gibt??
Eine vollelektrische CNC-Presspresse mit zwei Kugelschrauben-Servoantrieben und einem optischen Gitterlineal erreicht die derzeit höchste Positionsgenauigkeit – bis zu ±0,001 mm. Für Anwendungen, die präzises mehrstufiges Biegen ohne Umpositionierungsfehler erfordern, ein CNC-Paneelbieger mit pneumatischen Blechhalterklammern und automatischer Zuführung erreicht die beste Kombination aus Winkelgenauigkeit und mehrstufiger Konsistenz.
Wie viel kostet ein hochpräziser Metallbändiger?
Einstiegs-Servo-Hybrid-CNC-Pressbremsen mit präzisen Gitterlinealen kosten etwa 30.000–45.000 US-Dollar. Vollelektrische CNC-Pressbremsen im Bereich 40T–100T kosten typischerweise zwischen 45.000 und 90.000 US-Dollar im Werkspreis. High-End-Mehrachsen-Paneelbieger kosten je nach Achsenanzahl zwischen etwa 90.000–150.000 Dollar, Automatisierungsfunktionen, und Zuführsystem. Der Präzisionsaufschlag gegenüber einer einfachen hydraulischen Maschine liegt typischerweise bei 30–60 %.
Was ist ein Rücksprung und wie kompensiert ein präziser Metallbieger das?
Federrückgang ist die teilweise Rückkehr eines gebogenen Teils zu seiner ursprünglichen flachen Position, nachdem die Biegekraft sich gelöst hat, verursacht durch die elastische Rückgewinnung des Materials. Dicke und hochfeste Materialien springen mehr als dünn zurück, weiches Blatt. Ein hochpräziser Metallbieger kompensiert den Rücksprung durch Überbiegen – indem er den Zielwinkel um eine berechnete Menge überschreitet, sodass das Teil genau zum Ziel zurückspringt. Fortschrittliche Systeme verwenden Echtzeit-Laserwinkelmessung, um die korrekte Rücklaufkompensation automatisch zu berechnen und anzuwenden, ohne Bedienerberechnung oder Probebiegen.
Kann ein hochpräziser Metallbieger die Genauigkeit über lange Produktionsläufe hinweg halten??
Ja – vorausgesetzt, die Maschine verwendet gehärtete und präzise geschliffene Werkzeuge, Stabile hydraulische Öltemperatur aufrechterhalten (Kritisch für hydraulische Systeme), und führt Echtzeit-Winkelrückkopplung zur Rückschlägekorrektur durch. Werkzeugverschleiß ist die häufigste langfristige Ursache für den Genauigkeitsverfall. Präzisionsqualitäts-42CrMo-Werkzeuge, gehärtet auf 50–60 HRC, bewahrt die Maßgenauigkeit über deutlich längere Produktionslaufzeiten als Standardwerkzeuge. Regelmäßige Werkzeuginspektionsintervalle sollten Teil jedes Präzisionsproduktionsqualitätsplans sein.

