













Vollelektrische CNC-Pressbremse: Vollständiger Käuferleitfaden für 2026
EinVollelektrische CNC-Pressbremse ersetzt die hydraulische Antriebseinheit vollständig – wobei Servomotoren und Kugelschrauben verwendet werden, um die Biegekraft ohne einen einzigen Tropfen Hydrauliköl zu erzeugen und zu kontrollieren. Keine Pumpe läuft im Leerlauf. Kein Öl zum Wechseln. Keine Aufwärmzeit. Das Ergebnis ist eine Maschine, die die höchste Positionsgenauigkeit aller aktuellen Pressbremstechnologien bietet, kombiniert mit dem geringsten Energieverbrauch pro Biegezyklus.
Dieser Leitfaden erklärt genau, wie vollelektrische Technologie funktioniert, Welche Spezifikationen sollten überprüft werden, wo es am besten in eine Produktionsumgebung passt, und wo seine reellen Grenzen sind.
Wie eine vollelektrische CNC-Pressbremse funktioniert
EinVollelektrische CNC-Pressbremse erzeugt Biegekraft durch Servomotoren, die mit Präzisions-Kugelschrauben verbunden sind. Wenn das Steuerungssystem eine Biegung befiehlt, Die Servomotoren drehen die Kugelschrauben, die den RAM mit gemessenen Messungen nach unten treiben, Kraftprogrammierbar. Positionsrückkopplung von linearen Encodern oder Gitterlinealen schließt die Schleife, So korrigiert die Maschine ihre Position in Echtzeit auf ±0,001 mm auf High-End-Systemen.
Im Antriebsstrang gibt es keinen hydraulischen Schaltkreis. Dadurch wird der Induktionsmotor eliminiert, Hydraulikpumpe, Hydraulischer Verteiler, Zylinderdichtungen, und Ölfiltersystem – alles auf einmal. Was übrig bleibt, ist mechanisch einfacher, elektrisch präzise, und deutlich sauberer in der Arbeitsumgebung.
Die Verwendung der elektrischen Pressbremse JS RAGOSDoppelte Kugelschraubenantriebe synchronisiert durch Echtzeit-Feedback-Gitter-Lineal, um eine Positionsgenauigkeit von ±0,03 mm zu garantieren. Der Delem DA66S-Controller verwaltet das vollständige Bewegungsprofil – Anfluggeschwindigkeit, Biegegeschwindigkeit, Dekompression, und zurück – alle programmierbar pro Teil, pro Schritt, und pro Material. Der vollständige Spezifikationsbereich von 25T bis 100T ist auf demJS RAGOS Produktseite für elektrische Pressbremsen.
Voll elektrisch vs. Hydraulisch vs. Servo Hybrid – Ein direkter Vergleich
Die Wahl zwischen Antriebssystemen erfordert spezifische Daten, Keine allgemeinen Behauptungen. So vergleichen sich die drei Technologien über die Metriken hinweg, die in der Produktion am wichtigsten sind.:
| Spezifikation | Standard-Hydraulik | Servo Hybrid | Vollelektrische CNC-Pressbremse |
|---|---|---|---|
| Positionsgenauigkeit | ±0,01 mm | ±0,005 mm | ±0,001–0,03 mm |
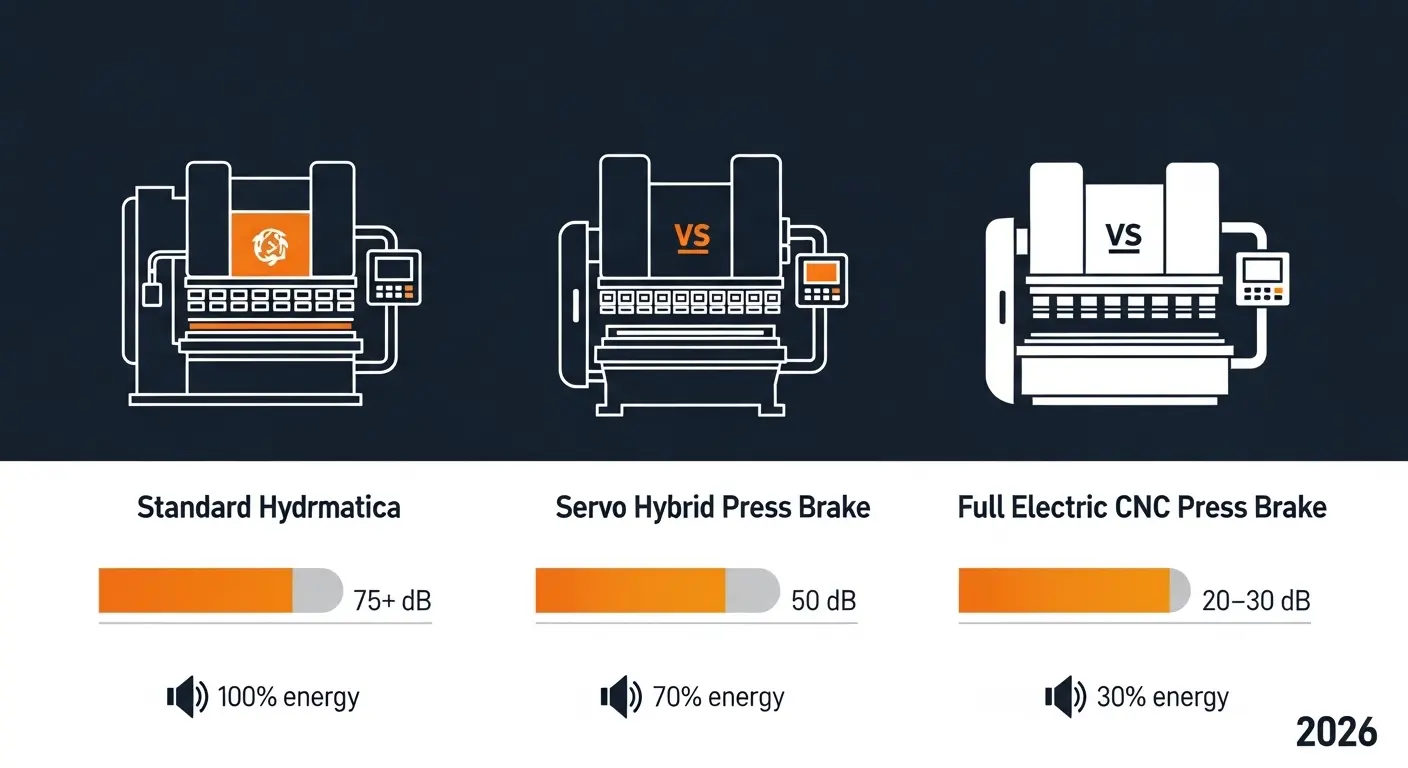
| Energieverbrauch (vs. hydraulisch) | 100% Basislinie | 50–70% | 20–30% |
| Lärmpegel | 75+ Db | ~50 dB | ~20 dB |
| Erforderliche Aufwärmzeit | 15–30 Minuten | Unter 5 Min | Keine |
| Maximale Tonnage (Strömung) | 600T+ | 600T+ | ~100T |
| Benötigtes Hydrauliköl | Ja | Ja (reduziert) | Nein |
| Wiederholungsgenauigkeit | ±0,01 mm | ±0,005 mm | ±0,001 mm |
| Bestes Materialsortiment | 1mm–12mm | 1mm–10mm | 0.3mm–6mm |
DasVollelektrische CNC-Pressbremse Leads bei Präzision und Energieverbrauch. Der Kompromiss ist die Tonnagekapazität – kugelschraubengetriebene Systeme liegen derzeit bei etwa 100 Tonnen für kommerzielle Produktionsmaschinen. Für Werkstätten, die über diesem Bereich arbeiten, Eine Servo-Hybrid-Pressbremsmaschine ist die geeignetere Technologie.
Für eine vollständige Seiten-an-Seite-Übersicht, die beide Antriebssysteme abdeckt, daselektrisch vs. Vergleichsleitfaden für hydraulische Pressbremsen Rundgänge durch Produktionsszenarien, Wartungskosten, und Gesamtbesitzzahlen in allen drei Konfigurationen.
JS RAGOS Vollelektrische CNC-Pressbremse: NG-Serie Spezifikationen
Die JS RAGOS NG-Serie deckt das gesamte Spektrum kommerziell relevanter vollelektrischer CNC-Pressbremsen ab:
| Modell | Tonnage | Bettlänge | Achsen | Gesamtleistung |
|---|---|---|---|---|
| NG-2508 | 25T | 800Mm | 3-Achse | 9.4 kW |
| NG-3512 | 35T | 1200Mm | 4-Achse | 11.8 kW |
| NG-4015 | 40T | 1500Mm | 6-Achse | 18.8 kW |
| NG-6020 | 60T | 2000Mm | 6-Achse | 19.5 kW |
| NG-8025 | 80T | 2500Mm | 6+1 Achse | 42.3 kW |
| NG-1003 | 100T | 3200Mm | 6+1 Achse | 46.3 kW |
Jede Maschine der NG-Serie wird mit einerDelem DA66S CNC-Controller, LazerSafe Iris-Lichtvorhang, Amada-ähnliche Schnellwechselklammern, und42CrMo wärmebehandelte Werkzeuge Als Standardkonfiguration. Der NG-4015 und höher verfügen über zwei Servomotoren – einer pro Seite des RAM – für eine unabhängige Links-Rechts-Synchronisation ohne hydraulische Kompensation.
Speziell für Käufer der 40-Tonnen-Klasse, dasJS RAGOS 40-Tonnen-elektrische Pressbremsseite behandelt die NG-4015-Konfiguration im Detail, einschließlich Achsen-Optionen, Controller-Spezifikationen, und Werkzeugkompatibilität.
Wichtige Vorteile einer vollelektrischen CNC-Pressbremse
Null Aufwärmzeit
Eine herkömmliche hydraulische Pressebremse benötigt 15–30 Minuten Aufwärmzeit, um das Hydrauliköl auf Betriebstemperatur zu bringen, bevor ein präzises Biegen möglich ist. EinVollelektrische CNC-Pressbremse startet kalt und biegt sich ab dem ersten Zyklus auf volle Genauigkeit. Für Werkstätten mit mehreren kurzen Schichten, Batcharbeit, oder häufige Start-Stopp-Fahrpläne, Diese Aufwärm-Eliminierung führt direkt zu mehr produktiven Stunden.
Bis 80% Geringerer Energieverbrauch
Eine standardmäßige hydraulische Pressbremse betreibt ihren Pumpenmotor kontinuierlich mit 15–22 kW. Die JS RAGOS NG-4015 vollelektrische Pressbremse arbeitet mit einer Gesamtleistung von 18.8 kW – aber diese Energie wird nur während aktiver RAM-Bewegung verbraucht. In einem typischen Produktionszyklus, in dem der RAM 30–40 % der gesamten Maschinen-On-Zeit aktiv in Bewegung ist, Der effektive Energieverbrauch sinkt auf etwa 20–30 % des Verbrauchs einer vergleichbaren hydraulischen Maschine.
Für eine 40-Tonnen-Maschine in Betrieb 8 Stunden pro Tag, 300 Tage pro Jahr, das entspricht Einsparungen von etwa 8.000–12.000 kWh jährlich – im Wert von 960–1.440 US-Dollar bei den Standardtarifen für Industriestrom.
Nahezu lautloser Betrieb
Ungefähr 20 dB Betriebsrauschen, einVollelektrische CNC-Pressbremse ist leiser als ein normales Gespräch. Für Fertigungswerkstätten in städtischen Gebieten, Gemeinsame Industriegebäude, Herstellungsumgebungen für Medizinprodukte, oder Einrichtungen mit strengen Anforderungen an die Lärmkonformität, Der akustische Unterschied im Vergleich zu einem 75+ dB-hydraulische Maschine ist betrieblich bedeutsam.
Kein Hydrauliköl – niemals
Die Eliminierung von Hydrauliköl beseitigt eine wichtige Wartungskategorie. Keine Ölwechsel, Keine Filteraustausche, Keine Siegelinspektionen, und kein Risiko von Hydraulikölverunreinigungen auf fertigen Teilen oder Arbeitsflächen. Für Hersteller, die lebensmitteltaugliche Geräte herstellen, Medizinische Geräte, oder elektronische Gehäuse, Eine saubere, vollelektrische CNC-Pressbremse beseitigt eine Kontaminationsrisikoquelle, die hydraulische Maschinen von Natur aus mit sich tragen.
Wo eine vollelektrische CNC-Pressbremse am besten abschneidet.
Nicht jede Werkstatt profitiert gleichermaßen von vollelektrischer Technologie. Die Produktionsumgebungen, in denen einVollelektrische CNC-Pressbremse Bietet die klarste Rendite auf die Investition:
Präzisionsfertigung von Dünnspuren. Blechdicken von 0,3 mm bis 3 mm – Edelstahl, Aluminium, Kupfer, Verzinkter Stahl – erfordert enge Winkeltoleranzen, die kugelschraubengetriebene Systeme konstanter erreichen als hydraulische Maschinen. Elektronikgehäuse, Gehäuse für medizinische Geräte, und architektonische Tafeln fallen alle in diese Kategorie.
High-Mix, Niedrigaufkommene Jobshops. Vollelektrische Geräte wechseln sofort zwischen Programmen – kein Aufwärmen, Keine hydraulische Druckanpassung, Keine Wartezeit. Eine Werkstatt mit 15–20 verschiedenen Teilenummern pro Schicht gewinnt durch diese Flexibilität reale Produktionszeit.
Umweltsensible oder angrenzende Einrichtungen für saubere Räume. Kein Hydrauliköl bedeutet kein Kontaminationsrisiko durch Dichtungsversagen, Ölnebel, oder verschüttet. Das ergibt einenVollelektrische CNC-Pressbremse die bevorzugte Wahl für Anlagen, die nach ISO-Reinraumstandards oder nahezu sensiblen Produktionsprozessen arbeiten.
Erster Maschinenkauf für eine neue Werkstatt. Eine vollelektrische CNC-Pressebremse erfordert eine einfachere elektrische Installation als eine große hydraulische Maschine. Es gibt kein hydraulisches System, das in Betrieb genommen werden kann, Für die Ölentnahme keine Fundamentgrube erforderlich, und keine spezialisierten Klempnerarbeiten. Eine gut organisierte erste Installation dauert typischerweise 1–2 Tage von der Lieferung bis zur ersten Produktionsöffnung.
Für Käufer, die einen kompakten Grundriss in Betracht ziehen, Einstiegskonfiguration, dasJS RAGOS CNC Pressbremsbiegmaschinenreihe umfasst sowohl die Standard-Hydraulik- als auch die vollelektrische Konfiguration ab 25T mit direktem Vergleich der Spezifikationen.
Einschränkungen einer vollelektrischen CNC-Pressbremse
Klar über die Grenzen zu sein, ist genauso wichtig wie die Vorteile abzudecken.
Tonnageobergrenze. Aktuelle kommerzielle vollelektrische CNC-Pressbremssysteme erreichen eine maximale Kapazität von etwa 100 Tonnen. Kugelschraubenmechanik bei höherer Tonnage erfordert unpraktisch große Motorkonfigurationen und verursacht thermische Probleme bei längeren Hochlastzyklen. Für alles über 100T, Eine Servo-Hybrid-Pressbremsemaschine ist die passende Technologie.
Materialdickenbereich. Vollelektrische Systeme sind für Materialien bis zu etwa 6 mm im Weichstahl und 4 mm in Edelstahl optimiert. Schwerere Strukturplatten – 8 mm und mehr – erzeugen thermische Belastungen in den Servomotoren während anhaltender Hochkraftzyklen, was die Lebensdauer der Komponenten verringert. Standard-Hydraulik- oder Servo-Hybridsysteme bewältigen schwere Plattenarbeiten über lange Produktionslaufzeiten besser.
Kaufpreisprämie. Eine vollelektrische CNC-Pressbremse mit entsprechender Tonnage wie eine Standard-Hydraulikmaschine kostet typischerweise 30–50 % mehr im Voraus. Die Rückzahlung durch Energieeinsparungen und reduzierten Wartungsaufwand erfolgt typischerweise innerhalb von 2–4 Jahren bei typischen Produktionsmengen. Für Werkstätten mit knappen Investitionsbudgets und geringeren Produktionszeiten, Eine hydraulische Maschine kann dennoch die stärkere kurzfristige Investition darstellen.
Für Käufer, die zwischen Konfigurationen entscheiden, dasÜberblick über die JS RAGOS CNC Pressbremse Deckt Standard-Hydraulik ab, Servo-Hybrid, und vollelektrische Optionen parallel zur Tonnage, Controller, und Anwendungsleitlinien für jeden Typ.
Was man vor dem Kauf einer vollelektrischen CNC-Pressbremse überprüfen sollte

Bei der Beschaffung einesVollelektrische CNC-Pressbremse, Dies sind die Spezifikationen, die echte Qualität von einem Produkt unterscheiden, das die "Elektrisch" Etikett locker:
Antriebsmechanismustyp. Echte vollelektrische Maschinen verwenden Kugelschraubenantriebe. Einige Maschinen werden vermarktet als "Elektrisch" Verwendung von Riemenantriebssystemen, die weniger präzise und weniger langlebig bei anhaltender Hochzyklusproduktion sind. Frag gezielt: "Ist der RAM-Antrieb ein Kugelschneckensystem?, Und wie hoch ist der Schraubendurchmesser und der Steigstand des Bleis.?"
Anzahl der Servomotoren. Einmotorige vollelektrische Systeme verwenden einen Zahnriemen, um die Bewegung von links und rechts zu synchronisieren – ausreichend für geringere Tonnen, aber weniger zuverlässig als zwei unabhängige Servomotoren ab 60 T und mehr. Doppelservomotoren – einer pro Seite – bieten eine unabhängige Echtzeit-Synchronisation, die den durch einen Riemen verursachten Compliance-Fehler eliminiert.
Riss-Lineal-Auflösung. Die Positionsrückkopplungsgenauigkeit bestimmt, wie genau die Maschine ihren Biegewinkel hält. Optische Gitterlineale mit 0,001 mm Auflösung stellen den aktuellen Benchmark dar. Magnetische Gitterlineale von 0,01 mm reichen für die allgemeine Produktion aus, reichen jedoch für präzise Dünnspuranwendungen nicht so gut aus.
Controller-Marke und -modell. Die Delem DA66S und DA-69T, ESA S630, und Cybelec Touch12 unterstützen alle vollständig elektrische Servoantriebssysteme mit geschlossener Rückkopplungssteuerung. Grundlegende Regler, die nicht für Servoantriebe entwickelt wurden, können die Präzisionsfähigkeit einer vollelektrischen Maschine nicht vollständig nutzen.
LazerSafe oder ein gleichwertiger Lichtvorhang. Vollelektrische Maschinen erreichen Anfluggeschwindigkeiten von bis zu 200 mm/s – deutlich schneller als hydraulische Maschinen. Bei dieser Geschwindigkeit, Die Bedienersicherheit erfordert ein kamerabasiertes optisches Sicherheitssystem wie LazerSafe Iris, Kein einfacher Lichtvorhang. Überprüfen Sie vor dem Kauf die Marke des Sicherheitssystems und dessen optische Bildgebungsfähigkeit.
Für Käufer, die international beschaffen, dasinternationaler Lieferantenleitfaden für CNC-Pressbremsen Deckt Lieferantenbewertung ab, Zertifizierungsverifizierung, sowie Importplanung für vollelektrische und hydraulische Konfigurationen in mehreren Exportmärkten.
Vollelektrische CNC-Pressbremse für den nordamerikanischen Markt
Der Markt für vollelektrische CNC-Pressbremsen in Nordamerika wächst schnell, getrieben durch Energie-Compliance-Anforderungen, Steigende industrielle Stromkosten, und der Wandel hin zur Präzisionsfertigung in der Elektronik, Medizinische Geräte, und Automobilkomponenten.
JS RAGOS liefert vollelektrische NG-Serienmaschinen auf den US-Markt mit 480V-Dreiphasen-Stromversorgung, die auf Anfrage verfügbar ist, CE und relevante Sicherheitszertifikate, und vollständige englische Dokumentationspakete. Alle Geräte verfügen über den Delem DA66S-Controller mit englischsprachiger Benutzeroberfläche, LazerSafe Iris Sicherheitssystem, und Standard-Amada-kompatible Werkzeuge.
Speziell für Käufer im Markt von Los Angeles und der Westküste, dasJS RAGOS CNC Pressebremse Los Angeles Sourcing-Seite Deckt Importlogistik ab, Zollabwicklung, sowie lokale Inbetriebnahme-Unterstützungsoptionen für Direktaufträge aus der Fabrik.
Häufig gestellte Fragen zu vollelektrischen CNC-Pressbremsen
Was ist eine vollelektrische CNC-Pressbremse?
Eine vollelektrische CNC-Pressenbremse verwendet Servomotoren und Kugelschrauben, um Biegekraft zu erzeugen und zu kontrollieren, ganz ohne Hydrauliksystem. Die Servomotoren treiben präzise Kugelschrauben an, die den Ram unter geschlossener Positionsrückkopplung von linearen Encodern oder Gitterlinealen bewegen. Das Ergebnis ist eine Positionsgenauigkeit von bis zu ±0,001 mm, Energieverbrauch liegt 70–80 % unter einer herkömmlichen hydraulischen Maschine, und keine Wartung von Hydrauliköl.
Wie hoch ist die maximale Menge für eine vollelektrische CNC-Pressbremse?
Aktuelle kommerzielle vollelektrische CNC-Pressbremssysteme erreichen eine maximale Kapazität von etwa 100 Tonnen. Das JS RAGOS NG-1003 Modell liefert 100 T bei einer Ladefläche von 3200 mm. Über 100T, Kugelschraubenmechanik wird für die kommerzielle Produktion unpraktisch, und eine Servo-Hybrid-Pressbremsmaschine – die Servomotorsteuerung mit hydraulischer Krafterzeugung kombiniert – ist die geeignete Alternative.
Wie viel kostet eine vollelektrische CNC-Pressbremse?
Eine vollelektrische CNC-Pressbremse kostet typischerweise 30–50 % mehr als eine vergleichbare hydraulische Maschine bei derselben Tonnage. Der JS RAGOS NG-4015 mit 40 Tonnen ist wettbewerbsfähig im Vergleich zu europäischen Marken der elektrischen Pressbremse mit vergleichbarer Spezifikation und bietet ab Werk Direktpreise. Allein die Energieeinsparungen – eine Reduzierung des Stromverbrauchs von 70–80 % – erholt diesen Aufschlag typischerweise innerhalb von 2–4 Jahren bei Standardproduktionsvolumen.
Benötigt eine vollelektrische CNC-Pressbremse eine spezielle elektrische Installation??
Vollelektrische CNC-Pressbremsen benötigen Dreiphasenstrom bei der für Ihre Region geeigneten Spannung – in den meisten Märkten 380 V, 480V in den USA. Die Installation ist einfacher als bei einer hydraulischen Maschine, da kein hydraulisches System in Betrieb genommen werden kann, Keine Voraussetzung für eine Fundamentgrube, und keine Flüssigkeitsleitungen. Die meisten Installationen werden in 1–2 Tagen von der Maschinenlieferung bis zum ersten Produktionszyklus abgeschlossen.
Was ist die beste vollelektrische CNC-Pressbremse für eine kleine Werkstatt?
Für eine kleine bis mittlere Fertigungswerkstatt, Die JS RAGOS NG-4015 (40T, 1500Mm, 6-Achse, Delem DA66S) stellt das beste Gleichgewicht der Fähigkeiten dar, Genauigkeit, und Grundfläche. Für einen noch kompakteren Einstieg, dasJS RAGOS elektrische CNC-Pressbrems-40-Tonnen-Konfiguration deckt die vollständige Spezifikation mit Preisanfragen ab. Werkstätten mit einem engeren Materialbereich können den NG-3512 in Betracht ziehen (35T, 1200Mm) für eine Alternative mit reduziertem Fußabdruck.

