













Dominando a curvatura de arco em grande raio com o freio de pressão ESA S860
O Freio de Pressão ESA S860 é muito adequado para estabilidade, Curvação de arco de grande raio repetível em chapa metálica ou chapa. Comparado à flexão angular padrão, Esse trabalho exige melhor controle do espaçamento dos passos, Retorno, formando consistência, e qualidade da superfície. Um programa fraco pode levar a pontos planos ou curvatura irregular.
Para usuários do JS RAGOS, a ESA S860 oferece um ambiente de programação integrado para a criação, simulação, e otimização de sequências de curvatura de arco. Este guia descreverá como gerenciar curvatura de grande raio dentro de um contexto de programação, tanto gráfica quanto numérica, de uma forma mais controlada e orientada para produção.
Introdução to tFreio de pressão ESA S860
O Freio de Pressão ESA S860 foi projetado para Curvatura de precisão trabalho que exige um forte equilíbrio entre controle do operador e eficiência de programação. Em aplicações de raio grande, Esse equilíbrio se torna especialmente valioso porque a forma final é criada por meio de uma série de pequenos, curvas controladas em vez de um curso de formação direto. A qualidade do resultado depende de quão precisamente o programa traduz os dados de projeto em movimentos passo a passo da máquina.
Na prática, o ESA S860 suporta esse trabalho por meio de uma interface de controle orientada ao usuário, Lógica de dobra programável, e verificação baseada em simulação. Ele permite ao operador definir o perfil da peça de trabalho, Insira dados de material, ajustar sequenciamento de bend, e revisar o caminho de formação antes do início da produção. Esse processo ajuda a reduzir a tentativa e erro no chão de fábrica.
Para fabricantes como JS RAGOS, O principal valor desse sistema não é apenas a facilidade de uso, mas controle de processos. Quando arcos de raio grande são programados corretamente, A máquina pode ajudar na entrega:
• Formação de curvas mais consistente ao longo das rodadas de produção.
• Maior controle da distância do passo e da progressão da curva.
• Menor correção nos ajustes de montagem durante as inspeções da primeira peça.
• Melhor repetibilidade em customizados, Pequenos lotes.
• Maior confiança ao trabalhar com materiais desafiadores.
Não há problemas com as capacidades de curvatura de arco do Freio de Pressão ESA S860 com o Sistema de Curvatura de Arco de Precisão, independentemente de o operador estar programando um painel reto, um painel curvo, ou até mesmo uma peça estruturalmente complexa.
Programação Gráfica do ESA S860: Diretrizes
- Ativando a máquina e selecionando o modo gráfico
Para começar, iniciar a máquina e verificar a inicialização do controlador ESA S860. Então, A tela principal aparecerá e você seguirá para a tela interativa. Para fins de curvatura por arco, Essa tela é essencial porque auxilia o operador na construção da peça e na verificação de que a forma programada está alinhada com o desenho correspondente.
Antes de prosseguir, Confirme que a máquina está configurada com as ferramentas apropriadas nas posições de referência corretas. Uma sequência de programação só é tão confiável quanto a configuração física por trás dela.
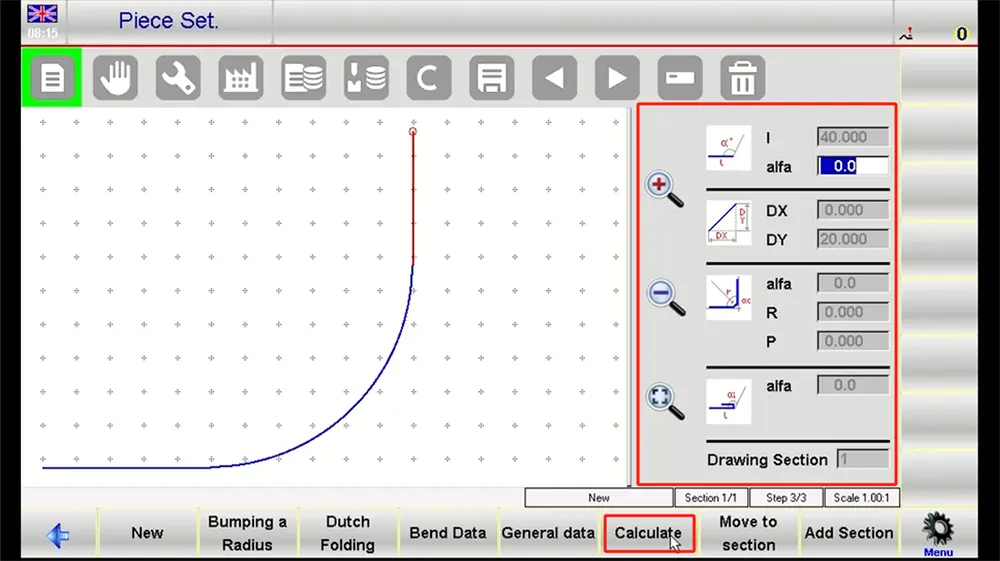
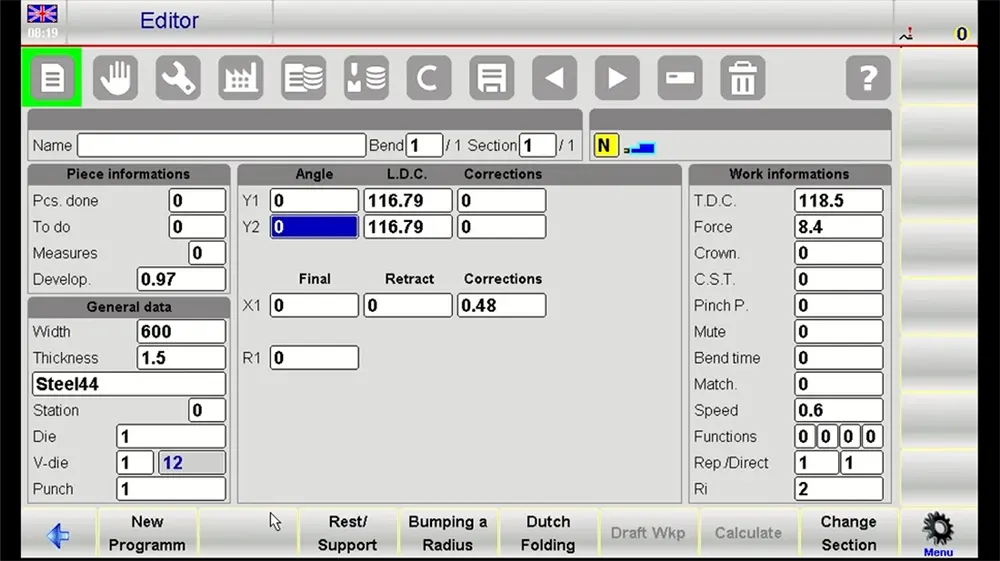
- Construa o Perfil da Peça de Trabalho
Na interface gráfica, Crie o contorno da peça com base no perfil de arco necessário. Para trabalhos de grande raio, O operador deve prestar muita atenção à geometria geral, em vez de tratar o arco como uma única curva abstrata. O raio, Pontos de transição, Seções de flange, e o comprimento total de curvatura precisam refletir o desenho de produção.
Use as ferramentas de desenho disponíveis para definir claramente a seção do arco. Muitas vezes é útil verificar o seguinte:
• Os pontos de início e fim do arco
• O valor exigido do raio
• O comprimento total do arco
• Se a parte incluir seções retas adjacentes
• As propriedades direcionais do material no que diz respeito ao comportamento de flexão
• Um perfil limpo neste ponto simplifica muito os ajustes futuros.
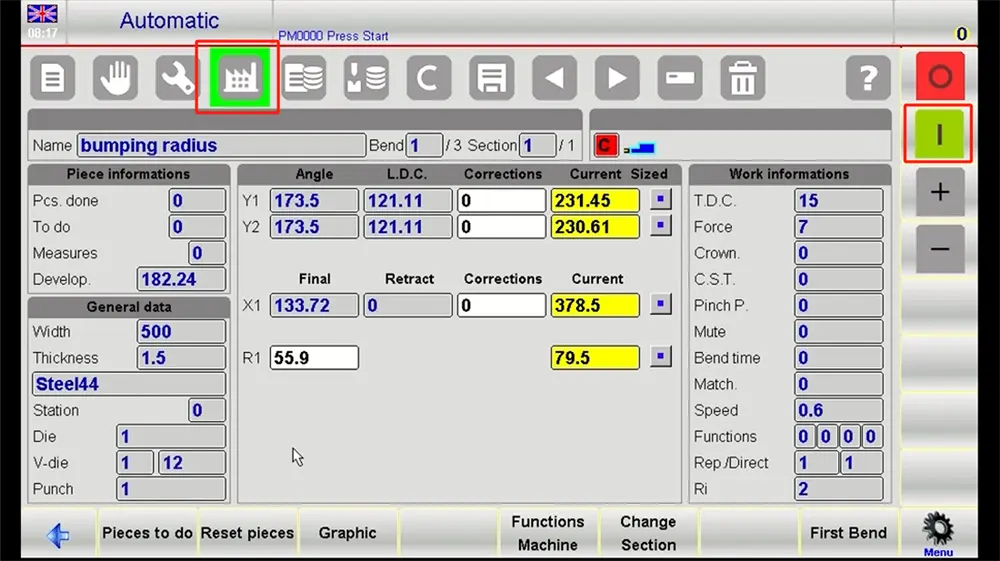
- Insira parâmetros de material e processo
Após a geometria ser definida, Entrada o tipo de material, Espessura da folha, e quaisquer outros dados necessários de processo. Essa etapa é essencial porque os resultados em raios grandes são fortemente influenciados pelo comportamento dos materiais. Aço inoxidável, Aço macio, e o alumínio não responde da mesma forma durante a flexão em degraus.
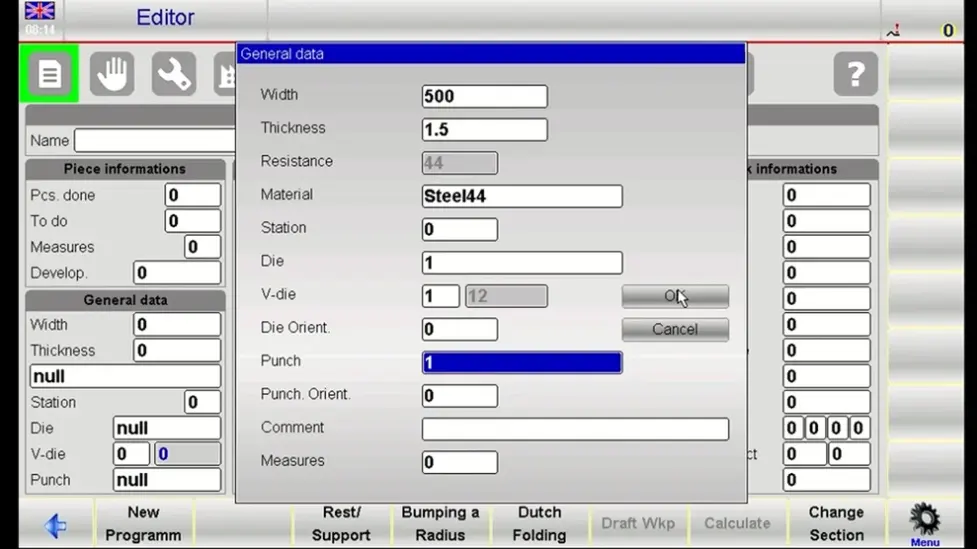
O ESA S860 utiliza essas informações para apoiar o cálculo de curvatura e o planejamento de processos. Se sua oficina tem valores de retorno de mola conhecidos ou lógica de correção preferida para certos materiais, Insira neles nessa etapa para que o programa reflita condições reais de produção e não apenas valores teóricos.
- Gerar a sequência de dobra automaticamente
Assim que o perfil e as informações materiais estiverem prontos, Use a função de cálculo automático do controlador para gerar o caminho de curvatura. O ESA S860 calculará uma sequência de curvas incrementais que aproximam o arco de grande raio necessário.
Essa função automática economiza tempo, Mas nunca deve substituir a revisão. O operador ainda precisa examinar:
• Contagem de curvas
• Espaçamento de passos
• Distribuição de ângulos
• Compatibilidade de ferramentas
• Viabilidade do manuseio de peças durante a sequência
Se o programa gerado parecer agressivo demais ou grosseiro demais, refinar manualmente. Um arco mais suave geralmente depende de um arco menor, Etapas de conformação bem equilibradas.
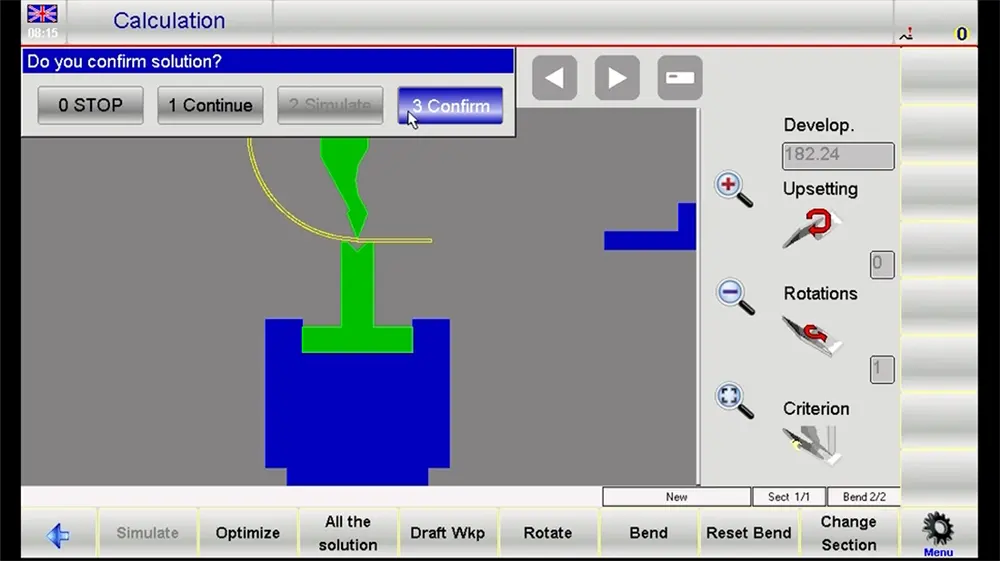
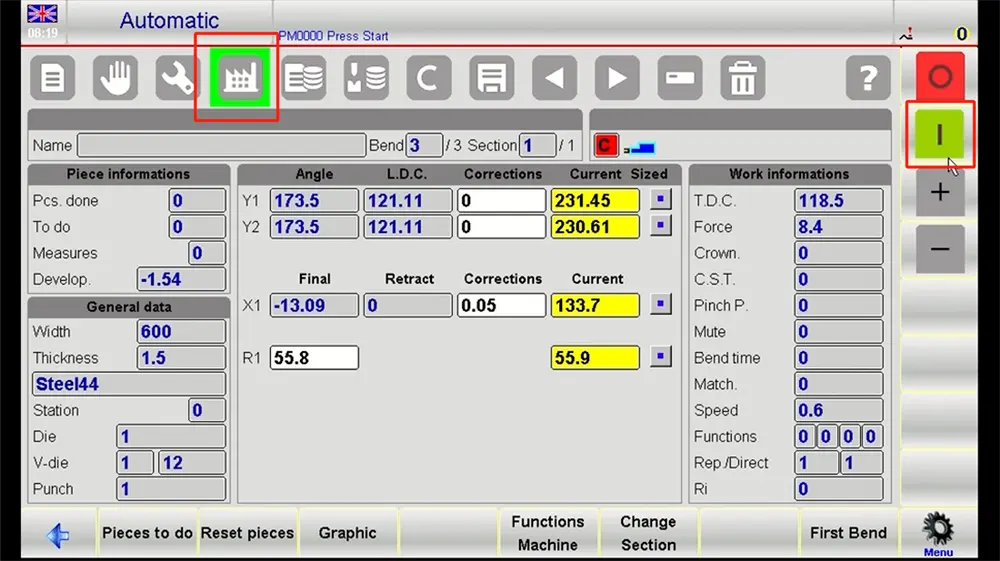
- Simule e Verifique o Programa
Rodar a simulação antes de enviar o trabalho para a máquina. Esta é uma das etapas mais valiosas do fluxo de trabalho do Freio de Pressão ESA S860. A simulação ajuda o operador a verificar se a sequência é lógica, se a orientação da peça está correta, e se pode ocorrer alguma interferência durante a flexão.
Ao revisar, Garanta o seguinte:
• Continuidade do arco sobre toda a zona de curvatura
• Possíveis colisões entre ferramentas/peças
• O ajuste do medidor traseiro (Se aplicável) na sequência
• Excesso de viagens ou movimentos que podem não ser realistas
• Consistência do desenho versus a forma final
Se necessário, Volte aos passos anteriores, e fazer ajustes em incrementos de curvatura ou valores de compensação.
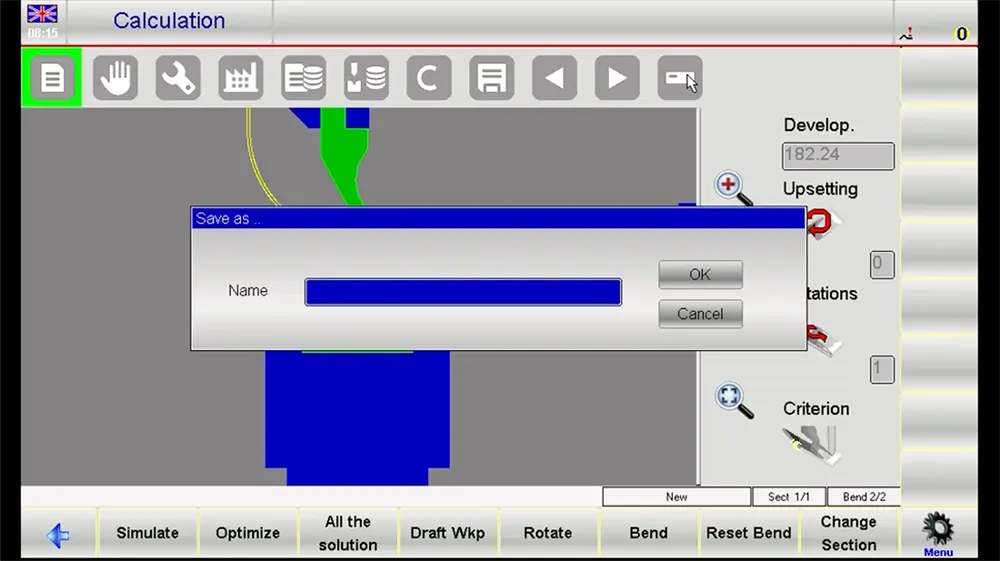
- Salve e Prepare para a Produção
Uma vez confirmada a simulação, Salve o programa com um nome e revisão da peça claros e identificáveis. Depois disso, mude para o modo de operação e prepare-se para a primeira execução da peça. O operador também deve confirmar que as ferramentas estão instaladas, O material é alinhado, e a máquina está pronta para funcionar antes de ser formada.
Passos Detalhados fou Programação Numérica of ISSO S860
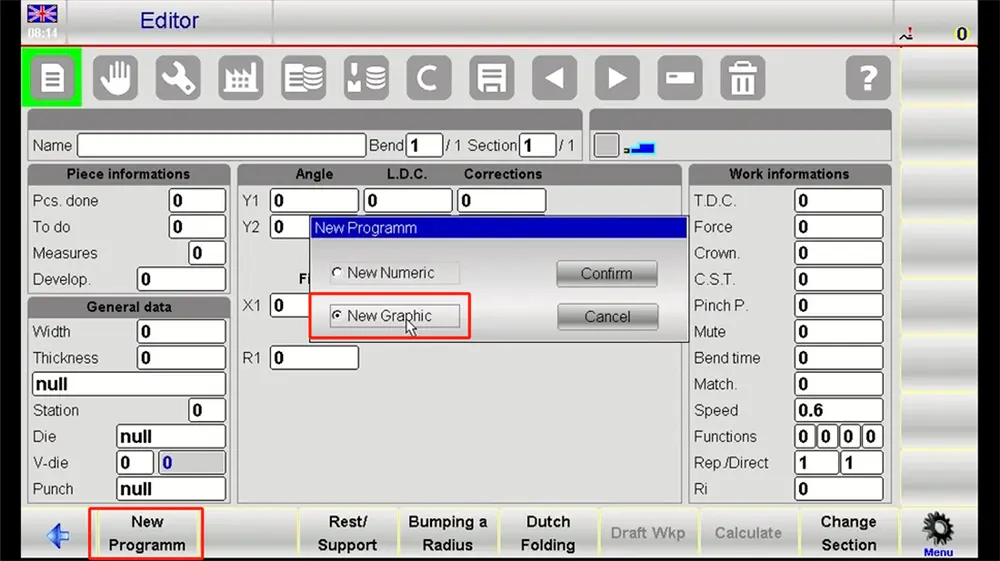
• Criar um Novo Programa
No modo numérico, Comece criando um novo arquivo de programa. Insira um nome prático de programa que ajude na recuperação futura. Esse método é útil para operadores que preferem a entrada direta de parâmetros ou que precisam construir um trabalho a partir de dados dimensionais em vez de um perfil desenhado.
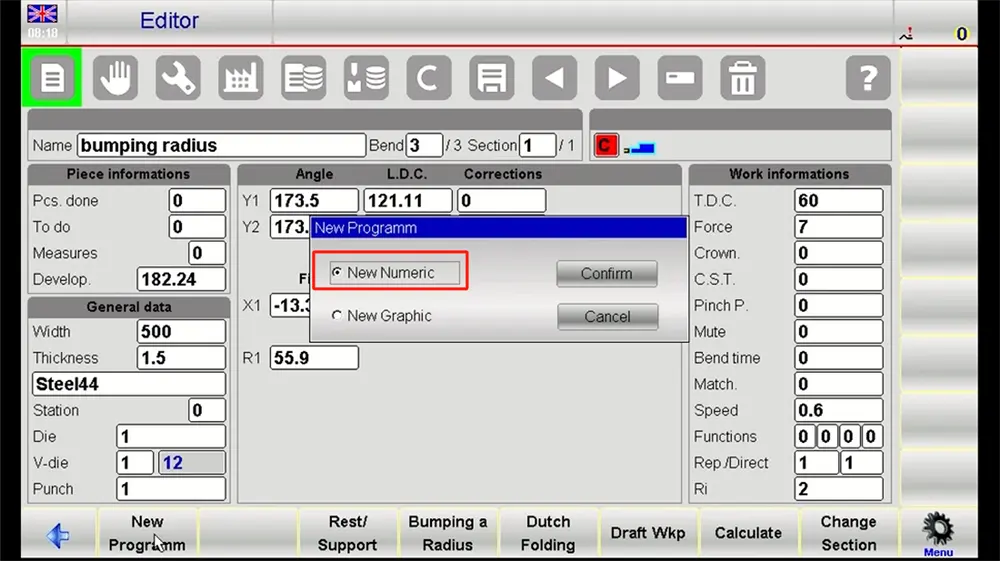
Para aplicações com raio grande, Defina o tipo de trabalho de uma forma que reflita o método real de formação utilizado.
• Entrada de Dados de Materiais
Insira o tipo de material, espessura, e valores de correção relevantes. Essa é a base do programa. Se o material tem tendência conhecida para o retorno, A compensação deve ser incluída antecipadamente, em vez de deixada para ajustes repetidos na máquina.
• Definir os principais parâmetros de flexão
Próximo, Entrada dos dados do núcleo do arco. Isso geralmente inclui o raio do alvo, Ângulo total de flexão, e comprimento efetivo de flexão. Esses valores devem corresponder aos requisitos técnicos de desenho e processo.
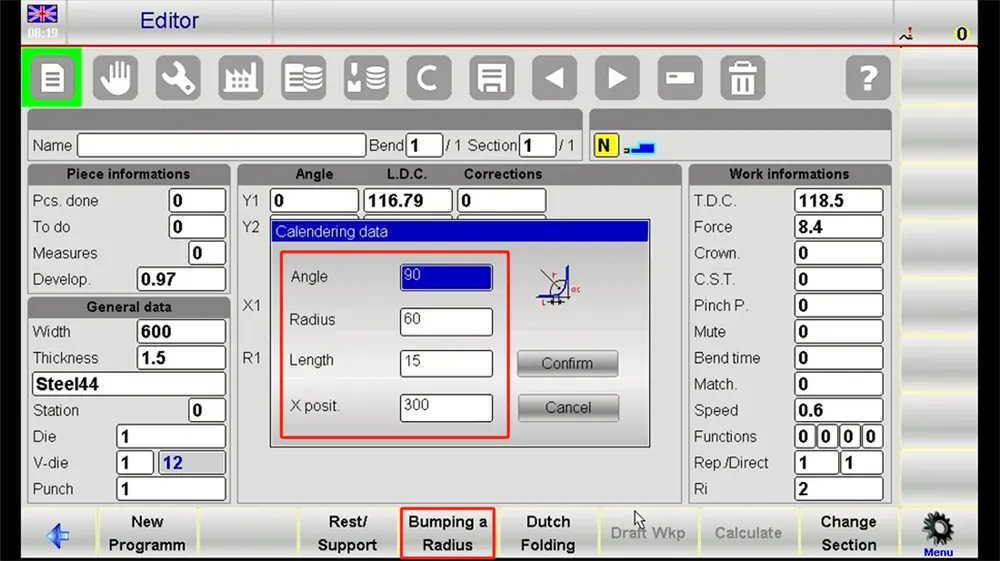
O Freio de Pressão ESA S860 usa essas informações para estruturar a lógica numérica do trabalho. A precisão aqui afeta diretamente a qualidade da progressão de curvatura gerada.
• Definir os Passos de Curvatura
Divida o arco de grande raio em etapas individuais de formação. A curva também pode ser formada por meio de uma sequência de incrementos de ângulo medidos combinados com distâncias de alimentação relacionadas. A quantidade de degraus dependerá de fatores como o tamanho do raio, Seleção de materiais, espessura, e o padrão de qualidade de superfície.
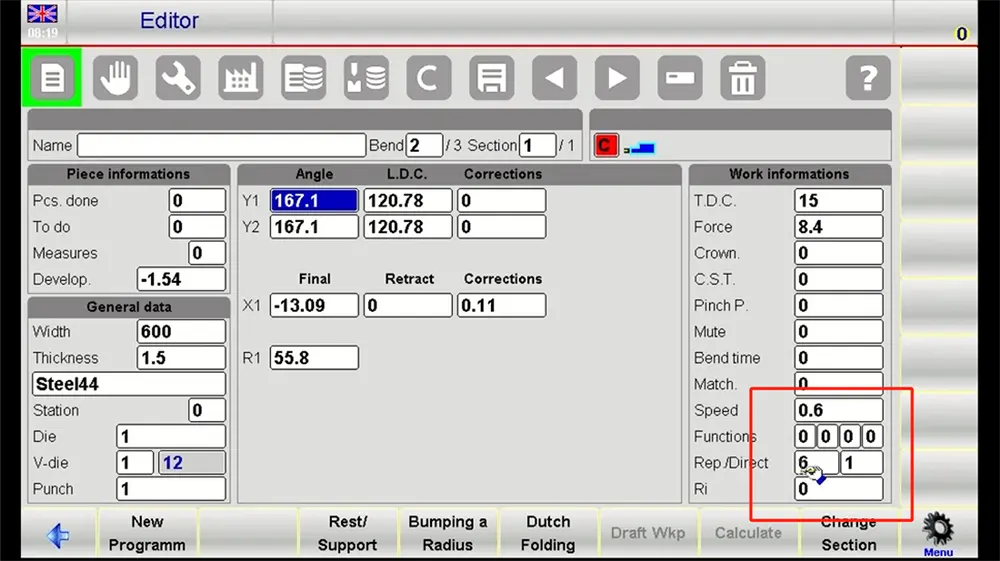
Um resultado melhor em raio grande geralmente vem do planejamento balanceado em etapas, em vez de correções excessivas após o início da produção.
• Simular e otimizar
Use novamente a função de simulação do controle para revisar o programa numérico. Mantenha em mente questões de realismo e continuidade. Caso a máquina tenha dificuldades para executar certos passos, Deixe a simulação rodar antes de passar para o freio de pressão, e, em caso de má continuidade do arco, ajuste antes de seguir em frente.
• Salvar e executar
Depois de verificar o programa numérico, Você deve salvar o programa na biblioteca de programas da máquina. Depois, mude para o modo de operação e prepare a primeira peça de teste. Meça cuidadosamente o arco formado e compare-o com o valor alvo. Pequenos refinamentos ainda podem ser necessários, mas um programa ESA S860 bem estruturado deve reduzir a quantidade de correção necessária no chão de fábrica.
Conclusão
O Freio de Pressão ESA S860 oferece aos fabricantes uma plataforma prática e profissional para gerenciar curvas de arco de grande raio por meio de programação gráfica e numérica. Para usuários de JS RAGOS, seu valor está na programação estruturada, Verificação mais clara, e melhor controle sobre as diversas variáveis que afetam a qualidade do arco.
Quando os operadores seguem um processo disciplinado — criação de perfil, Entrada de material, Geração de sequências, simulação, e validação de primeira parte — elas podem melhorar a consistência, Reduzir o tempo perdido de configuração, e alcançar resultados de arco mais suaves. Na produção real, Isso importa muito mais do que simplesmente completar um programa. Ele suporta desempenho de dobra repetível, Fluxo de trabalho mais eficiente, e uma base mais forte para trabalhos exigentes de fabricação.

