













Padroneggiare la curvatura ad arco ad ardo ad alto raggio con il freno a pressione ESA S860
Il freno a pressione ESA S860 è molto adatto per una stabilità, Flessione ad arco di grande raggio ripetibile su lamiera o lastre. Rispetto alla flessione angolare standard, Questo lavoro richiede un migliore controllo della distanza a passi, Ritorno a primavera, Formazione di coerenza, e qualità della superficie. Un programma debole può portare a punti piatti o curvatura irregolare.
Per gli utenti di JS RAGOS, l'ESA S860 offre un ambiente di programmazione integrato per la creazione, simulazione, e ottimizzazione delle sequenze di curvatura ad arco. Questa guida descriverà come gestire il bending di grandi raggi in un contesto di programmazione, sia grafici che numerici, in un approccio più controllato e orientato alla produzione.
Introduzione to tFreno a pressione ESA S860
Il freno a pressione ESA S860 è progettato per Flessione di precisione Lavoro che richiede un forte equilibrio tra controllo dell'operatore ed efficienza di programmazione. In applicazioni ad ampio raggio, Quell'equilibrio diventa particolarmente prezioso perché la forma finale viene creata attraverso una serie di piccole, pieghe controllate invece di una corsa di formatura diretta. La qualità del risultato dipende da quanto accuratamente il programma traduce i dati di progetto in movimenti meccanici passo dopo passo.
In pratica, l'ESA S860 supporta questo lavoro tramite un'interfaccia di controllo orientata all'utente, Logica di flessione programmabile, e verifica basata su simulazione. Permette all'operatore di definire il profilo del pezzo da lavoro, inserisci i dati materiali, Regolare la sequenza del bend, e rivedere il percorso di formatura prima dell'inizio della produzione. Questo processo aiuta a ridurre i tentativi ed errori sul reparto.
Per produttori come JS RAGOS, Il valore principale di questo sistema non è solo la facilità d'uso, ma controllo del processo. Quando gli archi a raggio elevato sono programmati correttamente, La macchina può aiutare a consegnare:
• Formazione più coerente delle curve durante le serie di produzione.
• Maggiore controllo della distanza dei passi e della progressione della curva.
• Minore correzione delle regolazioni dell'allestimento durante le ispezioni del primo pezzo.
• Migliore ripetitività nel custom, Piccoli lotti.
• Maggiore fiducia nel lavorare con materiali impegnativi.
Non ci sono problemi con le capacità di flessione ad arco del freno a pressione ESA S860 con il sistema di curvatura ad arco di precisione, indipendentemente dal fatto che l'operatore stia programmando un pannello rettilineo, un pannello curvo, o anche un pezzo strutturalmente complesso.
Programmazione grafica dell'ESA S860: Linee Guida
- Attivazione della macchina e selezione della modalità grafica
Per cominciare, avviare la macchina e controllare l'inizializzazione del controller ESA S860. Allora, La schermata principale apparirà e passerai alla schermata interattiva. Ai fini della flessione ad arco, Questa schermatura è essenziale perché aiuta l'operatore a costruire il pezzo e a verificare che la forma programmata sia allineata con il disegno corrispondente.
Prima di proseguire, confermare che la macchina sia impostata con gli attrezzi appropriati nelle posizioni di riferimento corrette. Una sequenza di programmazione è affidabile solo quanto la configurazione fisica che la sostiene.
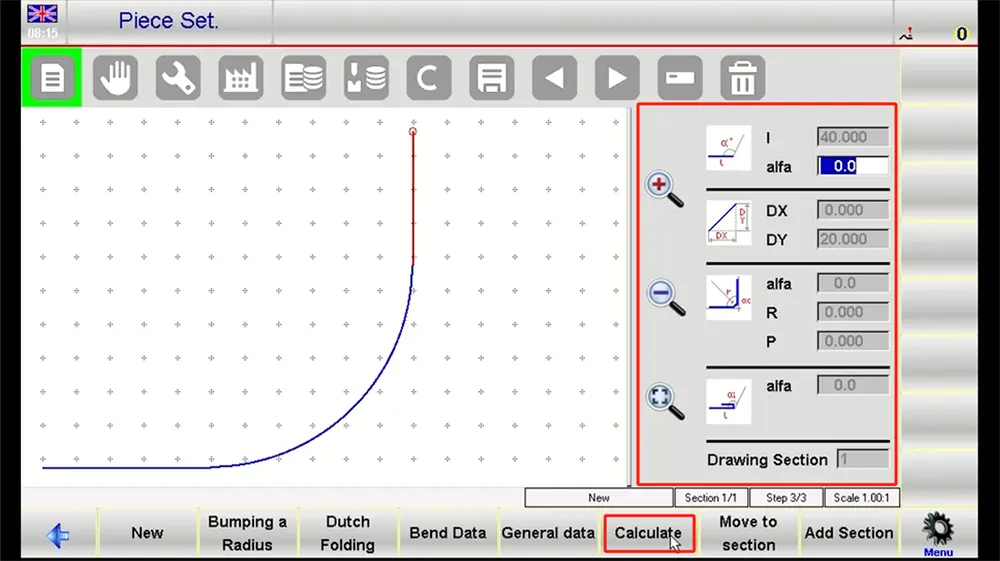
- Costruisci il profilo del pezzo
Nell'interfaccia grafica, Crea il contorno del pezzo basandosi sul profilo d'arco richiesto. Per lavori a raggio ampio, L'operatore dovrebbe prestare molta attenzione alla geometria complessiva invece di trattare l'arco come una singola curva astratta. Il raggio, Punti di transizione, Sezioni a flangia, e la lunghezza totale della piegatura devono riflettere il disegno di produzione.
Usa gli strumenti di disegno disponibili per definire chiaramente la sezione dell'arco. Spesso è utile verificare quanto segue:
• I punti di inizio e fine dell'arco
• Il valore richiesto del raggio
• La lunghezza totale dell'arco
• Se la parte include sezioni rette adiacenti
• Le proprietà direzionali del materiale in relazione al comportamento di flessione
• Un profilo ordinato a questo punto semplifica notevolmente le modifiche future.
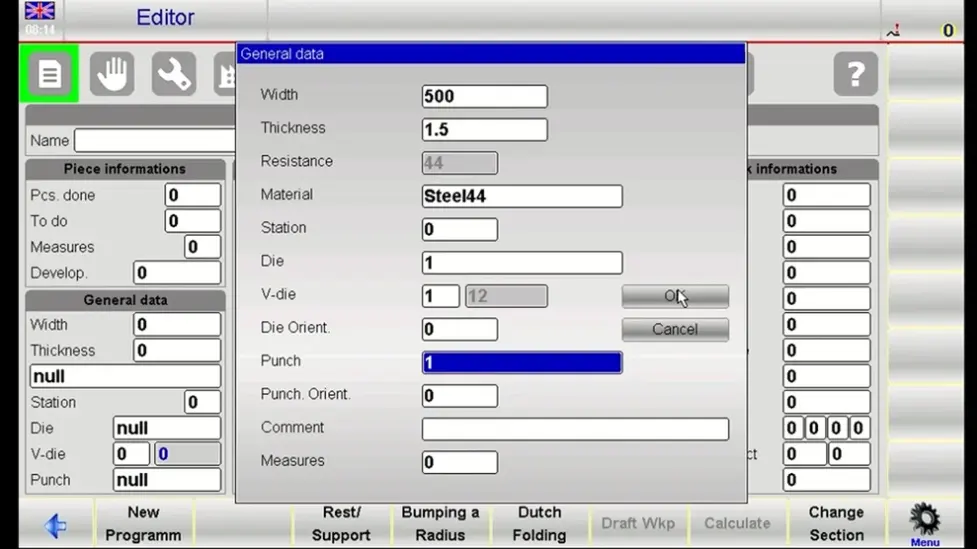
- Inserisci i parametri del materiale e del processo
Dopo che la geometria è stata definita, Input il tipo di materiale, Spessore del foglio, e qualsiasi altro dato di processo necessario. Questo passaggio è essenziale perché i risultati a raggio elevato sono fortemente influenzati dal comportamento dei materiali. Acciaio inossidabile, Acciaio dolce, e l'alluminio non risponderà allo stesso modo durante la piegatura a gradini.
L'ESA S860 utilizza queste informazioni per supportare il calcolo della curvatura e la pianificazione dei processi. Se il tuo laboratorio ha valori di springback noti o una logica di correzione preferita per certi materiali, inseriscili in questa fase affinché il programma rifletta condizioni reali di produzione piuttosto che solo valori teorici.
- Genera automaticamente la sequenza di piegatura
Una volta che il profilo e le informazioni materiali sono pronti, Utilizzare la funzione di calcolo automatico del controllore per generare il percorso di curvatura. L'ESA S860 calcolerà una sequenza di curve incrementali che approssimano l'arco di grande raggio richiesto.
Questa funzione automatica fa risparmiare tempo, ma non dovrebbe mai sostituire la recensione. L'operatore deve ancora esaminare:
• Conteggio delle curve
• Spaziatura a passi
• Distribuzione degli angoli
• Compatibilità degli strumenti
• Fattibilità della manipolazione dei pezzi durante la sequenza
Se il programma generato appare troppo aggressivo o troppo grossolano, raffinalo manualmente. Un arco più fluido spesso dipende da un arco più piccolo, Passaggi di formatura ben bilanciati.
- Simula e verifica il programma
Esegui la simulazione prima di inviare il lavoro alla macchina. Questa è una delle fasi più preziose nel flusso di lavoro del freno a pressione ESA S860. La simulazione aiuta l'operatore a verificare se la sequenza è logica, se l'orientamento del pezzo è corretto, e se possa verificarsi interferenza durante la piegatura.
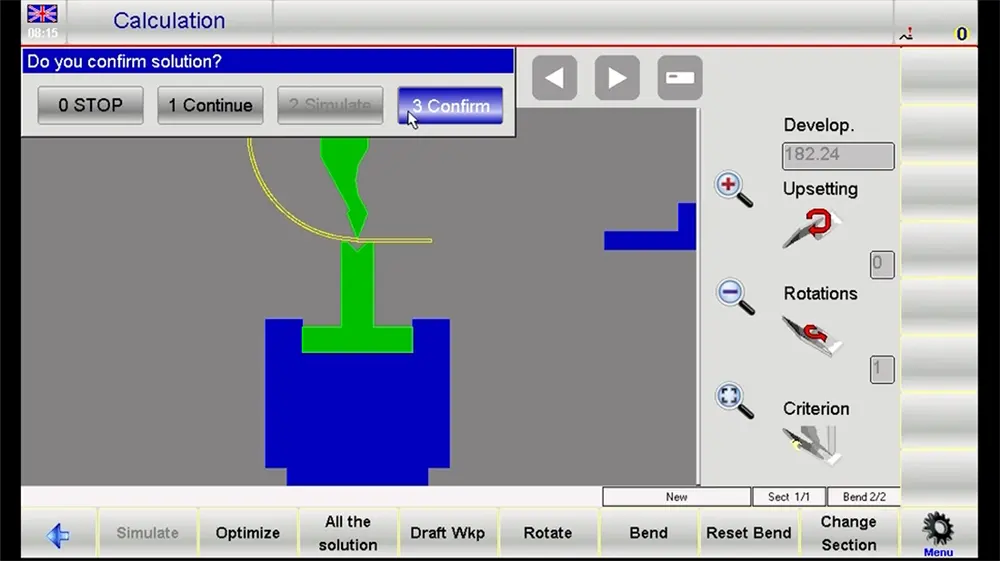
Durante la revisione, Assicurati quanto segue:
• Continuità dell'arco su tutta la zona di curvatura
• Possibili collisioni tra utensili e pezzi
• L'adattamento del retromisuratore (Se applicabile) nella sequenza
• Viaggi eccessivi o movimenti che potrebbero non essere realistici
• Consistenza del disegno rispetto alla forma finale
Se necessario, Torna ai passaggi precedenti, e apportare aggiustamenti agli incrementi di curvatura o ai valori di compensazione.
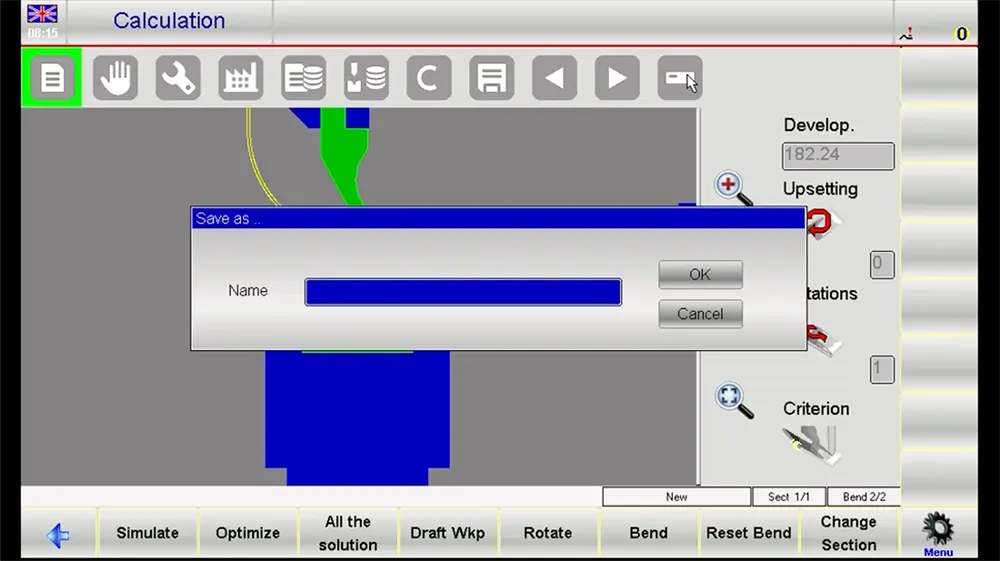
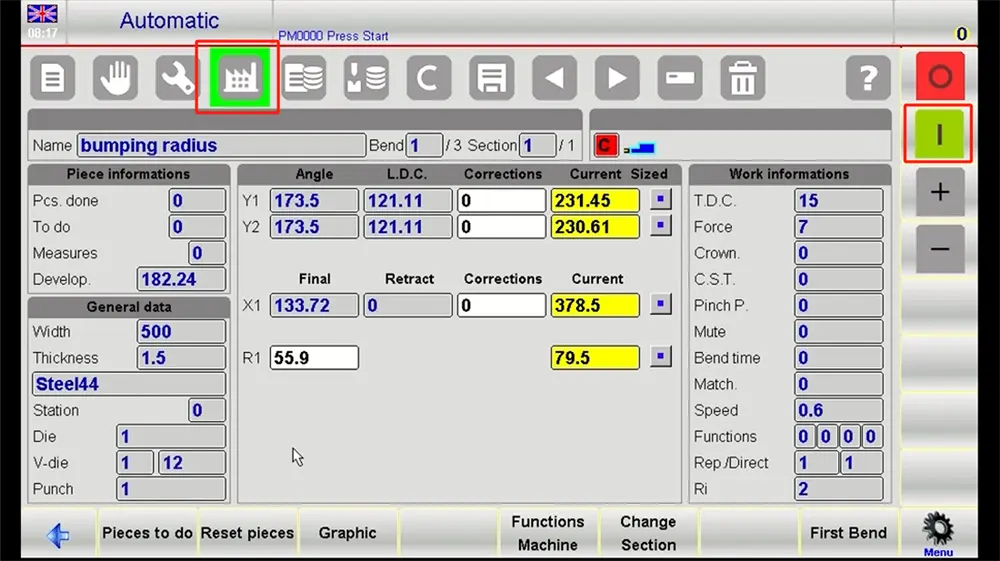
- Salva e prepara la produzione
Una volta confermata la simulazione, salva il programma con un nome e una revisione chiari e identificabili della parte. A seguito di questo, Passa in modalità operativa e prepara la prima esecuzione del pezzo. L'operatore deve anche confermare che gli utensili siano installati, Il materiale è allineato, e la macchina è pronta prima di formarsi.
Passaggi dettagliati fo Programmazione Numerica of QUELLA S860
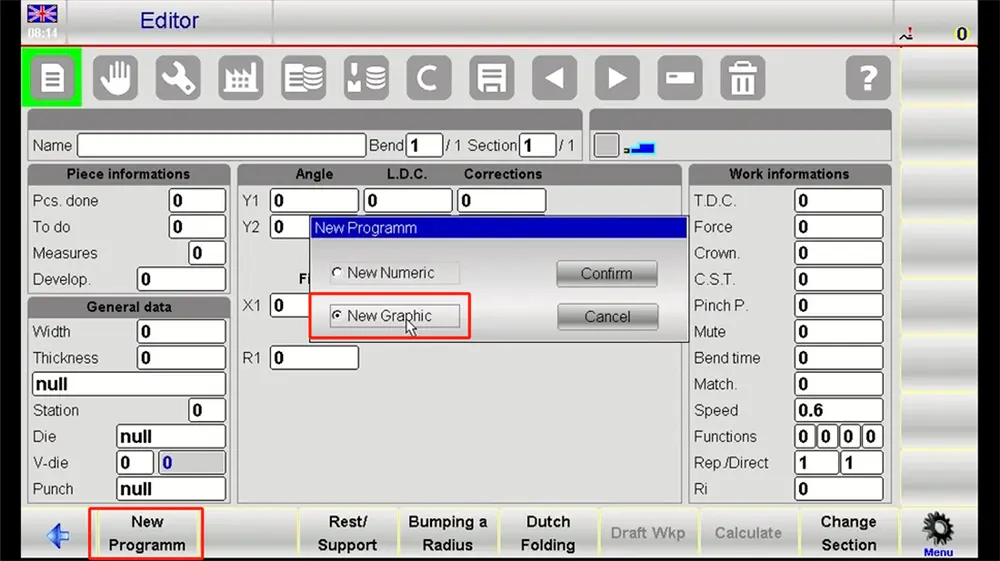
• Creare un nuovo programma
In modalità numerica, Inizia creando un nuovo file di programma. Inserisci un nome pratico del programma che aiuti il recupero futuro. Questo metodo è utile per operatori che preferiscono l'inserimento diretto dei parametri o che devono costruire un lavoro da dati dimensionali piuttosto che da un profilo disegnato.
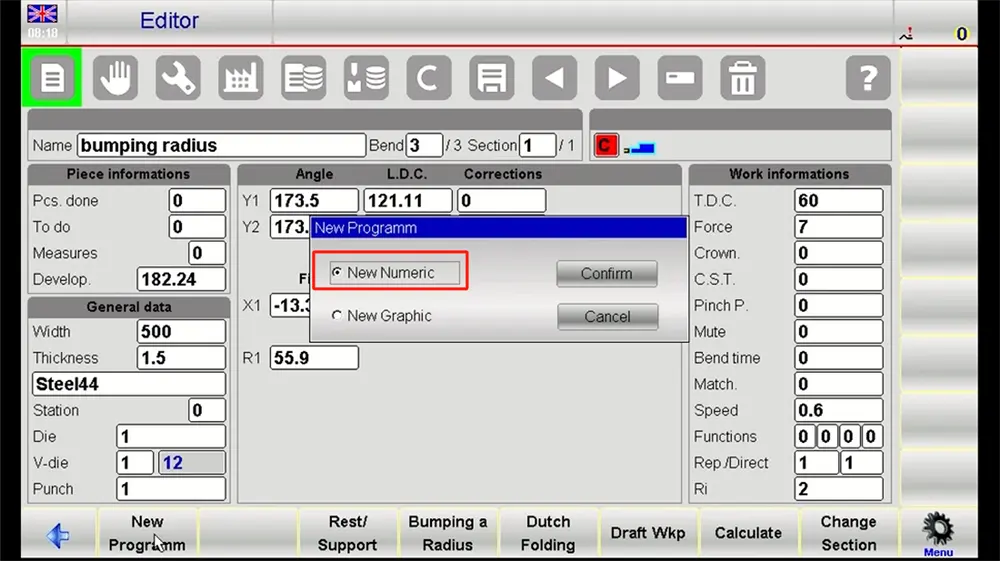
Per applicazioni ad ampio raggio, Definisci il tipo di lavoro in modo che rifletta il metodo effettivo di formatura utilizzato.
• Input dei dati materiali
Inserisci il tipo di materiale, Spessore, e i valori di correzione rilevanti. Questa è la base del programma. Se il materiale ha una tendenza nota a rialzarsi, Il risarcimento dovrebbe essere incluso in anticipo piuttosto che lasciato a regolazioni ripetute sulla macchina.
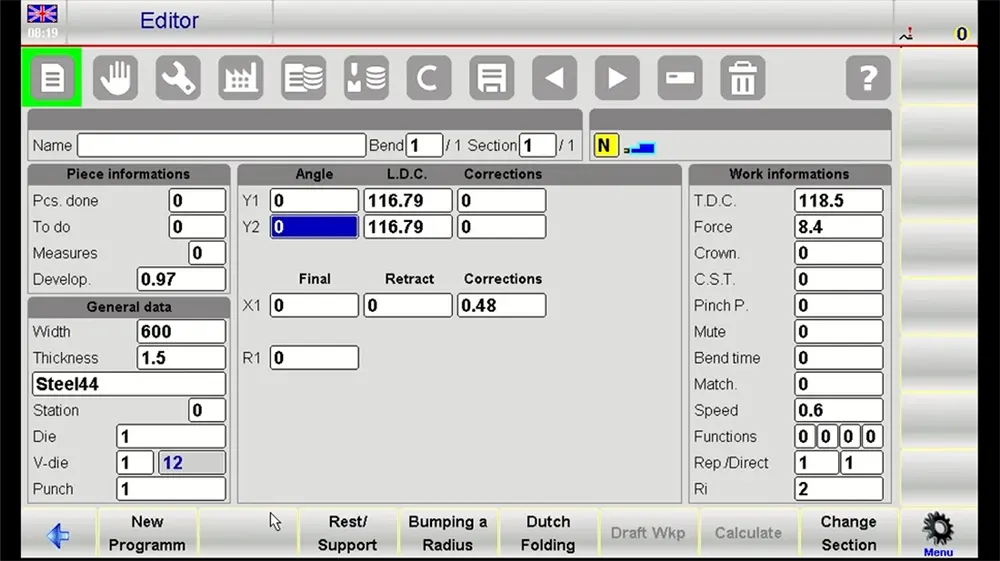
• Impostare i principali parametri di flessione
Prossimo, Input dei dati dell'arco centrale. Questo di solito include il raggio del bersaglio, Angolo totale di flessione, e lunghezza effettiva di flessione. Questi valori dovrebbero corrispondere ai requisiti di disegno tecnico e processo.
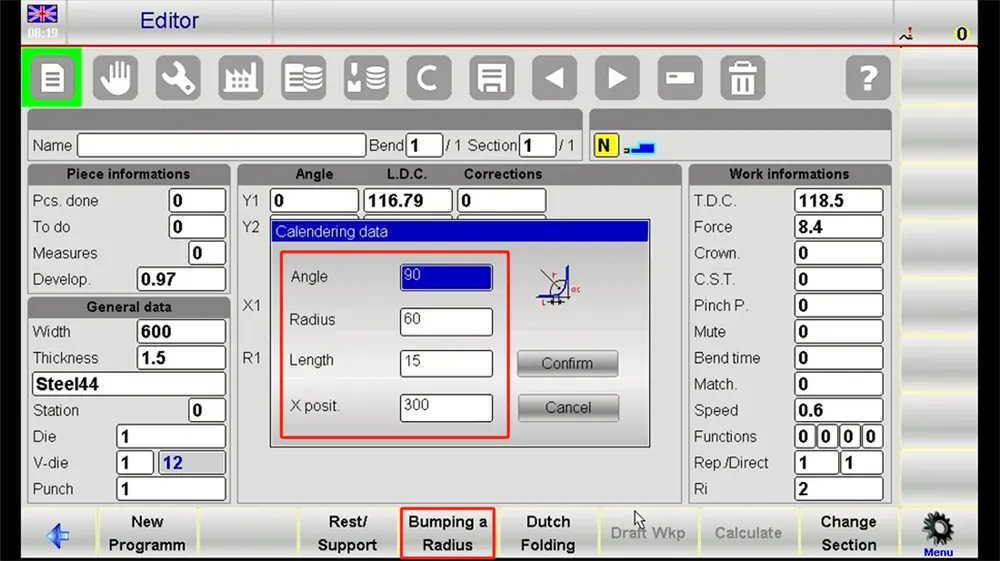
Il freno a pressione ESA S860 utilizza queste informazioni per strutturare la logica numerica del lavoro. La precisione qui influisce direttamente sulla qualità della progressione di bend generata.
• Definire i passaggi di piegatura
Dividere l'arco di grande raggio in singoli passaggi di formatura. La curva può anche essere formata tramite una sequenza di incrementi di angolo misurati combinati con distanze di avanzamento correlate. La quantità di gradini dipenderà da fattori come la dimensione del raggio, Selezione dei materiali, Spessore, e lo standard di qualità superficiale.
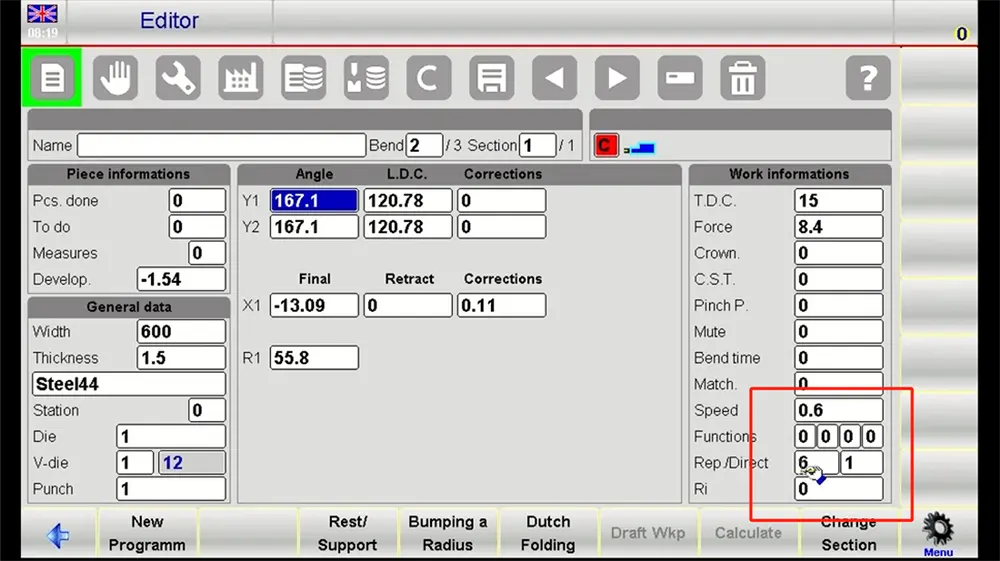
Un risultato migliore a raggio ampio di solito deriva da una pianificazione equilibrata dei passaggi piuttosto che da correzioni eccessive dopo l'inizio della produzione.
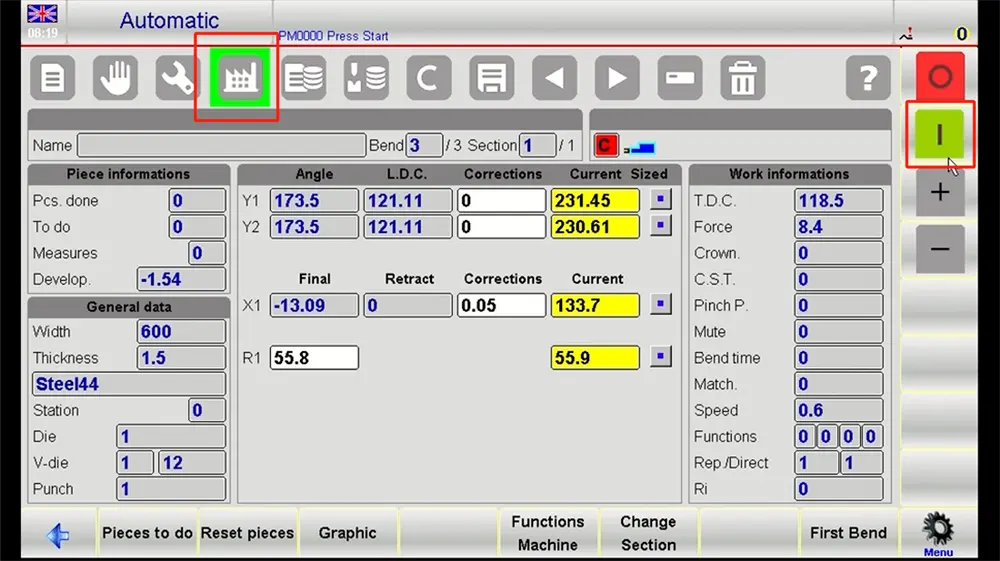
• Simulare e ottimizzare
Usa nuovamente la funzione di simulazione del controllo per rivedere il programma numerico. Tieni a mente questioni di realismo e continuità. Se la macchina dovesse avere difficoltà a eseguire determinati passaggi, lascia correre la simulazione prima di passare al freno a pressione, e, in caso di scarsa continuità dell'arco, Aggiustare prima di andare avanti.
• Salva ed esegue
Una volta verificato il programma numerico, Devi salvare il programma nella libreria di programmi della macchina. Poi passa alla modalità operativa e prepara il primo pezzo di prova. Misura attentamente l'arco formato e confrontalo con il valore target. Potrebbero comunque essere necessari piccoli miglioramenti, ma un programma ESA S860 ben costruito dovrebbe ridurre la quantità di correzioni necessarie sul piano di lavoro.
Conclusione
Il freno a pressione ESA S860 offre ai produttori una piattaforma pratica e professionale per gestire la flessione ad arco di grande raggio sia attraverso la programmazione grafica che numerica. Per gli utenti JS RAGOS, Il suo valore risiede nella programmazione strutturata, Verifica più chiara, e un migliore controllo sulle molte variabili che influenzano la qualità dell'arco.
Quando gli operatori seguono un processo disciplinato—creazione di profili, Input materiale, Generazione di sequenze, simulazione, e la validazione del primo pezzo—possono migliorare la coerenza, Ridurre il tempo di configurazione sprecato., e ottenere risultati ad arco più fluidi. In produzione reale, Questo conta molto più del semplice completamento di un programma. Supporta prestazioni di bending ripetibili, Flusso di lavoro più efficiente, e una base più solida per lavori di fabbricazione impegnativi.

