













Dominar la curvatura de arco de gran radio con el freno de presión ESA S860
El freno de presión ESA S860 es muy adecuado para estabilización, Curvado por arco de gran radio repetible en chapa metálica o placa. Comparado con la flexión angular estándar, Este trabajo requiere un mejor control del espaciado de pasos, Retorno, formando consistencia, y calidad superficial. Un programa débil puede provocar zonas planas o curvatura desigual.
Para usuarios de JS RAGOS, el ESA S860 ofrece un entorno de programación integrado para la creación, simulación, y optimización de secuencias de curvatura de arco. Esta guía describirá cómo gestionar el doblado de grandes radios dentro de un contexto de programación, tanto gráfica como numérica, En un enfoque más controlado y orientado a la producción.
Introducción to tFreno de presión ESA S860
El freno de presión ESA S860 está diseñado para Flexión de precisión trabajo que requiere un fuerte equilibrio entre el control del operador y la eficiencia de la programación. En aplicaciones de gran radio, Ese equilibrio resulta especialmente valioso porque la forma final se crea mediante una serie de pequeños, curvas controladas en lugar de una sola carrera de formación directa. La calidad del resultado depende de la precisión con la que el programa traduce los datos de diseño en el movimiento paso a paso de la máquina.
En la práctica, el ESA S860 soporta este trabajo a través de una interfaz de control orientada al usuario, Lógica de flexión programable, y verificación basada en simulación. Permite al operador definir el perfil de la pieza, Introduzca datos de materiales, ajustar la secuenciación de bend, y revisar el camino de conformado antes de que comience la producción. Ese proceso ayuda a reducir el ensayo y error en el taller.
Para fabricantes como JS RAGOS, El principal valor de este sistema no es solo la facilidad de uso, Pero control de procesos. Cuando se programan correctamente arcos de gran radio, La máquina puede ayudar a entregar:
• Formación de curvas más consistente a lo largo de las etapas de producción.
• Mayor control de la distancia del paso y la progresión de la curva.
• Menor corrección de ajustes de configuración durante las inspecciones de la primera pieza.
• Mejor repetibilidad en personalizado, parcelas pequeñas.
• Mayor confianza al trabajar con materiales exigentes.
No hay problemas con las capacidades de flexión por arco del freno de presión ESA S860 gracias al Sistema de Curvado por Arco de Precisión, independientemente de si el operador está programando un panel recto, un panel curvo, o incluso una pieza estructuralmente compleja.
Programación gráfica de la ESA S860: Directrices
- Activando la máquina y seleccionando el modo gráfico
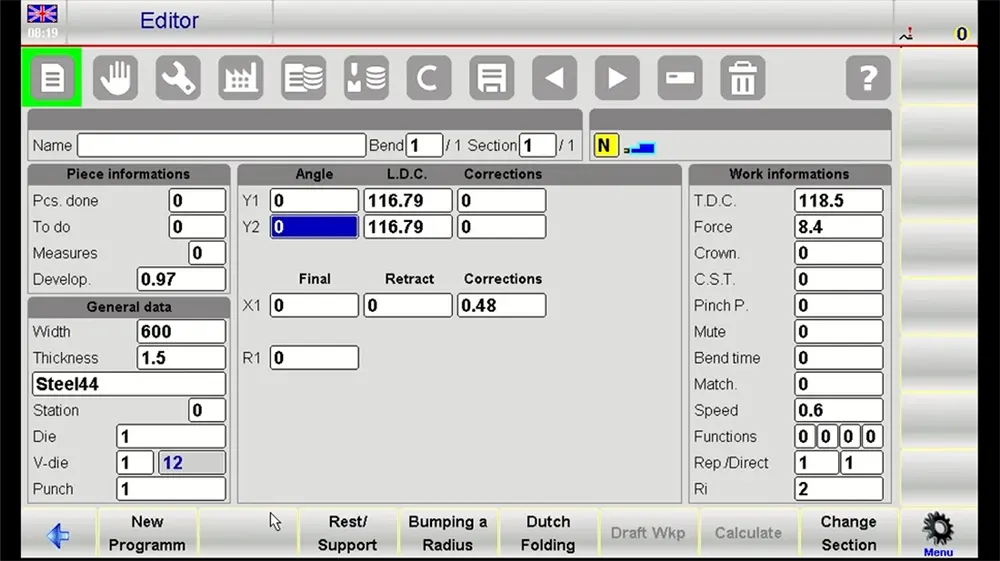
Para empezar, Arrancar la máquina y comprobar la inicialización del controlador ESA S860. Entonces, aparecerá la pantalla principal y pasarás a la pantalla interactiva. Para fines de curvatura por arco, Esta pantalla es esencial porque ayuda al operador a construir la pieza y a verificar que la forma programada coincide con el dibujo correspondiente.
Antes de continuar, confirma que la máquina está configurada con las herramientas adecuadas en las posiciones de referencia correctas. Una secuencia de programación solo es tan fiable como la configuración física que la respalda.
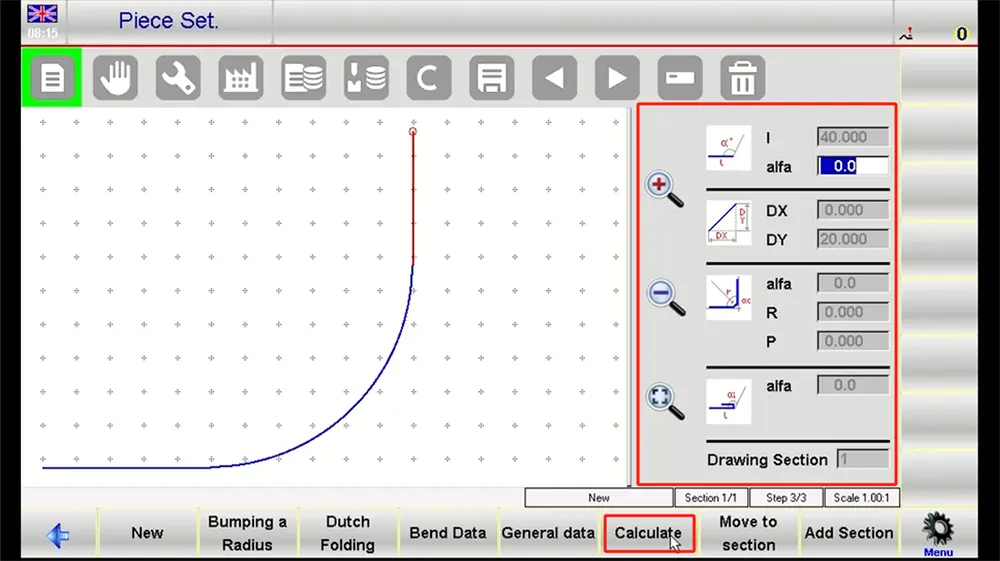
- Construir el perfil de la pieza
En la interfaz gráfica, Crea el contorno de la pieza basándose en el perfil de arco requerido. Para trabajos de gran radio, El operador debe prestar mucha atención a la geometría general en lugar de tratar el arco como una única curva abstracta. El radio, Puntos de transición, Secciones de brida, y la longitud total de curvatura deben reflejar el dibujo de producción.
Utiliza las herramientas de dibujo disponibles para definir claramente la sección de arco. A menudo es útil verificar lo siguiente:
• Los puntos de inicio y final del arco
• El valor requerido del radio
• La longitud total del arco
• Si la parte incluye secciones rectas adyacentes
• Las propiedades direccionales del material en relación con el comportamiento de flexión
• Un perfil ordenado en este punto simplifica enormemente los ajustes futuros.
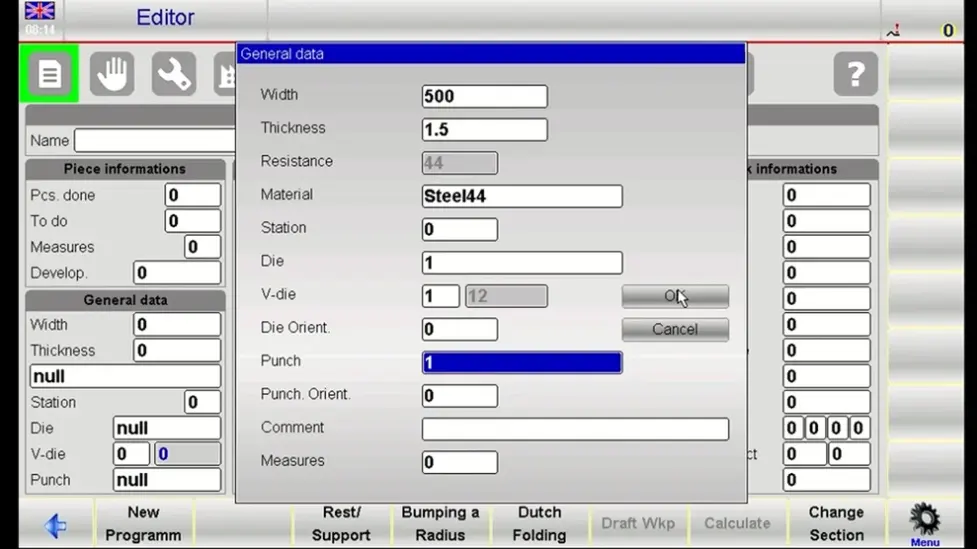
- Introduzca parámetros de material y proceso
Después de definir la geometría, Entrada el tipo de material, Grosor de la lámina, y cualquier otro dato de proceso necesario. Este paso es esencial porque los resultados en grandes radios están fuertemente influenciados por el comportamiento del material. Acero inoxidable, Acero dulce, y el aluminio no responde igual durante el flexión escalonada.
El ESA S860 utiliza esta información para apoyar el cálculo de curvatura y la planificación de procesos. Si tu taller tiene valores de resorte conocidos o lógica de corrección preferida para ciertos materiales, Introducilos en esta etapa para que el programa refleje condiciones reales de producción y no solo valores teóricos.
- Genera la secuencia de flexión automáticamente
Una vez que el perfil y la información material estén listos, Utiliza la función de cálculo automático del controlador para generar el camino de curvatura. El ESA S860 calculará una secuencia de curvas incrementales que aproximan el arco de gran radio requerido.
Esta función automática ahorra tiempo, Pero nunca debería sustituir a la revisión. El operador aún necesita examinar:
• Recuento de curvas
• Espaciado de escalones
• Distribución de ángulos
• Compatibilidad de herramientas
• Viabilidad del manejo de piezas durante la secuencia
Si el programa generado parece demasiado agresivo o demasiado tosco, refinarlo manualmente. Un arco más suave suele depender de un arco más pequeño, Pasos de conformado bien equilibrados.
- Simula y verifica el programa
Ejecuta la simulación antes de enviar el trabajo a la máquina. Esta es una de las etapas más valiosas en el flujo de trabajo del Freno de Presión ESA S860. La simulación ayuda al operador a comprobar si la secuencia es lógica, si la orientación de la pieza es correcta, y si puede aparecer alguna interferencia durante la flexión.
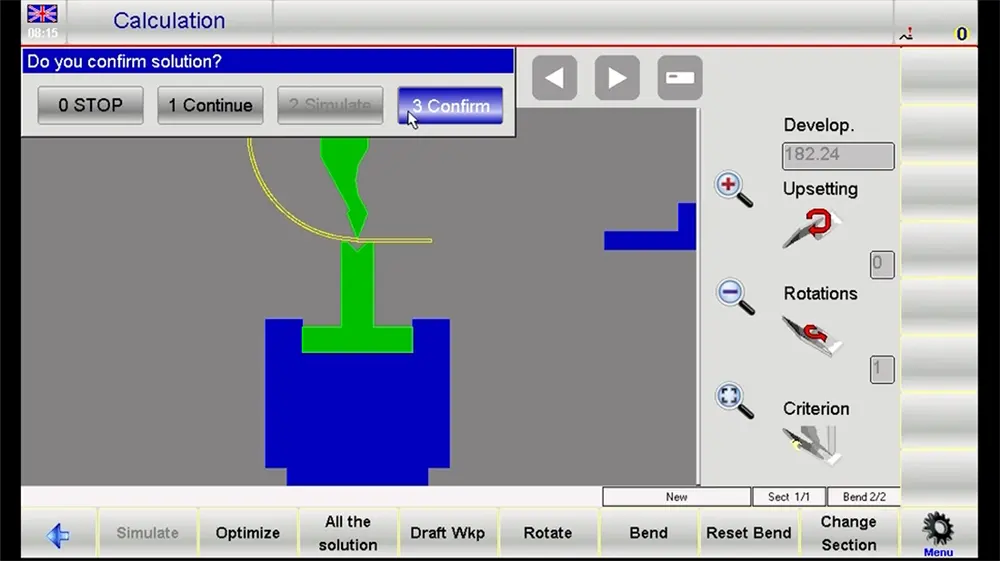
Al revisar, Asegúrate de lo siguiente:
• Continuidad del arco a lo largo de toda la zona de curvatura
• Posibles colisiones entre herramientas y piezas
• El ajuste del manómetro trasero (si procede) en la secuencia
• Desplazamientos excesivos o que pueden no ser realistas
• Consistencia entre dibujo y forma final
Si es necesario, Vuelve a los pasos anteriores, y realizar ajustes a incrementos de flexión o valores de compensación.
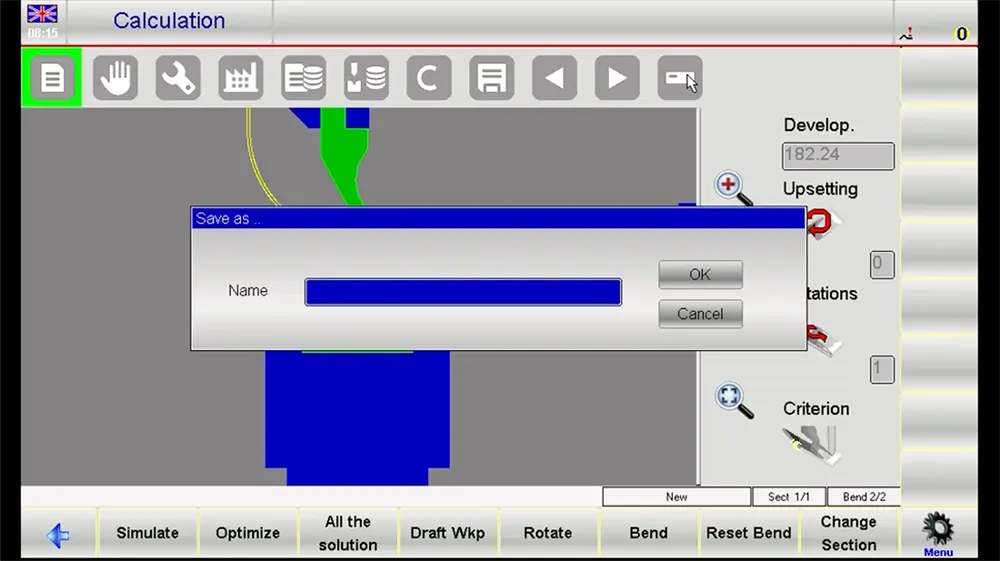
- Guarda y prepárate para la producción
Una vez confirmada la simulación, guardar el programa con un nombre de parte claro e identificable y una revisión. Después de eso, cambiar a modo de operación y preparar la primera partida. El operador también debe confirmar que las herramientas están instaladas, El material está alineado, y la máquina está lista para funcionar antes de formarse.
Pasos detallados fo Programación Numérica of ESA S860
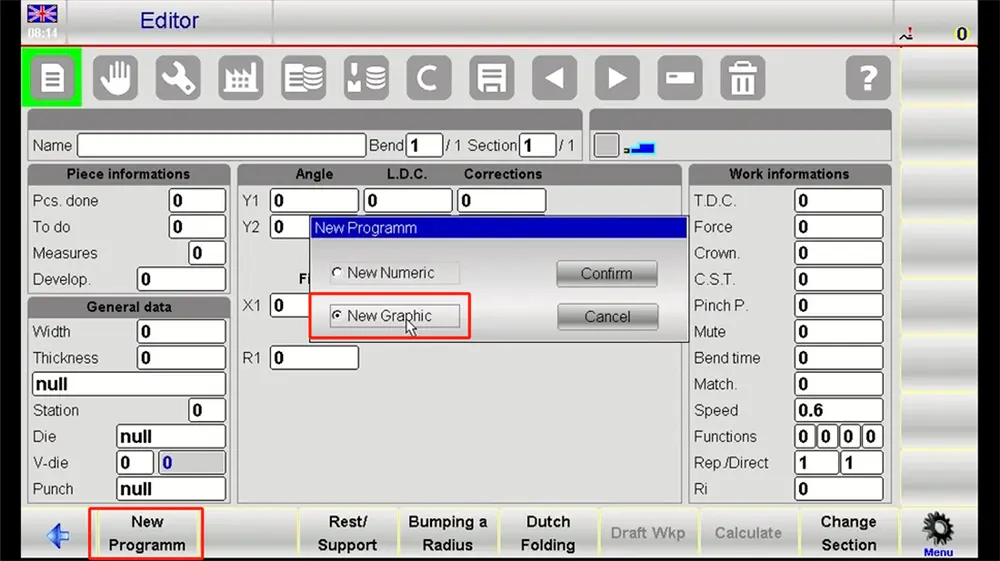
• Crear un nuevo programa
En modo numérico, Empieza creando un nuevo archivo de programa. Introduce un nombre práctico de programa que ayude a la recuperación futura. Este método es útil para operadores que prefieren la entrada directa de parámetros o necesitan construir un trabajo a partir de datos dimensionales en lugar de a partir de un perfil dibujado.
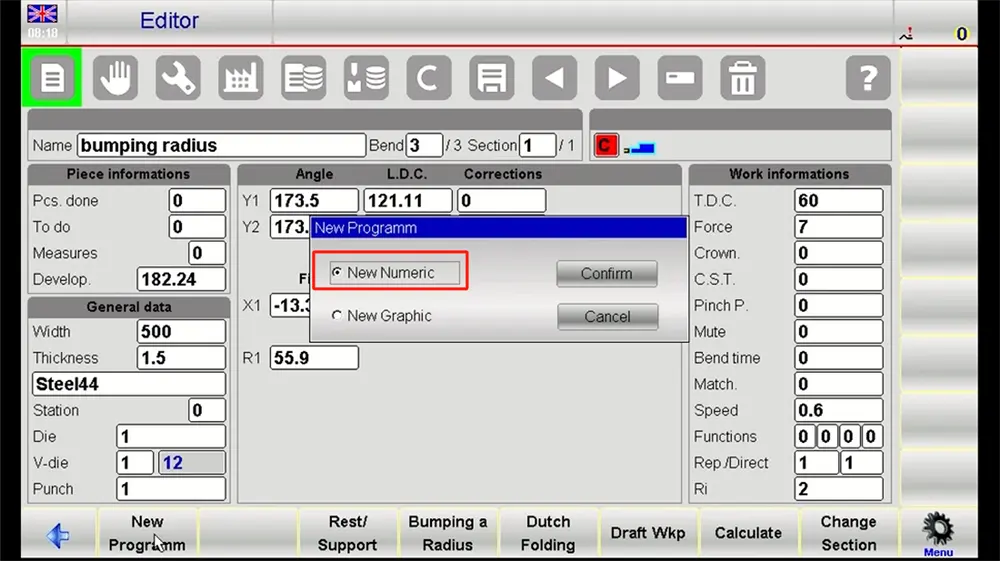
Para aplicaciones de gran radio, Define el tipo de trabajo de una manera que refleje el método de conformado real que se está utilizando.
• Entrada de datos de materiales
Introduce el tipo de material, espesor, y valores de corrección relevantes. Esta es la base del programa. Si el material tiene una tendencia conocida a retroceder, La compensación debería incluirse antes de tiempo en lugar de dejarse para ajustes repetidos en la máquina.
• Establecer los parámetros principales de flexión
Próximo, Introdujo los datos del arco central. Esto suele incluir el radio del objetivo, Ángulo total de flexión, y longitud efectiva de flexión. Estos valores deben coincidir con los requisitos técnicos de dibujo y proceso.
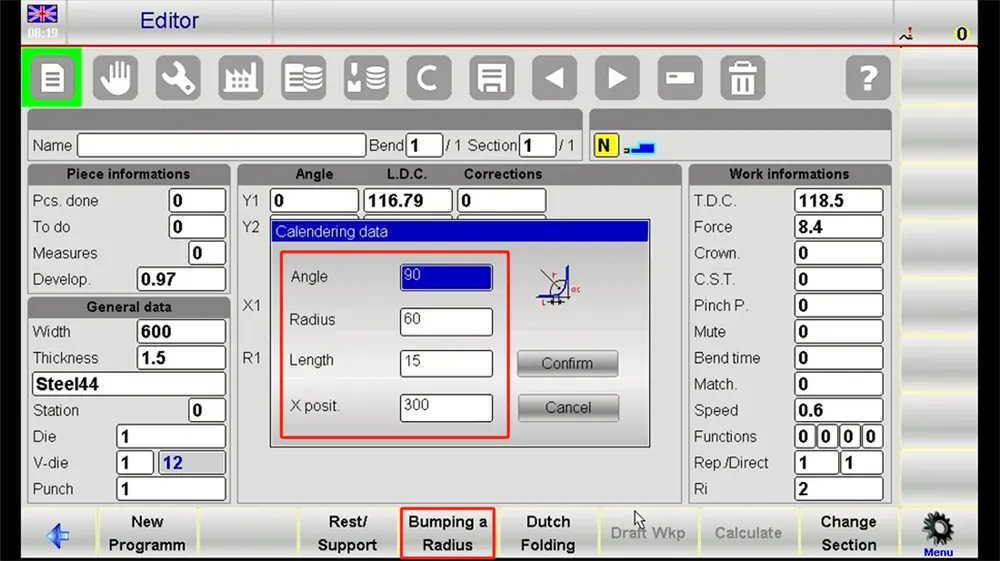
El Freno de Presión ESA S860 utiliza esta información para estructurar la lógica numérica del trabajo. La precisión aquí afecta directamente a la calidad de la progresión de curvatura generada.
• Definir los pasos de flexión
Divide el arco de gran radio en pasos individuales de formación. La curva también puede formarse mediante una secuencia de incrementos de ángulo medidos combinados con distancias de avance relacionadas. La cantidad de escalones dependerá de factores como el tamaño del radio, Selección de materiales, espesor, y el estándar de calidad superficial.
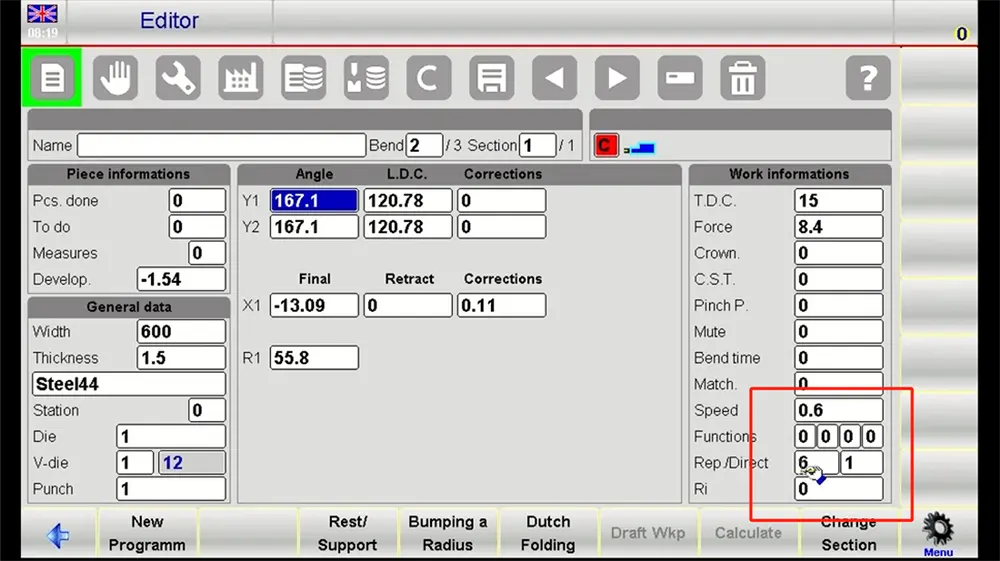
Un mejor resultado en un radio grande suele provenir de una planificación equilibrada por pasos en lugar de correcciones excesivas tras el inicio de la producción.
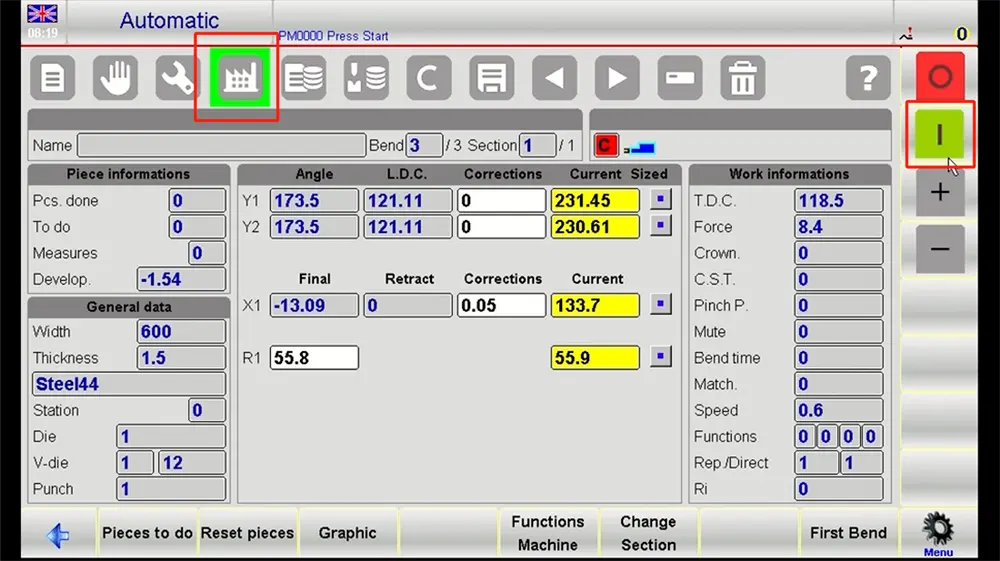
• Simular y optimizar
Utiliza de nuevo la función de simulación del control para revisar el programa numérico. Ten en cuenta los problemas de realismo y continuidad. Si la máquina tiene problemas para ejecutar ciertos pasos, Deja que la simulación funcione antes de pasar al freno de presión, y, en caso de mala continuidad del arco, Ajusta antes de seguir adelante.
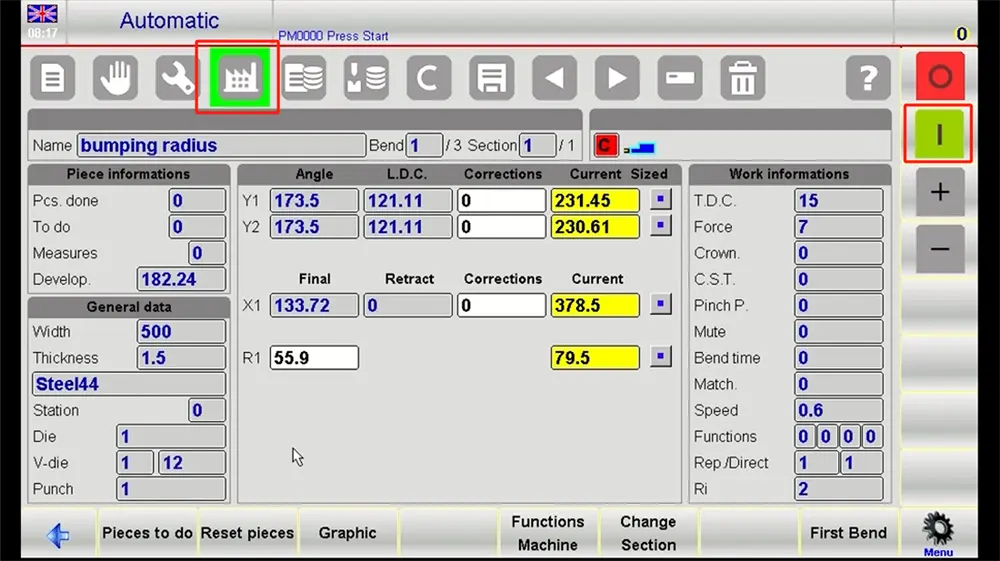
• Guardar y ejecutar
Una vez que hayas verificado el programa numérico, Debes guardar el programa en la biblioteca de programas de la máquina. Luego cambia a modo de operación y prepara la primera pieza de prueba. Mide cuidadosamente el arco formado y compáralo con el valor objetivo. Aún pueden requerirse pequeños refinamientos, pero un programa ESA S860 bien construido debería reducir la cantidad de corrección necesaria en el taller.
Conclusión
El freno de presión ESA S860 ofrece a los fabricantes una plataforma práctica y profesional para gestionar la curvatura de arcos de gran radio mediante programación gráfica y numérica. Para usuarios de JS RAGOS, su valor reside en la programación estructurada, Verificación más clara, y un mejor control sobre las muchas variables que afectan a la calidad del arco.
Cuando los operadores siguen un proceso disciplinado: creación de perfiles, Entrada de material, Generación de secuencias, simulación, y la validación de primera pieza: pueden mejorar la consistencia, Reducir el tiempo de configuración desperdiciado, y lograr resultados de arco más suaves. En la producción real, Eso importa mucho más que simplemente completar un programa. Soporta un rendimiento de flexión repetible, Flujo de trabajo más eficiente, y una base más sólida para trabajos de fabricación exigentes.

