













Beherrschung von Großradiusbogen mit der ESA S860 Pressbreche
Die ESA S860 Press Brake eignet sich hervorragend für stabile Bremsen, Wiederholbares Großradius-Bogenbiegen auf Blech oder Platten. Im Vergleich zum Standard-Winkelbiegen, Diese Arbeit erfordert eine bessere Kontrolle des Schrittabstands, Sprung zurück, Konsistenz bilden, und Oberflächenqualität. Ein schwaches Programm kann zu flachen Stellen oder ungleichmäßiger Krümmung führen.
Für Nutzer von JS RAGOS, die ESA S860 bietet eine integrierte Programmierumgebung für die Erstellung, Simulation, und Optimierung von Bogenbiegsequenzen. Dieser Leitfaden beschreibt, wie man das Biegen großer Radien innerhalb eines Programmierkontexts steuert, sowohl grafisch als auch numerisch, in einem kontrollierteren und produktionsorientierteren Ansatz.
Einleitung to ter ESA S860 Pressbremse
Die ESA S860 Press Brake ist für Präzisionsbiegen Arbeit, die ein starkes Gleichgewicht zwischen Bedienerkontrolle und Programmeffizienz erfordert.. In Anwendungen mit großem Radius, Dieses Gleichgewicht wird besonders wertvoll, weil die endgültige Form durch eine Reihe kleiner Formen entsteht, kontrollierte Biegungen statt eines direkten Umformungshubs. Die Qualität des Ergebnisses hängt davon ab, wie genau das Programm Designdaten in Schritt-für-Schritt-Maschinenbewegungen übersetzt.
In der Praxis, die ESA S860 unterstützt diese Arbeit über eine benutzerorientierte Steuerungsschnittstelle., Programmierbare Biegelogik, und simulationsbasierte Verifikation. Sie ermöglicht es dem Bediener, das Werkstückprofil zu definieren, Materialdaten eingeben, Biege-Sequenzierung anpassen, und überprüfen Sie den Umformungspfad, bevor die Produktion beginnt. Dieser Prozess hilft, Versuch und Irrtum auf der Werkstatt zu reduzieren.
Für Hersteller wie JS RAGOS, Der Hauptwert dieses Systems ist nicht nur die Benutzerfreundlichkeit, aber Prozesssteuerung. Wenn große Radiusbögen korrekt programmiert sind, Die Maschine kann bei der Lieferung helfen:
• Eine konsistentere Kurvenbildung über Produktionsläufe hinweg.
• Bessere Kontrolle über Schrittweite und Biegprogression.
• Geringere Korrektur der Setup-Anpassungen während der ersten Bauteilinspektionen.
•Bessere Wiederholbarkeit in benutzerdefinierten Anwendungen, Kleine Grundstücke.
• Mehr Selbstvertrauen bei der Arbeit mit anspruchsvollen Materialien.
Es gibt keine Probleme mit den Bogenbogen-Biege-Fähigkeiten der ESA S860 Press Brake mit dem Precision Arc Bending System, unabhängig davon, ob der Bediener ein gerades Panel programmiert, Ein gebogenes Panel, oder sogar ein strukturell komplexes Werk.
Grafische Programmierung des ESA S860: Richtlinien
- Aktivierung der Maschine und Auswahl des grafischen Modus
Zunächst einmal, Starte die Maschine und überprüfe die Initialisierung des ESA S860 Controllers. Dann, Der Hauptbildschirm erscheint und Sie gelangen zum interaktiven Bildschirm. Für den Zweck des Bogenbiegens, Dieses Sieb ist unerlässlich, da es dem Bediener beim Bau des Werkstücks hilft und überprüft, ob die programmierte Form mit der entsprechenden Zeichnung übereinstimmt.
Vor der Weiterfahrt, Überprüfen Sie, dass die Maschine mit den entsprechenden Werkzeugen an den richtigen Referenzpositionen ausgestattet ist. Eine Programmiersequenz ist nur so zuverlässig wie das physische Setup dahinter.
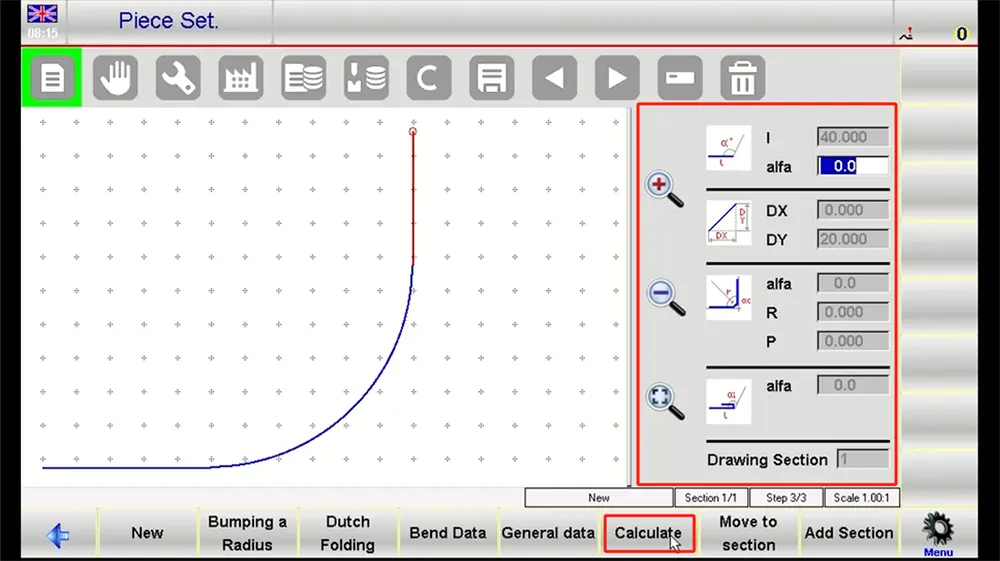
- Bau des Werkstücksprofils
In der grafischen Benutzeroberfläche, Erstellen Sie die Teilumrisse basierend auf dem erforderlichen Bogenprofil. Für Arbeiten mit großem Radius, Der Bediener sollte der Gesamtgeometrie besondere Aufmerksamkeit schenken, anstatt den Bogen als eine einzelne abstrakte Kurve zu betrachten. Der Radius, Übergangspunkte, Flanschabschnitte, und die gesamte Biegelänge müssen alle die Produktionszeichnung widerspiegeln.
Nutzen Sie die verfügbaren Zeichenwerkzeuge, um den Bogenabschnitt klar zu definieren. Es ist oft sinnvoll, Folgendes zu überprüfen:
• Die Anfangs- und Endpunkte des Handlungsbogens
• Der erforderliche Wert des Radius
• Die Gesamtlänge des Bogens
• Wenn der Teil angrenzende gerade Abschnitte umfasst
• Die Richtungseigenschaften des Materials im Zusammenhang mit dem Biegverhalten
• Ein übersichtliches Profil an diesem Punkt vereinfacht zukünftige Anpassungen erheblich.
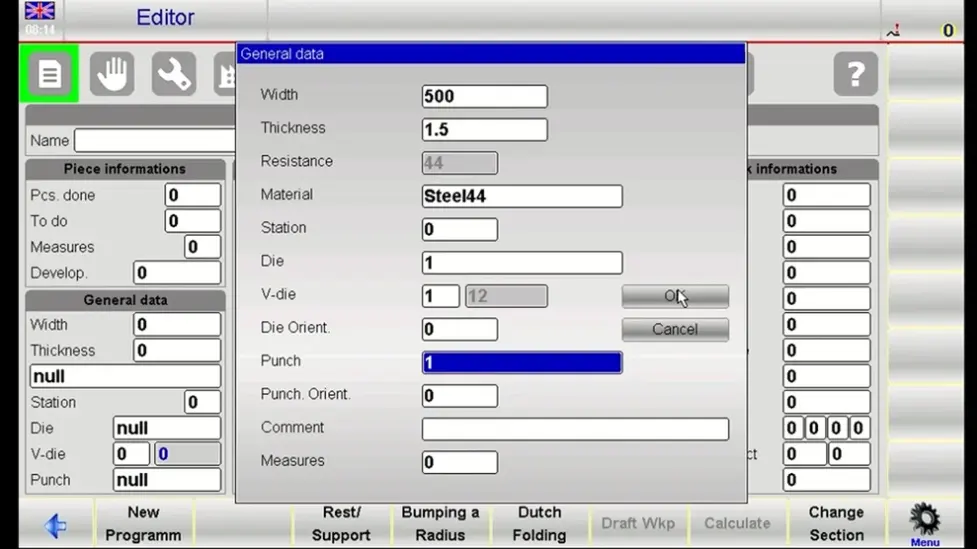
- Material- und Prozessparameter werden eingeführt
Nachdem die Geometrie definiert ist, Eingabe des Materialtyps, Blechdicke, und alle anderen notwendigen Prozessdaten. Dieser Schritt ist unerlässlich, da Ergebnisse mit großen Radien stark vom Materialverhalten beeinflusst werden. Edelstahl, Weichstahl, und Aluminium reagiert beim gestuften Biegen nicht auf die gleiche Weise.
Der ESA S860 nutzt diese Informationen, um die Biegberechnung und Prozessplanung zu unterstützen. Wenn deine Werkstatt bekannte Rücksprungwerte oder bevorzugte Korrektur-Logik für bestimmte Materialien hat, Geben Sie sie in dieser Phase ein, sodass das Programm reale Produktionsbedingungen widerspiegelt und nicht nur theoretische Werte.
- Generiere die Biegsequenz automatisch
Sobald das Profil und die Materialinformationen fertig sind, Verwenden Sie die automatische Berechnungsfunktion des Reglers, um den Biegpfad zu erzeugen. Der ESA S860 berechnet eine Abfolge von inkrementellen Biegungen, die den erforderlichen großen Radius annähern.
Diese automatische Funktion spart Zeit, Aber sie sollte die Rezension niemals ersetzen. Der Bediener muss es noch untersuchen:
• Biege-Zähling
• Schrittabstand
• Winkelverteilung
• Werkzeugkompatibilität
• Machbarkeit der Bauteilhandhabung während der Sequenz
Wenn das generierte Programm zu aggressiv oder zu grob wirkt, Verfeinere es manuell. Ein glatterer Lichtbogen hängt oft von kleinerem Bogen ab, Gut ausbalancierte Formungsschritte.
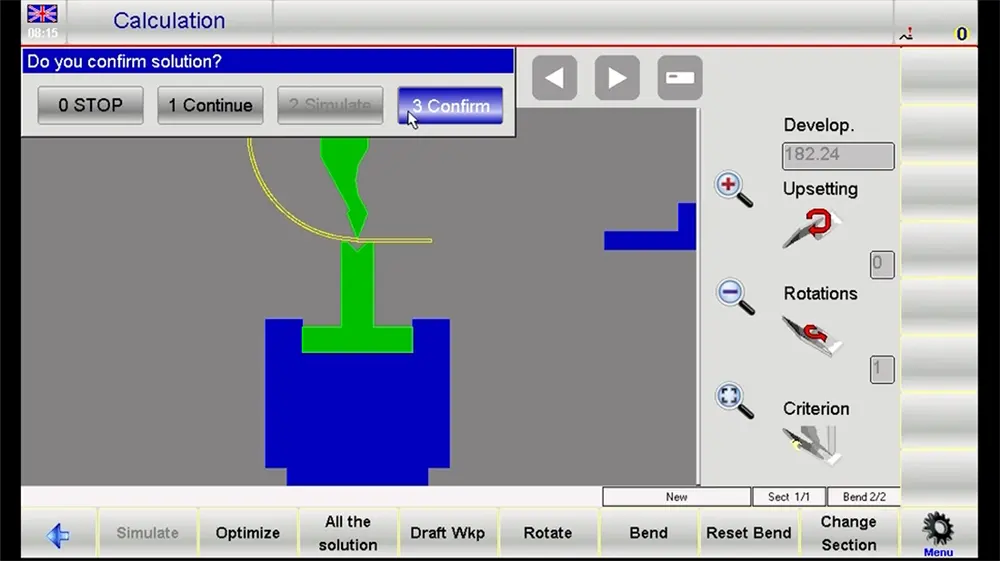
- Simulieren und überprüfen Sie das Programm
Führe die Simulation aus, bevor du den Auftrag an die Maschine schickst. Dies ist eine der wertvollsten Phasen im ESA S860 Press Brake-Workflow. Die Simulation hilft dem Bediener zu überprüfen, ob die Sequenz logisch ist, ob die Bauteilorientierung korrekt ist, und ob beim Biegen irgendwelche Störungen auftreten können.
Beim Rezensieren, Stellen Sie Folgendes sicher.:
• Bogenkontinuität über die gesamte Biegezone
• Mögliche Werkzeug-/Werkstückkollisionen
• Die Passform der Rückspur (Falls zutreffend) in der Folge
• Überfahrt oder Bewegungen, die möglicherweise nicht realistisch sind
• Zeichnung versus Konsistenz der endgültigen Form
Falls nötig, Geh zurück zu den vorherigen Schritten, und Anpassungen an Biegungsschritten oder Vergütungswerten vorzunehmen.
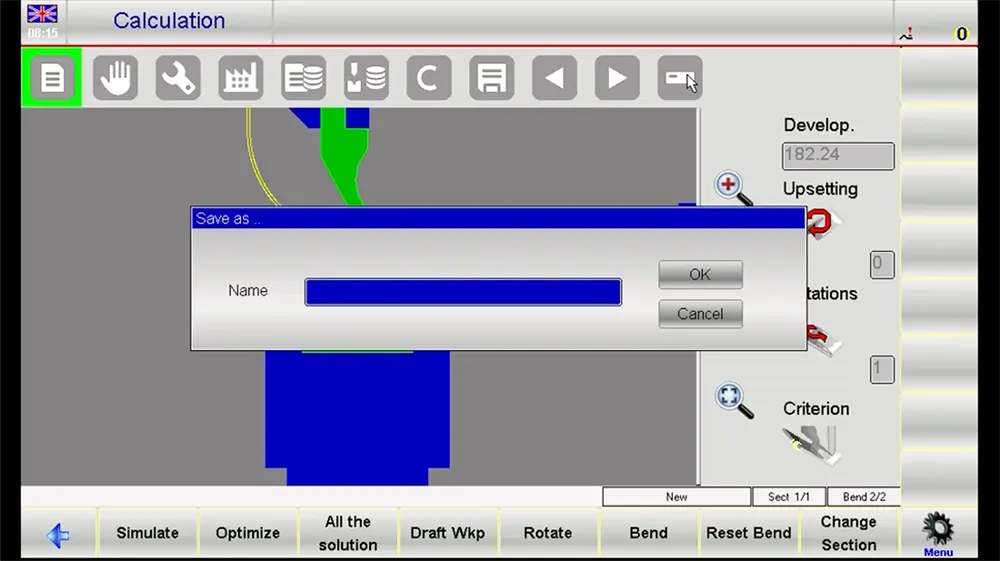
- Speichern und auf die Produktion vorbereiten
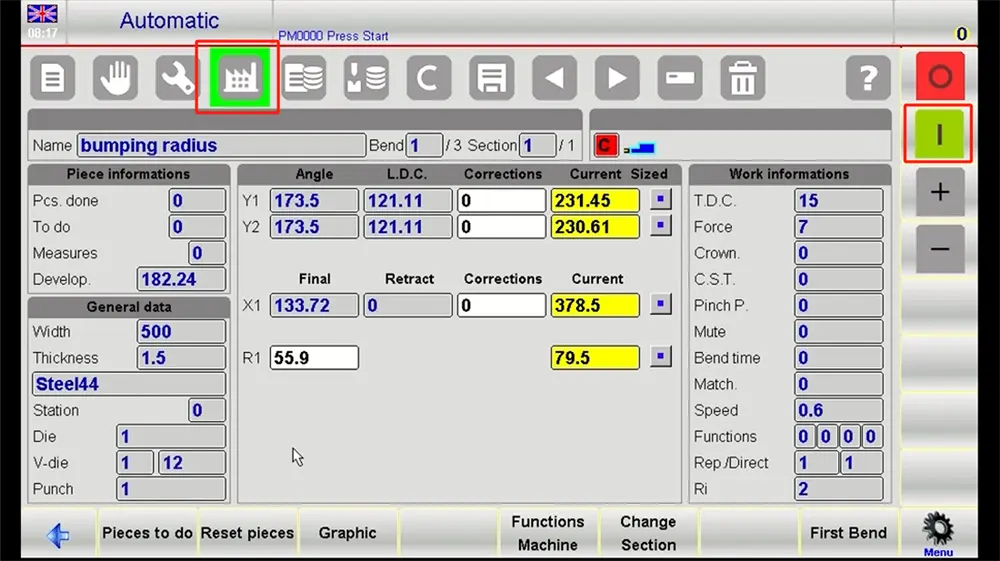
Sobald die Simulation bestätigt ist, Speichere das Programm mit einem klaren und identifizierbaren Teilenamen und einer Überarbeitung. Danach, Wechsel in den Betriebsmodus und Vorbereitung für einen ersten Stücklauf. Der Bediener sollte außerdem bestätigen, dass die Werkzeuge installiert sind, Das Material ist ausgerichtet, und die Maschine ist startbereit, bevor sie formt.
Detaillierte Schritte foder Numerische Programmierung oDIESER S860
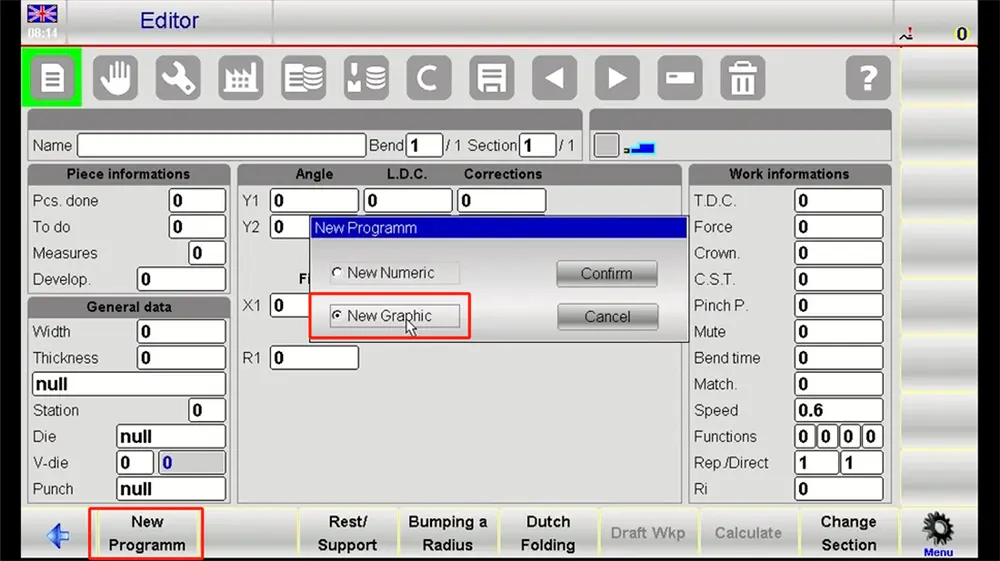
• Ein neues Programm erstellen
Im numerischen Modus, Beginnen Sie damit, eine neue Programmdatei zu erstellen. Geben Sie einen praktischen Programmnamen ein, der die zukünftige Abfindung erleichtert. Diese Methode ist nützlich für Operatoren, die eine direkte Parametereingabe bevorzugen oder einen Job aus dimensionalen Daten statt aus einem gezeichneten Profil erstellen müssen.
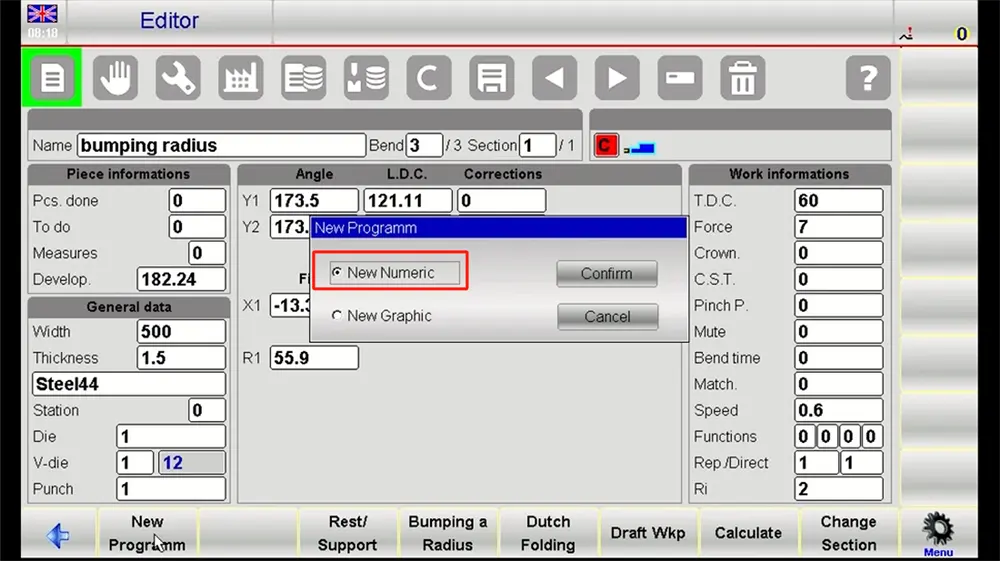
Für Anwendungen mit großem Radius, Definieren Sie den Jobtyp so, dass sie die tatsächlich verwendete Formmethode widerspiegelt.
• Materialdateneingabe
Hier kommt der Materialtyp hinzu, Dicke, und relevante Korrekturwerte. Dies ist die Grundlage des Programms. Wenn das Material eine bekannte Tendenz zum Rücksprung aufweist., Die Entschädigung sollte frühzeitig berücksichtigt werden, anstatt für wiederholte Testanpassungen an der Maschine zu warten.
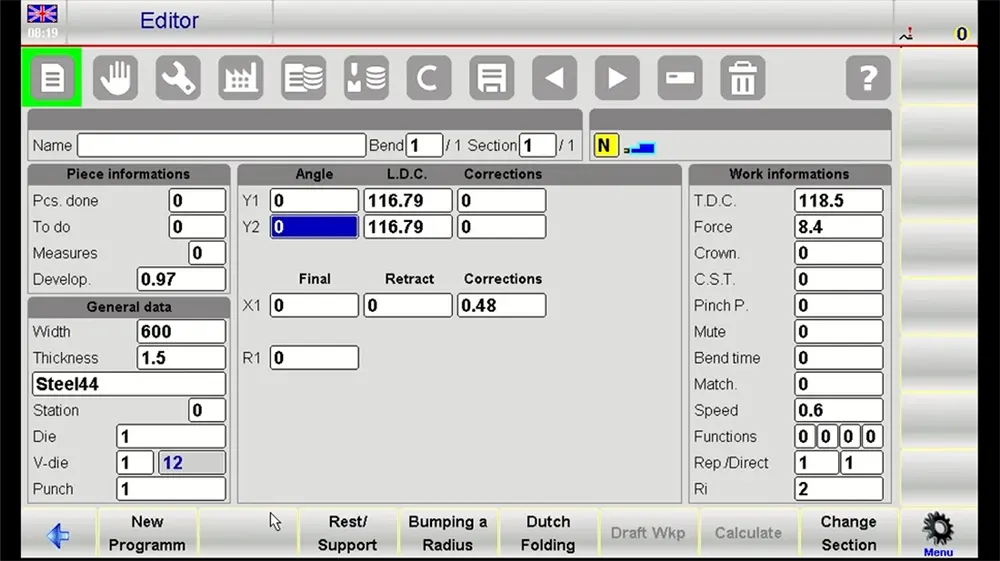
• Die Hauptbiegparameter festzulegen
Nächste, Eingabe der Kernbogendaten. Dies schließt in der Regel den Zielradius ein, Gesamtbiegewinkel, und effektive Biegelänge. Diese Werte sollten den technischen Zeichnungs- und Prozessanforderungen entsprechen.
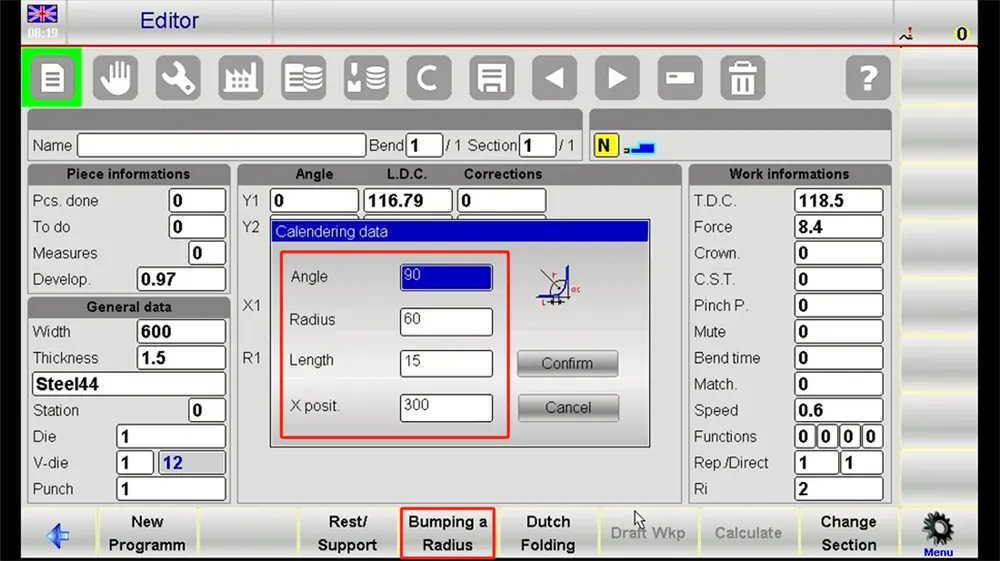
Die ESA S860 Press Brake nutzt diese Informationen, um die numerische Logik des Auftrags zu strukturieren. Die Genauigkeit beeinflusst hier direkt die Qualität der erzeugten Bend-Progression.
• Die Biegeschritte definieren
Teile den großen Radiusbogen in einzelne Umformungsschritte auf. Die Kurve kann auch durch eine Abfolge von gemessenen Winkelschritten gebildet werden, kombiniert mit zugehörigen Vorspeiseabständen. Die Schrittgröße hängt von Faktoren wie der Radiusgröße ab, Materialauswahl, Dicke, und den Oberflächenqualitätsstandard.
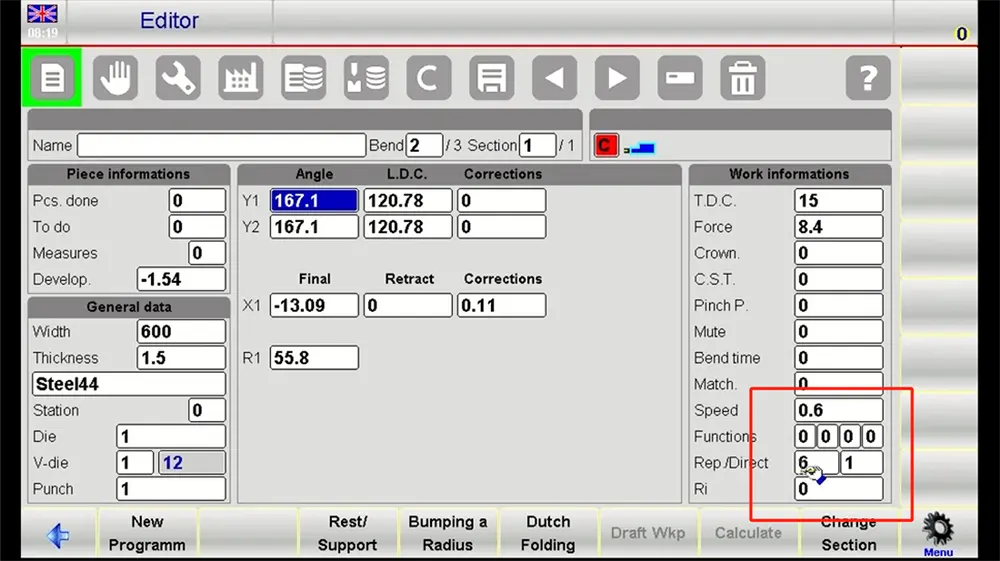
Ein besseres Ergebnis mit großem Radius entsteht meist durch ausgewogene Schrittplanung und nicht durch übermäßige Korrekturen nach Produktionsbeginn.
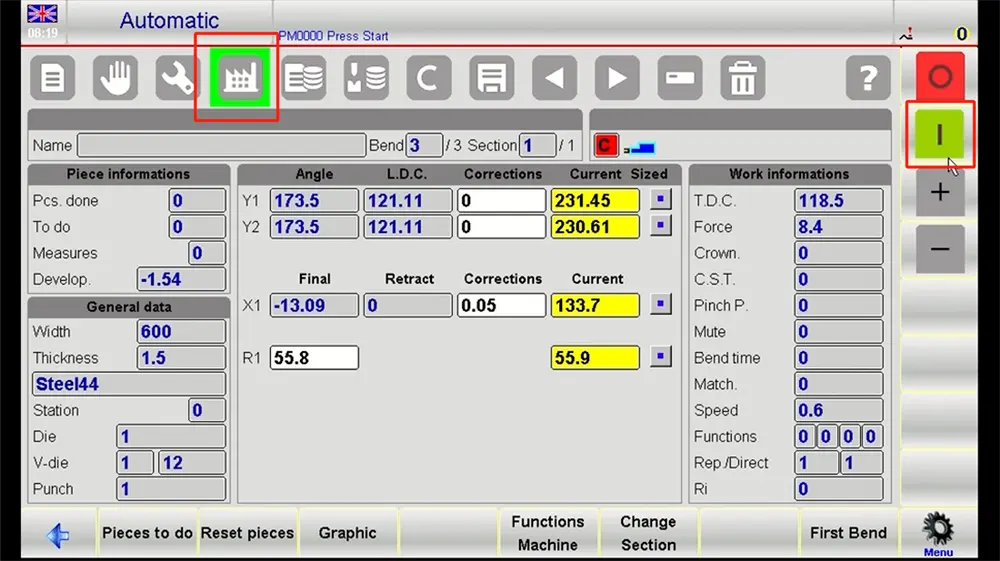
• Simulieren und optimieren
Verwenden Sie erneut die Simulationsfunktion der Steuerung, um das numerische Programm zu überprüfen. Behalten Sie Realismus und Kontinuitätsfragen im Hinterkopf. Sollte die Maschine Schwierigkeiten haben, bestimmte Schritte auszuführen, Lass die Simulation laufen, bevor du zur Pressbremse wechselst, und, bei schlechter Kontinuität des Bogens, Passen Sie sich an, bevor Sie weiterziehen.
• Speichern und ausführen
Sobald Sie das numerische Programm überprüft haben, Sie müssen das Programm in der Programmbibliothek der Maschine speichern. Dann schalten Sie in den Betriebsmodus und bereiten das erste Probestück vor.. Messen Sie den gebildeten Lichtbogen sorgfältig und vergleichen Sie ihn mit dem Zielwert. Kleine Verbesserungen können weiterhin erforderlich sein, aber ein gut aufgebautes ESA S860-Programm sollte die Korrektur auf der Werkstattfläche reduzieren.
Schlussfolgerung
Die ESA S860 Press Brake bietet Herstellern eine praktische und professionelle Plattform zur Verwaltung von Bogenbögen mit großem Radius sowohl durch grafische als auch numerische Programmierung. Für JS RAGOS-Nutzer, Ihr Wert liegt in der strukturierten Programmierung, Klarere Verifikation, und bessere Kontrolle über die vielen Variablen, die die Lichtbogenqualität beeinflussen, besser kontrollieren.
Wenn Operatoren einem disziplinierten Prozess folgen – Profilerstellung, Materialinput, Sequenzgenerierung, Simulation, und Erst-Piece-Validierung – sie können die Konsistenz verbessern, Reduzieren Sie verschwendete Aufbauzeit, und gleichmäßigere Lichtbogenergebnisse erzielen. In der realen Produktion, Das ist viel wichtiger, als nur ein Programm abzuschließen. Es unterstützt wiederholbare Biegleistung, Effizienterer Arbeitsablauf, und eine stärkere Grundlage für anspruchsvolle Fertigungsarbeiten.

