













板金曲げ機におけるESAコントローラー:機能とワークフロー
板金製造における精度はもはやプレスブレーキの機械的強度だけではありません。脳卒中を支配する知性の問題です。現代の製造業では、 ESAコントローラー CNC曲げ作業の世界的な標準として台頭し、複雑な3D CAD設計と物理部品の実行をつなぐ橋渡しを担っています。
板金曲げにおけるESAコントローラーとは何ですか?
ESAコントローラーはプレスブレーキ専用に設計された高性能CNCシステムで、複数軸の自動制御、角度計算、油圧補償を可能にします。3Dファイルのインポート、衝突防止のための曲げシーケンスのシミュレーション、材料のスプリングバックのリアルタイム補正管理を可能にすることで、曲げワークフローを簡素化します。
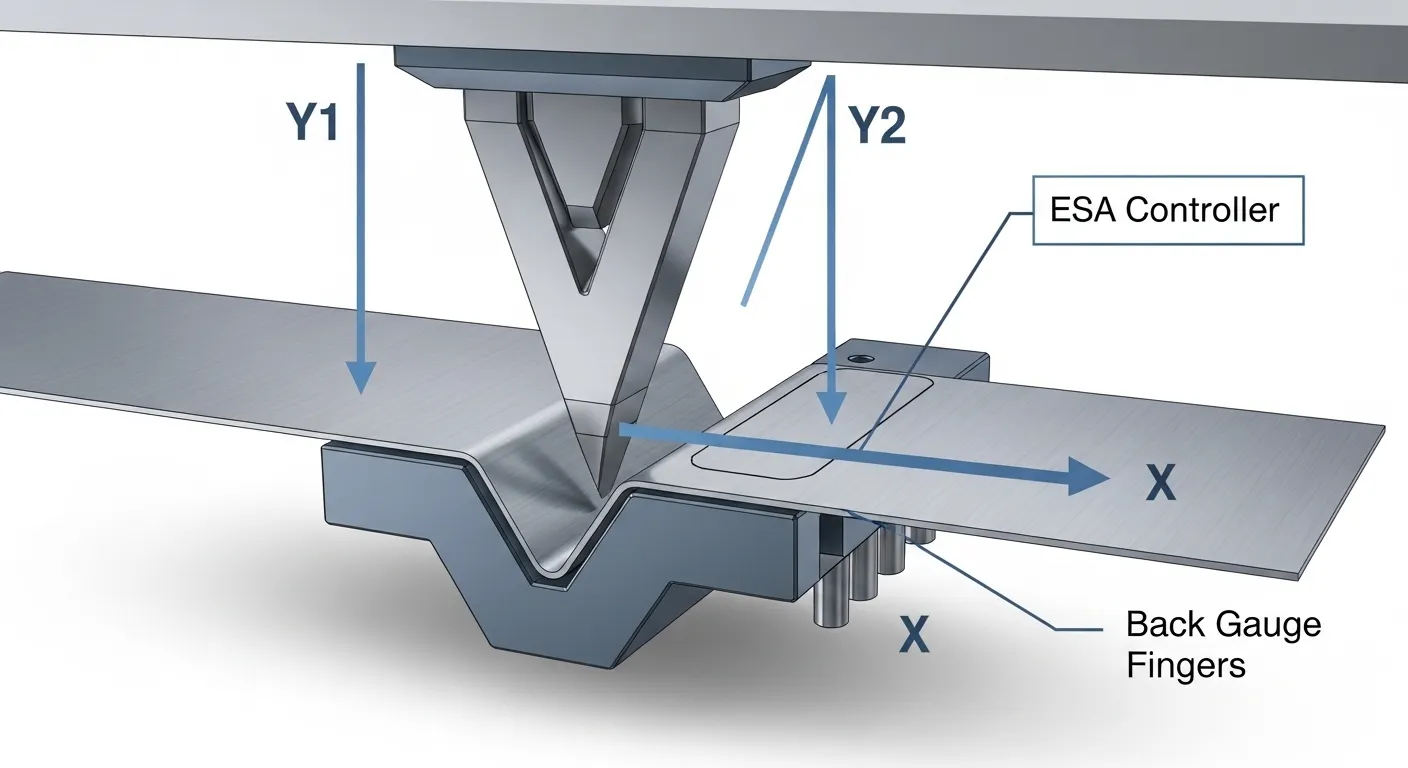
- 精密制御: Y1、Y2、および複数のバックゲージ軸(X、R、Z1、Z2)をミクロンレベルの精度で管理します。
- 使いやすいインターフェース: S600シリーズのような現代のモデルは、マルチタッチスクリーンと直感的な2D/3Dプログラミングを特徴としています。
- 効率: Features "Auto-Bending" sequences that calculate the most efficient tool paths to minimize setup time.
- 統合の頂点: 自動管理 プレスブレーキクラウニング 作業物全体にわたって一定の角度を確保するためです。
- 安全性と接続性: レーザー安全システムおよびIndustry 4.0プロトコルと統合し、遠隔診断を行います。
なぜESAコントローラーがCNCプレスブレーキの業界標準なのでしょうか?
ESAコントローラは、高度な計算能力と簡素化されたユーザーインターフェースのバランスを取っているため、メーカーに好まれています。手動曲げは曲げの減分やフランジ長を計算するために高度な技術を持つオペレーターが必要ですが、ESA CNCはこれらの計算を自動化し、人為的ミスの余地を減らし、スループットを向上させます。
For a B2B operation, the ROI of an ESA-equipped machine is found in the reduction of scrap material. Because the controller simulates the bend before the punch touches the metal, "first-part, right-part" production becomes a reality rather than a goal.
ESA CNCシステムの主な特徴

ESA S630、S640、S660などの現代的なESAコントローラーは、標準的なプレスブレーキを高精度の生産セルに変換する一連のツールを提供します。
多軸管理
コントローラーは基本的な3軸構成から複雑な8軸構成まで幅広く対応可能です。理解 8軸CNCプレスブレーキの意味 ここで非常に重要であり、ESAユニットはラム(Y1、Y2)の同期した動きと、バックゲージ(X、R、Z1、Z2)や前方支持アームの独立運動を調整しなければなりません。
2Dおよび3Dグラフィックプログラミング
オペレーターは画面上に直接部品を描画したり、DXF/STEPファイルをインポートしたりできます。ソフトウェアは自動的に図面の現像長を計算し、最適な曲げ順序を決定し、内部ライブラリから適切な工具を選択します。
リアルタイム角度補正
ESAコントローラはしばしばレーザー角度測定システムと連携します。材料の特性(硬度や厚さなど)がわずかに変わると、コントローラーは曲げの中間偏差を検出し、パンチの深さを調整して正確なターゲット角度を実現します。
技術的比較:ESAコントローラーモデル
| 特徴 | ESA S630(エントリー/ミッド) | ESA S640(上級) | ESA S660/S800(高級) |
| 陳列 | 10" Touch Screen | 15" Touch Screen | 19" Multi-Touch |
| マックス・アックス | 最大4 1 | 最大6 1 | 8から128まで |
| ビジュアル | 2Dグラフィックス | 2D/3Dグラフィックス | フル3Dシミュレーション |
| ベスト・フォー | ジョブショップ、シンプルな部品 | 大量生産 | 複雑な3Dジオメトリ |
| その | Windows組み込み | Windows 10/11 IoT | Windows 10/11 IoT |
ESAのワークフロー:CADから完成品まで
ESA搭載機械のワークフローは線形で失敗しないよう設計されており、ベテランの製造者から新しいオペレーターまで対応しています。
パートプログラミング
The operator either draws the part profile on the touchscreen or uploads a 3D file via USB or network. The ESA software analyzes the geometry and identifies potential "collision zones" where the metal might hit the machine frame or the tools.
工具選択
コントローラーは保存されたデータベースから最適なパンチ&ダイスを提案します。現在の工具で必要な曲げ半径が不可能な場合、コントローラーはサイクル開始前にオペレーターに通知します。
シミュレーションと最適化
足踏みペダルを踏む前に、オペレーターは曲げの3Dシミュレーションを表示します。ここで、 4軸対8軸CNCプレスブレーキ 明らかになる;ESAコントローラーは、機械ハードウェアが許す自由度に応じてバックゲージの位置を異なる方法で最適化します。
処刑と戴冠
曲がり始めると、ESAのコントローラーが必要な圧力を計算し、自動的に油圧クラウニングシステムを調整します。これにより、機械ベッドの自然なたわみを補正し、機械の中心部の角度が両端の角度と一致するようになっています。
実際の製造ケーススタディ
ケーススタディ:カスタムキャビネットの設置時間短縮
中規模の工業用エンクロージャーメーカーは手動プレスブレーキを使用していました。複雑な8曲げキャビネットドアの設置時間は45分で、1回のランで平均3個のスクラップピースが作れました。JSRAGOSプレスブレーキにESA S640コントローラーと3Dオフラインプログラミングを組み合わせて切り替えると、セットアップ時間は10分に短縮されました。3Dシミュレーションでは設計段階で衝突問題が特定され、スクラップをほぼゼロに減らし、日産量を35%増加させました。
ケーススタディ:精密航空宇宙ブラケット
高強度アルミニウムおよびステンレス鋼を扱ったTier 2の航空宇宙サプライヤーは、材料の反発の違いにより部品の15%が品質検査に失敗していることを発見しました。彼らはESA S660コントローラーとレーザー角度追従システムを統合していました。ESAコントローラーは、すべての曲がり角に対してリアルタイムで深度調整を行いました。拒否率は0.5%を下回り、同社は毎月12,000ドル以上の特殊合金の無駄を節約しました。
よくある質問
Yes, ESA controllers are popular for retro-fitting. However, it requires upgrading the hydraulic valves to proportional valves and installing compatible linear encoders to ensure the controller can actually "talk" to the machine hardware.
もちろんです。ほとんどの最新のESAユニット(S600シリーズ以降)はイーサネットポートとWiFiを備えており、リモート技術サポート、機械監視、ERPシステムとの直接統合による生産指標の追跡が可能です。
インターフェースはアイコンベースで、タブレットの使用に非常に似ています。基本的な曲げの知識を持つオペレーターは、通常数時間で既存のプログラムを操作できるようになり、1日のトレーニングで新しい2Dプログラムを作成できます。
The ESA software includes a "Material Library." You input the tensile strength and thickness, and the controller automatically adjusts the bend deduction and pressure. You can also "fine-tune" these settings based on actual results to create a custom material profile for specific batches.
結論
The ESA controller is the "brain" that allows a sheet metal bending machine to reach its full potential. By automating the most difficult calculations and providing a visual safety net through 3D simulation, it ensures high OEE (Overall Equipment Effectiveness) and consistent part quality.
- 現在のスクラップ率を監査する: If you are losing more than 5% of your material to "test bends," upgrading to a CNC with an ESA controller is likely a high-ROI move.
- 軸のニーズを評価する: 部品が 8軸システム またはESA S630を搭載した4軸機で十分かどうかも考慮されます。
- デモのリクエスト: JSRAGOSチームに連絡して、ESAインターフェースのバーチャルデモンストレーションをご覧いただき、あなたの特定のDXFファイルがどのようにソフトウェアで処理されるか確認してください。

