













Wie man Produktprogrammierung mit einer Delem-Pressebremse meistert
Delem Press Brake Programmierung ist eine der wichtigsten Fähigkeiten im täglichen Biegen, da sie die Genauigkeit direkt beeinflusst, Wiederholbarkeit, Aufbaugeschwindigkeit, und die Effizienz des Bedieners. In vielen Werkstätten, Der Unterschied zwischen einem reibungslosen Produktionslauf und wiederholter Korrektur beginnt oft beim Controller.

Für Operatoren, Programmierer, und Produktionsleiter, Starke Programmiergewohnheiten sind genauso wichtig wie die Maschinenstruktur oder die Qualität der Werkzeuge. Ein gut programmiertes Teil hilft, Trial Bends zu reduzieren, Hält die Ordnung der Bending klar, und erleichtert es, stabile Ergebnisse über wiederholte Aufträge hinweg zu halten. Deshalb ist es nicht nur eine technische Aufgabe zu lernen, wie man eine Delem Press Brake richtig benutzt.. Es ist auch eine praktische Möglichkeit, den Durchsatz auf der Werkstattfläche zu verbessern.
Eintritt tder Programmmodus
Der erste Schritt bei der Arbeit mit einer Delem Press Brake ist der Eintritt in den Produkt- oder Programmmodus. Von diesem Bildschirm, Der Bediener kann ein neues Bauteilprogramm erstellen oder ein bereits gespeichertes Programm bearbeiten.
In normaler Produktion, Es gibt zwei gemeinsame Ausgangspunkte:
• Ein bestehendes Produkt aus der Produktübersicht öffnen
• Ein neues Programm für einen frischen Teil erstellen
• Bestätigen Sie die Produktdaten und die Werkzeugkonfiguration
• Betritt den Bend-Programmierungsbildschirm
Einmal in der Programmseite, Der Bediener kann die aktive Biegsequenz ansehen und mit dem Biegwahlschalter zwischen den Biege-Schritten wechseln. Dieses Layout erleichtert die Inspektion einer Biegung nach dem anderen, ohne die Gesamtstruktur des Programms aus den Augen zu verlieren.
Auf den meisten Delem-Schnittstellen, Die Seitentasten ermöglichen schnellen Zugriff auf die Hauptprogrammierbereiche. Dazu gehören oft die Hauptseite der Biegungsdaten, Der vollständige Bend-Tisch, Produkteigenschaften, Werkzeugwechsel, Biegeeinsatz, und Bumping-Funktionen. Bei korrekter Anwendung, Diese Abkürzungen sparen Zeit während der Programmierung und bei späteren Anpassungen bei Wiederholungen.
Verständnis tdie Hauptansichten des Programms
Ein Delem Press Brake-Programm wird üblicherweise über mehrere verbundene Ansichten verwaltet, anstatt über einen einzigen Bildschirm. Jede Ansicht erfüllt im Programmierprozess einen anderen Zweck.
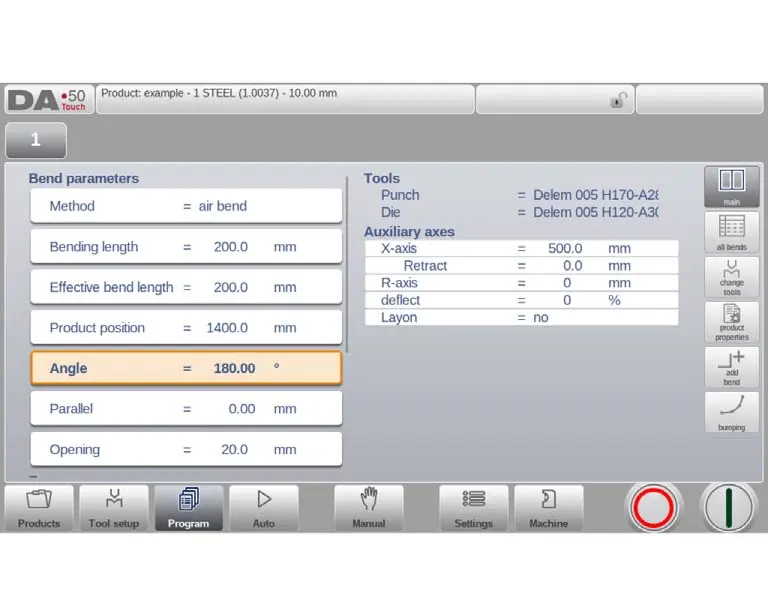
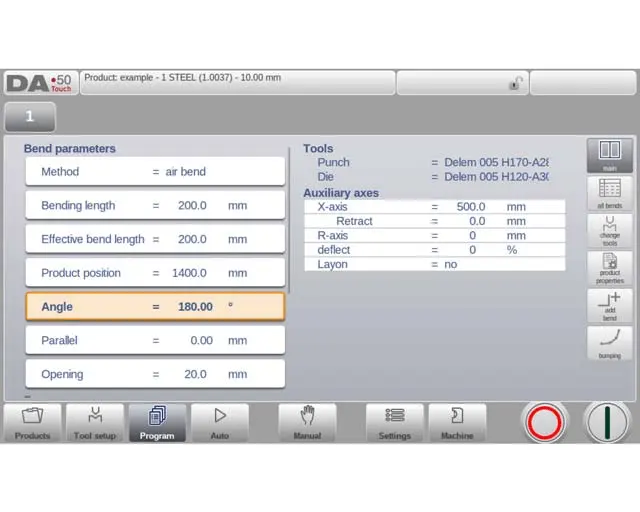
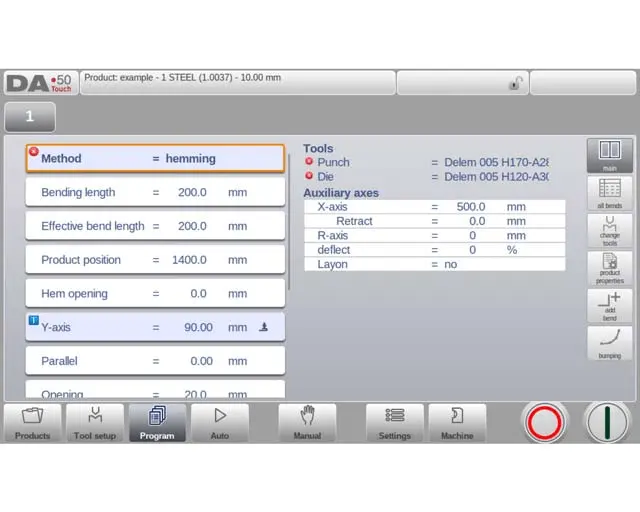
Die Hauptansicht zeigt, wo der Bediener den aktiven Biegungsschritt bearbeitet. Dies ist der Bildschirm, der am häufigsten während der anfänglichen Programmierung und Fehlersuche verwendet wird. Es zeigt die Primärwerte für die gewählte Biegung an und ermöglicht schnelle direkte Eingaben.
Die All Bends-Ansicht listet jeden Biegungsschritt in einer Tabelle auf, wodurch es einfacher ist, die vollständige Sequenz zu überprüfen, Vergleichen Sie Biegungen, ihre Reihenfolge neu ordnen, oder das vollständige Programm effizienter bearbeiten.
Die Produkteigenschaften-Seite speichert die grundlegenden Produktinformationen für das Teil. Diese Werte sind nicht nur an eine Biegung gebunden. Stattdessen, sie definieren den Teil als Ganzes, einschließlich Identifikations- und materialbezogener Informationen.
Der Werkzeugwechselbereich wird verwendet, wenn das Werkzeug für eine Biegung oder für das gesamte Programm aktualisiert werden muss. Dies wird besonders nützlich, wenn ein Job für eine andere Würfelöffnung überarbeitet wird, Lochprofil, oder Produktionsmethode.
Schlüsselparameter, die jede Biegung formen
Jeder Biegungsschritt in einem Delem Press Brake-Programm enthält eine Gruppe von Parametern, die bestimmen, wie die Maschine diese Biegung ausführt. Ein gründliches Verständnis dieser Werte hilft dem Bediener, die Einstellgeschwindigkeit zu verbessern und eine gleichmäßigere Biegeleistung zu erzielen.
- Biegemethode
Die gewählte Biegungsmethode verändert, wie die Maschine die Biegung berechnet und ausführt. Gängige Methoden sind Luftbiegen, Bottoming, und Säumung. Jede Methode erfordert unterschiedliche Logik für Strahlposition und Kraftverhalten.
Luftbiegung wird häufig für flexible Winkelprogrammierung verwendet, da die Maschine die erforderliche Y-Achsen-Tiefe entsprechend dem Zielwinkel berechnet. Das Bottoming drückt das Blech fester in die Matrize und hängt stärker von den Kraftbedingungen ab. Das Hemming wird verwendet, wenn der Flansch umgeklappt werden muss, daher muss die Balkenposition die Matrizenoberfläche und die Blechdicke berücksichtigen.
- Länge, Position, und Angle
Die Biegelänge ist wichtig, da sie den Kraftbedarf und die Berechnung der Kronung beeinflusst. Die effektive Biegelänge kann auch bei der Lastberechnung angewendet werden, wenn mehr als eine Biegelinie am Bauteil beteiligt ist.
Die Produktposition gibt die Bauteilposition in Z-Richtung in Bezug auf das Maschinenbezug an. Korrekte Positionierung hilft, die Ausrichtung bei längeren oder detaillierteren Programmen aufrechtzuerhalten.
Für winkelbasierte Programmierung, Der Zielwinkel ist einer der wichtigsten Einträge. Im Winkelmodus, Das System berechnet die Position des Strahls automatisch. Im Absolutpositionsmodus, Der Programmierer stellt die Biegetiefe direkt ein.
- Strahlbewegungseinstellungen
Mehrere Einstellungen steuern, wie sich der Balken während und nach der Biegung verhält:
• Stumm: Der Wechselpunkt vom schnellen Anflug zur Druckgeschwindigkeit
• Eröffnung: Die Lücke nach dem Biegen für eine leichtere Teilhandhabung
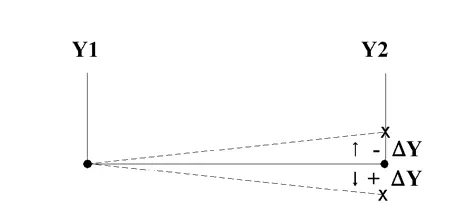
• Parallel: Korrektur zwischen der linken und rechten Zylinderseite
• Verweilzeit: Zeit am Biegepunkt halten
• Dekompression: Freigabedistanz nach dem Pressen
• Geschwindigkeit: Pressgeschwindigkeit während des Arbeitshubs
• Zersetzungsgeschwindigkeit: Geschwindigkeit während der Dekompressionsbewegung
Diese Werte können zunächst sekundär erscheinen, Aber in der realen Produktion beeinflussen sie die Konsistenz stark, Fahrkomfort, und Zykluseffizienz.
Zusätzliche Funktionen, die die Flexibilität verbessern
Ein Delem Press Brake-Controller verfügt außerdem über Stufenfunktionen, die Bedienern helfen, komplexere Produktionsbedingungen zu bewältigen.
Wiederholungseinstellungen erlauben es, eine Biegung zu überspringen oder mehrmals zu wiederholen. Dies kann in Spezialformlogik oder Kettenmechaniken nützlich sein.
Die Warte-auf-Einzieh-Einstellungen steuern, ob der Strahl sofort weiterläuft oder pausiert, bis die Rückziehaktion abgeschlossen ist. Dies verbessert die Koordination zwischen Strahlbewegung und Eichbewegung.
Schrittcodes bestimmen, wann neue Parameterwerte aktiv werden. Je nach Programmierlogik, Eine Wertänderung kann bei Dekompression wirksam werden, Stummstellung, Oberer Totpunkt, oder durch ein externes Signal. Verzögerungszeit kann auch hinzugefügt werden, wenn eine kurze Pause vor Beginn des nächsten Schrittes benötigt wird.
Diese Funktionen werden in einfachen Jobs nicht immer verwendet, Aber sie werden wertvoll, wenn man fortgeschrittene Sequenzen handhabt oder maschinelle Bewegungen sorgfältiger integriert.
Verwaltung von Produkteigenschaften and Werkzeugdaten
Eine gute Programmorganisation beginnt mit sauberen Produktdaten. An einer Delem-Pressbremse, die Produkteigenschaftenseite ermöglicht es dem Bediener, die Bauteil-ID zu definieren, Produktbeschreibung, Blechdicke, Materialtyp, und Winkelauswahlmodus.
Diese Informationen sind aus mehreren Gründen wichtig. Erste, Dadurch ist die Programmbibliothek leichter durchsuchbar. Zweitens, es unterstützt korrektes Berechnungsverhalten. Drittes, Es hilft dem nächsten Bediener, die Aufgabe zu verstehen, ohne jede Biegung neu zu öffnen.
Werkzeugdaten sind ebenso wichtig. Die Werkzeuge der realen Maschine müssen mit dem zugewiesenen Stanz- und Stanzen für das Programm korrelieren. Der Bediener kann eine Werkzeugänderung vornehmen, indem er entweder einen Biege-Schritt oder das gesamte Programm modifiziert, Je nachdem, wie es die Produktion beeinflusst.
Je nach Maschinenkonfiguration, Einige der folgenden Punkte können zutreffen: Hilfsachsendaten, Rückzugsdistanzen, Achsengeschwindigkeiten, und Liegeoptionen. Wenn diese richtig programmiert sind, Die Bewegung des Backgauge wird stabiler und besser an den realen Handhabungsprozess angepasst.
Benutzend tEr beugt alle Blicke effizienter
Der All-Bends-Bildschirm gibt einen vollständigen Tabellenüberblick über das Programm. Dies ist oft der schnellste Ort, um einen mehrstufigen Teil zu bearbeiten, da der Bediener so die Biegsequenz als Ganzes überprüfen kann.
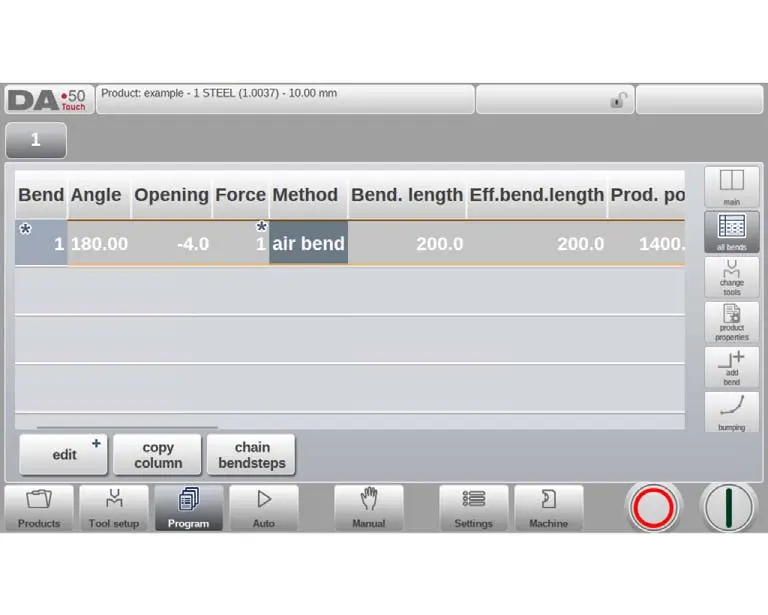
Von hier aus, Der Bediener kann in der Regel:
• Eine neue Biegung einfügen.
• Markiere eine Kurve für die Aktion
• Eine unerwünschte Biegung löschen
• Eine Biegung an eine andere Position verschieben
• Zwei Biegungen tauschen
• Kopiere einen Spaltenwert auf alle Biegungen
• Kettenbieg-Schritte mit Wiederholungs- und Versatzeinstellungen
Für längere Programme, Diese Sichtweise ist oft praktischer, als jeweils eine Biegung zu bearbeiten. Sie beschleunigt die Sequenzkorrektur und verringert das Risiko, einen Schritt zu übersehen.
Verwendung von Bumping foder Arbeit mit großem Radius
Eine nützliche Funktion an einer Delem Press Brake ist das Stoßen. Dies verwandelt einen normalen Biegungsschritt in eine Reihe kleinerer Biegungen, die einen großen Radius erzeugen.
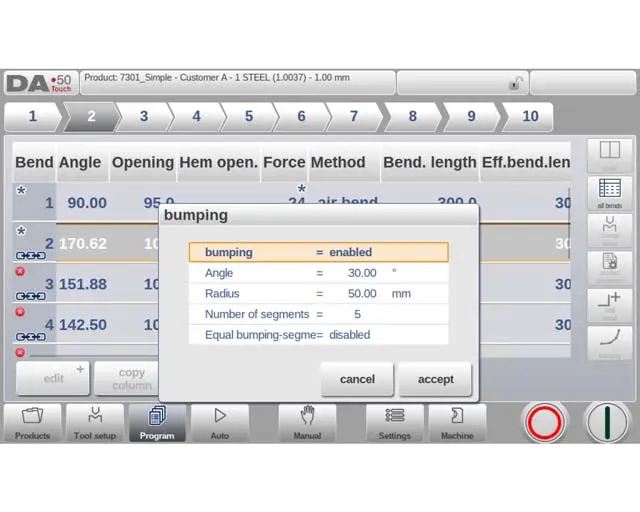
Statt einer scharfen Kurve, Der Regler teilt die Form in mehrere Segmente auf. Der Operator kann den Winkel definieren, Zielradius, und Anzahl der Segmente. Mehr Segmente erzeugen in der Regel einen glatteren Radius, Allerdings erfordern sie möglicherweise auch eine kleinere Chipöffnung und mehr Maschinenzeit.
Einige Steuerungen erlauben auch gleichmäßige Segmentgrößen, während andere kleinere erste und letzte Segmente für eine natürlichere Kurve verwenden. Diese Eigenschaft ist besonders nützlich für Radiusarbeiten, bei denen Aussehen und Formkontinuität eine Rolle spielen.
Programmiersymbole korrekt lesen
Während der Programmierung, Der Controller kann Symbole anzeigen, die dem Bediener helfen zu verstehen, was in der Programmlogik passiert.
Ein Informationssymbol bedeutet in der Regel einen Wert, der geändert wurde, weil ein anderer verwandter Parameter zuerst bearbeitet wurde. Das Sternsymbol zeigt an, dass der programmierte Wert vom berechneten Wert abweicht. Ein Fehlersymbol zeigt an, dass mit dem Programm etwas nicht stimmt (zum Beispiel, eine Biege-Methode, die nicht den zugewiesenen Werkzeugen entspricht).
Diese Grafiken vereinfachen die Arbeit erheblich. Betreiber können möglicherweise Inkonsistenzen früher finden und sie vor der Produktion beheben.
Häufig gestellte Fragen
• Wie kann ich die Programmiergenauigkeit bei einer Delem-Pressebremse verbessern?
Achten Sie auf die Hauptparameter und sehen Sie, wie der Controller die korrelierten Werte neu berechnet. Beim Speichern des Programms, Überprüfen Sie die Biegemethode, Winkel, Werkzeug, und Material
• Ist es besser, jeweils eine Biegung zu bearbeiten oder die vollständige Tabelle zu verwenden?
Für kleine Teile, Einzel-Bieg-Schnitt reicht oft aus. Für die meisten mehrstufigen Operationen, Der All-Bends-Tisch ist in der Regel schneller und bietet den besten Überblick über die gesamte Operation.
• Wann sollte ich Bumping verwenden??
Wenn das Teil einen größeren Radius statt einer einzigen scharfen Biegung benötigt,, Stoßen ist die geeignete Methode. Das gilt besonders für ästhetische Aspekte, Paneele, die gebogen sind, und im Falle eines glatteren Profils.
Schlussfolgerung
Das Programmieren eines Delem Press Brake Well zu lernen bedeutet nicht nur, Werte auf einem Bildschirm einzugeben. Es geht darum, die Biegmethode zu verstehen, werkzeugbestückung, Balkenbewegung, und die Sequenzlogik arbeitet in der tatsächlichen Produktion zusammen. Sobald dieses Verständnis Teil der täglichen Praxis wird, Die Programmierung geht schneller, Korrekturen werden kleiner, und wiederkehrende Aufträge werden leichter zu bewältigen.
Für Hersteller, die auf stabile Qualität und bessere Bedienereffizienz abzielen, Hier zahlt sich gutes Controller-Wissen aus. Bei JS RAGOS, Wir sehen Delem-basierte Programmierung Als wichtiger Bestandteil der modernen Biegeleistung, da eine genaue Softwarelogik genaue Maschinenergebnisse unterstützt.

