













كيفية إتقان برمجة المنتجات باستخدام مبحلة ضغط دلم
برمجة دلم برس بريك هي واحدة من أهم المهارات في عمل الانحناء اليومي لأنها تؤثر مباشرة على الدقة, التكرار, سرعة الإعداد, وكفاءة المشغل. في العديد من الورش, الفرق بين التشغيل السلس للإنتاج والتصحيح المتكرر غالبا يبدأ من وحدة التحكم.

للمؤثرات, المبرمجون, ومديري الإنتاج, عادات البرمجة القوية تهم بقدر أهمية هيكل الآلة أو جودة الأدوات. جزء مبرمج جيدا يساعد في تقليل الانحناء التجريبي, يحافظ على ترتيب الانحناء واضحا, ويجعل من السهل الحفاظ على نتائج مستقرة عبر الوظائف المتكررة. لهذا السبب، تعلم كيفية استخدام دلم بريس كبيك بشكل صحيح ليس مجرد مهمة تقنية. كما أنها طريقة عملية لتحسين معدل النقل في أرض الورشة.
الدخول tوضع البرنامج
الخطوة الأولى في العمل مع Delem Press Brake هي الدخول في وضع المنتج أو البرنامج. من هذه الشاشة, يمكن للمشغل بناء برنامج جزء جديد أو تحرير برنامج محفوظ بالفعل.
في الإنتاج العادي, هناك نقطتا بداية مشتركتان:
• فتح منتج موجود من نظرة عامة على المنتج
• إنشاء برنامج جديد لجزء جديد
• تأكيد بيانات المنتج وإعداد الأدوات
• ادخل شاشة برمجة الانحناء
بمجرد دخولها إلى صفحة البرنامج, يمكن للمشغل عرض تسلسل الانحناء النشط والتحرك بين خطوات الانحناء باستخدام محدد الانحناء. يسهل هذا التخطيط فحص منعطف واحد في كل مرة دون فقدان رؤية هيكل البرنامج العام.
في معظم واجهات ديلم, توفر الأزرار الجانبية وصولا سريعا إلى مناطق البرمجة الرئيسية. غالبا ما تشمل هذه الصفحة الرئيسية لبيانات الانحناء, طاولة الانحناء الكامل, خصائص المنتج, تغييرات الأدوات, إدخال الانحناء, ودوال الاصطدام. عند الاستخدام الصحيح, توفر هذه الاختصارات الوقت أثناء البرمجة وأثناء التعديلات اللاحقة عند إعادة العمل.
الفهم tوجهات نظر البرمجة الرئيسية
عادة ما يدار برنامج ديلم بريس بريك من خلال عدة عروض متصلة بدلا من شاشة واحدة. كل عرض يخدم غرضا مختلفا في عملية البرمجة.
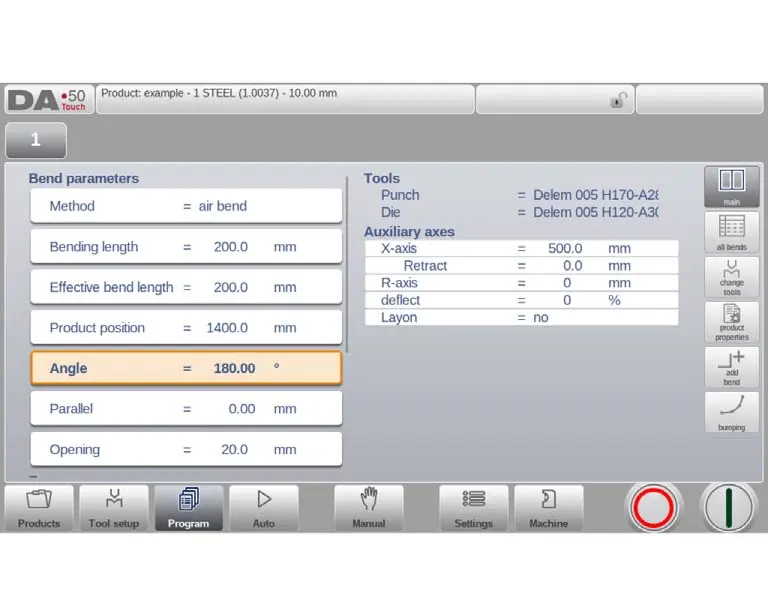
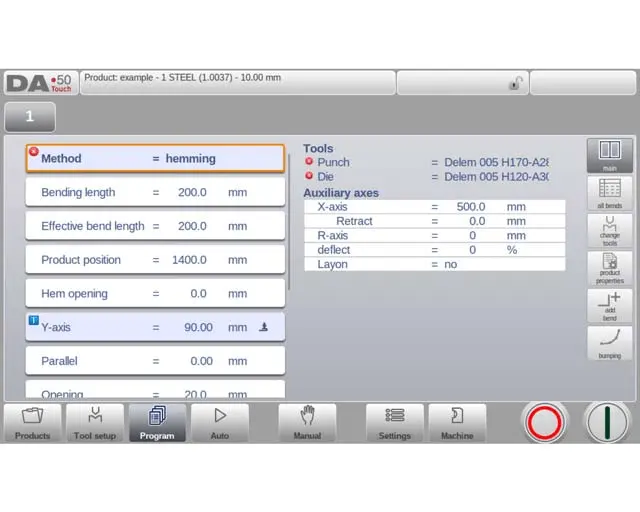
العرض الرئيسي هو حيث يقوم المشغل بتحرير خطوة الانحناء النشطة. هذه هي الشاشة التي تستخدم غالبا أثناء البرمجة الأولية واستكشاف الأخطاء. تظهر القيم الأساسية للانحناء المختار وتسمح بإدخال مباشر سريع.
عرض All Bends يسرد كل خطوة انحناء في الجدول, مما يسهل مراجعة التسلسل الكامل, قارن بين الانحناءات, أعيدوا ترتيب ترتيبهم, أو تحرير البرنامج الكامل بشكل أكثر كفاءة.
تحتفظ صفحة خصائص المنتج بالمعلومات الأساسية للمنتج للجزء. هذه القيم ليست مرتبطة فقط بانحناءة واحدة. بدلا من ذلك, هم يعرفون الجزء ككل, بما في ذلك المعلومات المتعلقة بالتعريف والمواد.
تستخدم منطقة تغيير الأداة عندما تحتاج الأدوات إلى تحديث لمنحنية واحدة أو للبرنامج الكامل. يصبح هذا مفيدا بشكل خاص عندما يتم تعديل مهمة لفتح قالب مختلف, ملف اللكمة, أو طريقة الإنتاج.
المعايير الرئيسية التي تشكل كل انحناء
كل خطوة انحناء داخل برنامج Delem Press Brake تحتوي على مجموعة من المعايير التي تحدد كيف سيؤدي الجهاز ذلك الانحناء. فهم هذه القيم بشكل كامل يساعد المشغل على تحسين سرعة الضبط وتحقيق أداء ثني أكثر ثباتا.
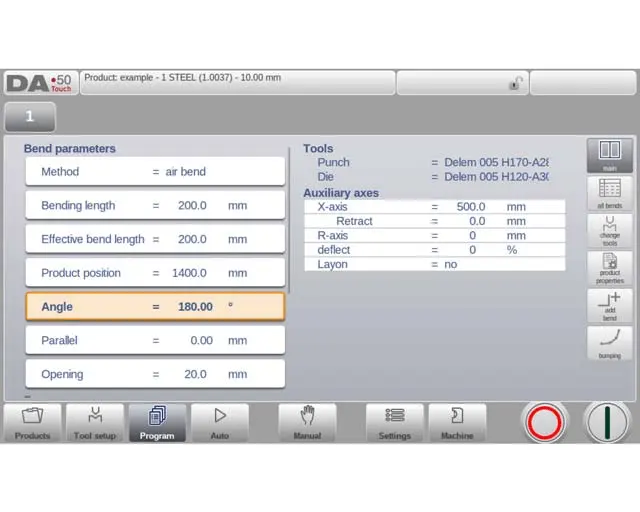
- طريقة الانحناء
طريقة الانحناء المختارة تغير طريقة حساب وتنفيذ الآلة للانحناء. تشمل الطرق الشائعة التحكم في الهواء, القفز المنخفض, والحواف. كل طريقة تتطلب منطقا مختلفا لتحديد موضع الشعاع وسلوك القوة.
يستخدم ثني الهواء عادة في برمجة الزوايا المرنة لأن الجهاز يحسب عمق محور Y المطلوب وفقا لزاوية الهدف. التثبيت القاعي يدفع الورقة بقوة أكبر إلى داخل القالب ويعتمد بشكل أكبر على ظروف القوة. يستخدم الهامنج عندما يجب طي الحافة, لذا يجب أن يأخذ موضع الشعاع في الاعتبار سطح القالب وسمك الصفيحة.
- طول, الموقع, و Angle
طول الانحناء مهم لأنه يؤثر على طلب القوة وحساب التوج. يمكن أيضا تطبيق طول الانحناء الفعال في حساب الحمل عندما يكون هناك أكثر من خط انحناء في الجزء.
يحدد موقع المنتج موقع الجزء في اتجاه Z بالإشارة إلى بيانات الآلة. يساعد التموضع الصحيح في الحفاظ على المحاذاة خلال البرامج الأطول أو الأكثر تفصيلا.
للبرمجة القائمة على الزوايا, زاوية الهدف هي واحدة من أهم المدخلات. في وضع الزاوية, يقوم النظام بحساب موقع الشعاع تلقائيا. في وضع الموضع المطلق, يقوم المبرمج بتحديد عمق الانحناء مباشرة.
- إعدادات حركة الشعاع
تتحكم عدة إعدادات في كيفية تصرف الشعاع أثناء وبعد الانحناء:
• صامت الصوت: نقطة التحول من الاقتراب السريع إلى سرعة الضغط
• الافتتاح: الفجوة بعد الثني لتسهيل التعامل مع الأجزاء
• متوازي: التصحيح بين جانبي الأسطوانة الأيسر والأيمن
• وقت التوقف: ثبت الوقت عند نقطة الانحناء
• تخفيف الضغط: مسافة التحرير بعد الضغط
• السرعة: سرعة الضغط أثناء حركة العمل
• سرعة التحلل: السرعة أثناء حركة تخفيف الضغط
قد تبدو هذه القيم ثانوية في البداية, لكن في الإنتاج الحقيقي تؤثر بشكل كبير على الاتساق, راحة التحكم, وكفاءة الدورة.
وظائف إضافية تحسن المرونة
تتضمن وحدة تحكم Delem Press Brake أيضا وظائف على مستوى الخطوات تساعد المشغلين على التعامل مع ظروف الإنتاج الأكثر تعقيدا.
إعدادات التكرار تسمح بتخطي أو تكرار الانحناء عدة مرات. يمكن أن يكون هذا مفيدا في منطق التشكيل الخاص أو عمليات السلسلة.
إعدادات انتظار السحب تتحكم فيما إذا كان الشعاع يستمر فورا أو يتوقف حتى يكتمل إجراء السحب. هذا يحسن التنسيق بين حركة الشعاع وحركة العدادات.
رموز الخطوات تحدد متى تصبح قيم المعلمات الجديدة نشطة. اعتمادا على منطق البرمجة, قد يحدث تغيير في القيمة عند فك الضغط, وضع الكتم, نقطة موت علوية, أو عبر إشارة خارجية. يمكن أيضا إضافة وقت تأخير عند الحاجة إلى توقف قصير قبل بدء الخطوة التالية.
هذه الدوال لا تستخدم دائما في الوظائف البسيطة, لكنها تصبح ذات قيمة عند التعامل مع التسلسلات المتقدمة أو عند دمج حركة الآلة بعناية أكبر.
إدارة خصائص المنتج aبيانات أداة nd
يبدأ تنظيم البرامج الجيد ببيانات منتجات نظيفة. على فرامل ضغط دلم, تسمح صفحة خصائص المنتج للمشغل بتعريف معرف الجزء, وصف المنتج, سمك الصفائح, نوع المادة, ووضع اختيار الزاوية.
هذه المعلومات مهمة لأسباب عدة.. أولا, هذا يجعل مكتبة البرامج أسهل للبحث. ثانيا, يدعم سلوك الحساب الصحيح. الثالث, يساعد المشغل التالي على فهم المهمة دون إعادة فتح كل خطوة منعطف.
بيانات الأدوات مهمة بنفس القدر. يجب أن تتوافق أدوات الآلة الحقيقية مع الأداة المخصصة للبرنامج. يمكن للمشغل إجراء تغيير في الأدوات عن طريق تعديل خطوة انحناء واحدة أو البرنامج بأكمله, اعتمادا على كيفية تأثيره على الإنتاج.
اعتمادا على تكوين الجهاز, قد تنطبق بعض الخيارات التالية: بيانات المحور المساعد, مسافات السحب, سرعات المحور, وخيارات التثبيت. عندما يتم برمجة هذه الأنظمة بشكل صحيح, تصبح حركة العداد العكسي أكثر استقرارا وأكثر توافقا مع عملية التعامل الحقيقية.
استخدام tهو يغير الرؤية بكفاءة أكبر
تعرض شاشة الانحناءات الكاملة جدول كامل للبرنامج. غالبا ما يكون هذا أسرع مكان لتحرير جزء متعدد الخطوات لأنه يسمح للمشغل بمراجعة تسلسل الانحناء ككل.
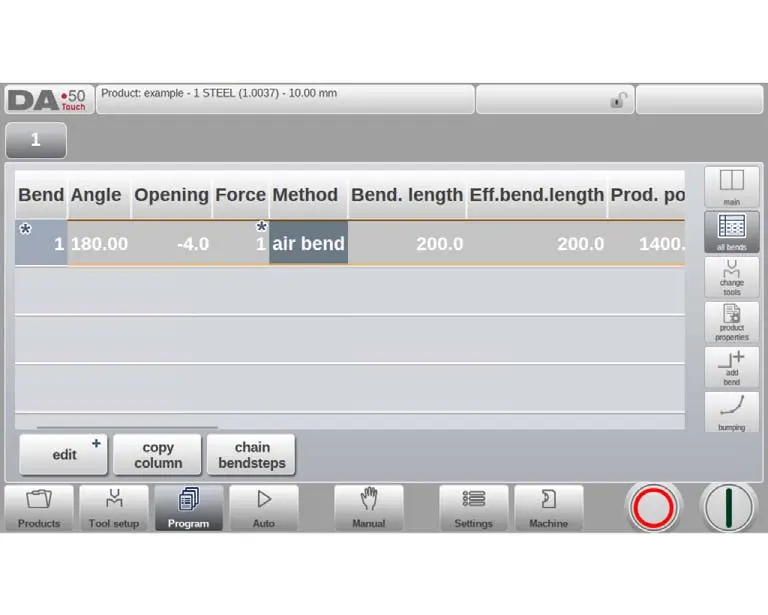
من هنا, يمكن للمشغل عادة أن يفعل ذلك:
• إدخال منعطف جديد
• ضع علامة على الانحناء للحركة
• حذف انحناء غير مرغوب فيه
• تحريك منعطف إلى موقع آخر
• تبديل منعطفين
• نسخ قيمة عمود واحد إلى جميع الانحناءات
• خطوات انحناء السلسلة مع إعدادات التكرار والإزاحة
للبرامج الأطول, غالبا ما يكون هذا الرأي أكثر عملية من تعديل منعطف واحد في كل مرة. يجعل تصحيح التسلسل أسرع ويقلل من خطر تجاهل خطوة.
استخدام الارتطام fأو العمل بنطاق واسع
إحدى الوظائف المفيدة في مبحلة دلم بريس هي الاصطدام. يحول هذا خطوة الانحناء العادية إلى سلسلة من الانحناءات الصغيرة التي تستخدم لإنشاء نصف قطر كبير.
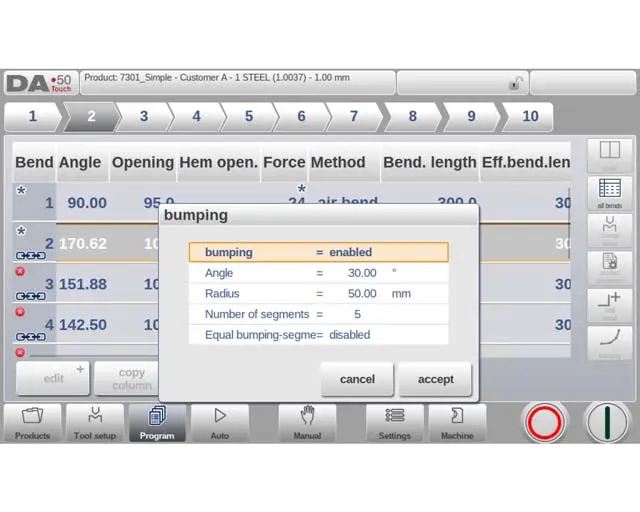
بدلا من انحناءة حادة واحدة, يقسم المتحكم الشكل إلى عدة أجزاء. يمكن للعامل تحديد الزاوية, نصف قطر الهدف, وعدد المقاطع. عادة ما تخلق المزيد من المقاطع نصف قطر أكثر نعومة, على الرغم من أنها قد تتطلب أيضا فتحة قالب أصغر ووقت ماكينة أطول.
بعض الضوابط تسمح أيضا بنفس حجم المقاطع, بينما يستخدم آخرون مقاطع أصغر أولى وأخيرة لمنحنى أكثر طبيعية. هذه الميزة مفيدة بشكل خاص في العمل بنصف القطر حيث يكون المظهر واستمرارية الشكل مهما.
قراءة رموز البرمجة بشكل صحيح
أثناء البرامج, قد يعرض المتحكم رموزا تساعد المشغل على فهم ما يحدث داخل منطق البرنامج.
عادة ما يعني رمز المعلومات قيمة تغيرت لأن معلمة ذات صلة تم تحريرها أولا. يشير رمز النجمة إلى أن القيمة المبرمجة تختلف عن القيمة المحسوبة. يشير رمز الخطأ إلى أن هناك خطأ ما في البرنامج (على سبيل المثال, طريقة ثني لا تتوافق مع الأدوات المخصصة).
هذه الرسومات تبسط العمل كثيرا. قد يتمكن المشغلون من اكتشاف التناقضات في وقت أبكر وحلها قبل بدء الإنتاج.
الأسئلة المتداولة
• كيف يمكنني تحسين دقة البرمجة على فرامل الضغط من ديلم?
انتبه للمعاملات الرئيسية وشاهد كيف يعيد المتحكم حساب القيم المترابطة. عند حفظ البرنامج, تحقق من طريقة الانحناء, زاوية, الأداة, والمادة
• هل من الأفضل تعديل انحناءة واحدة في كل مرة أم استخدام الجدول الكامل?
للأجزاء الصغيرة, غالبا ما يكون التحرير بمنحنى واحد كافيا. لمعظم العمليات متعددة الخطوات, عادة ما تكون طاولة الانحناء الشاملة أسرع وتوفر أفضل نظرة عامة على العملية بأكملها.
• متى يجب أن أستخدم الbumping?
إذا كان الجزء يتطلب نصف قطر أكبر بدلا من انحناء حاد واحد, الاصطدام هو الطريقة المناسبة. وهذا ينطبق بشكل خاص على الأجزاء الجمالية, الألواح المنحنية, وفي حالة الحاجة إلى ملف أكثر نعومة.
الخاتمة
تعلم برمجة فرامل دلم ليس فقط بإدخال القيم على الشاشة. الأمر يتعلق بفهم كيفية استخدام طريقة الانحناء, تولنج, حركة الشعاع, ومنطق التسلسل يعملان معا في الإنتاج الفعلي. بمجرد أن يصبح هذا الفهم جزءا من الممارسة اليومية, البرمجة تصبح أسرع, تصبح التصحيحات أصغر, وتصبح الوظائف المتكررة أسهل في الإدارة.
للمصنعين الذين يهدفون إلى جودة مستقرة وكفاءة أفضل للمشغلين, هنا تبدأ المعرفة الجيدة بالتحكم في العائد. في شبيبة راغوس, نرى برامج قائمة على دلم كجزء مهم من أداء الانحناء الحديث لأن منطق البرمجيات الدقيق يدعم نتائج الآلة الدقيقة.

