













Consigli per gli stampi di un fornitore di macchine freno a pressione personalizzate
Attraversa un'officina di produzione molto trafficata e vedrai due linee che utilizzano componenti simili su macchine simili, Eppure solo uno centra l'angolo al primo tentativo. La differenza non è la fortuna- È un lavoro di attrezzatura. La giusta combinazione di chip a V, Pugni, Profili a collo d'oca, Set di pieghe, e un clamp affidabile mantiene gli angoli stabili, Accelera i cambi di servizio, e protegge i costi. JS RAGOS, come fornitore di macchine per freni a pressione personalizzate, aiuta i team a scegliere strumenti che riflettono la produzione reale, Non una demo bend perfetta.

Perché la scelta degli strumenti è una decisione strategica
Gli utensili influiscono sulla precisione della piegatura, Tempo di ciclo, e costo totale di proprietà. Piccole discorrispondenze- un'apertura a dado troppo stretta, un raggio di punta che non corrisponde all'impronta, o un'altezza dell'utensile che non coincide con il tuo clamp- creare una catena di problemi: Deriva angolare, Segni superficiali, Rilavorazione non pianificata, e allestimenti più lunghi. Non sono casi limite; Si presentano nel lavoro quotidiano, Dalle custodie in acciaio inox spazzolato alle spesse staffe in acciaio dolce. Un fornitore di macchine freni a pressione personalizzate dovrebbe collegare ogni raccomandazione di strumento ai tuoi materiali, Geometria delle parti, Capacità della macchina, e routine operatorie così ottieni risultati ripetibili senza aggiustamenti costanti.
Presso JS RAGOS, Consideriamo gli utensili come un sistema. Geometria, Durezza, Finitura superficiale, Stile di serraggio, Incoronazione, e i programmi CNC devono allinearsi. Iniziamo con l'applicazione, Eseguire i campioni di bend per confermare il comportamento, e verifica la compatibilità con le specifiche del freno a pressione. Questo approccio stabilizza la qualità e migliora la capacità senza costringere a un muro di strumenti raramente usati.
- Allineamento di materiali e spessore
Scegli strumenti che corrispondano a come il materiale si piega, Non solo lo spessore nominale. Alcune regole pratiche aiutano:
- Usa un'apertura a V adeguata per la piegatura dell'aria. Come base, Molte officine iniziano intorno a 8 volte lo spessore del materiale per gli acciai comuni, Spostandosi verso 6- 8x per alluminio più morbido e 9- 10x per l'acciaio inox per ridurre la marcatura e la forza.
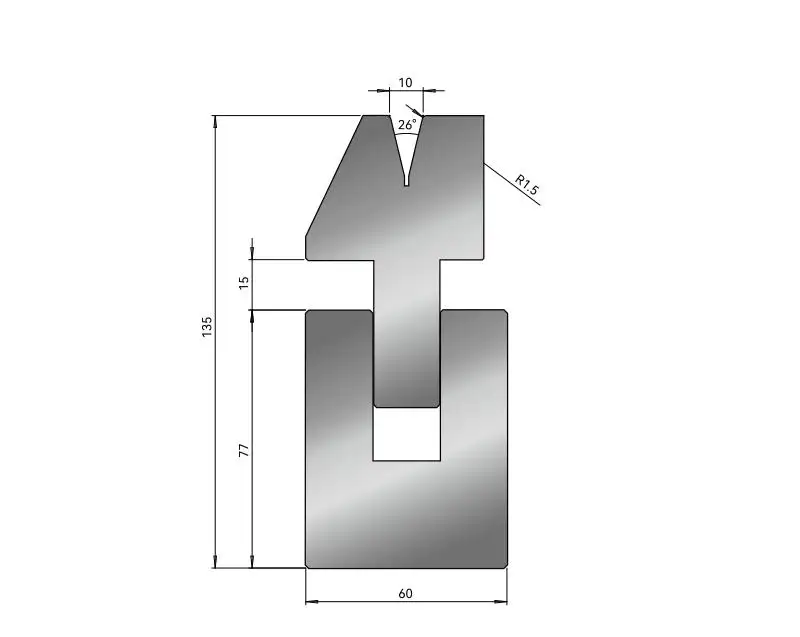
- Aspettati che il raggio interno nella flessione dell'aria sia approssimativo a V/6. Se il disegno richiede un raggio controllato maggiore, Seleziona un die più grande o un raggio dedicato invece di sovraccaricare il punch.
- Scegli acciai per utensili più resistenti e superfici di lavoro lucidate per i gradi in acciaio inossidabile e ad alta resistenza. Le finiture lisce aiutano a prevenire infortuni e danni estetici su materiali spazzolati o anodizzati.
- Direzione del mind grain. La piegatura sulla venatura spesso riduce il rischio di crepe su lastre laminate a freddo e ad alta resistenza, Soprattutto per le lunghezze di flange quasi minime.
- Proteggi i calibri sottili con utensili puliti, Lubrificazione leggera dove consentito, o film sacrificali per evitare che si graffino. I detriti sulla faccia del dado trasmetteranno direttamente in una parte altrimenti perfetta.
- Controllo di angolo e raggio
Lascia che il bersaglio di piega dettà la geometria e il processo dell'utensile, non il contrario:
- La flessione dell'aria è versatile ed economica, ma richiede una corretta compensazione del retrocesso. Standardizzare su un piccolo set di stampi e punch rende queste correzioni prevedibili tra i lavori.
- Il bottoming o il coniing possono offrire angoli più stretti su parti specifiche, Ma controlla il tonnellaggio e considera l'usura degli utensili. Utilizzare questi metodi selettivamente per tolleranze critiche o raggi molto piccoli.
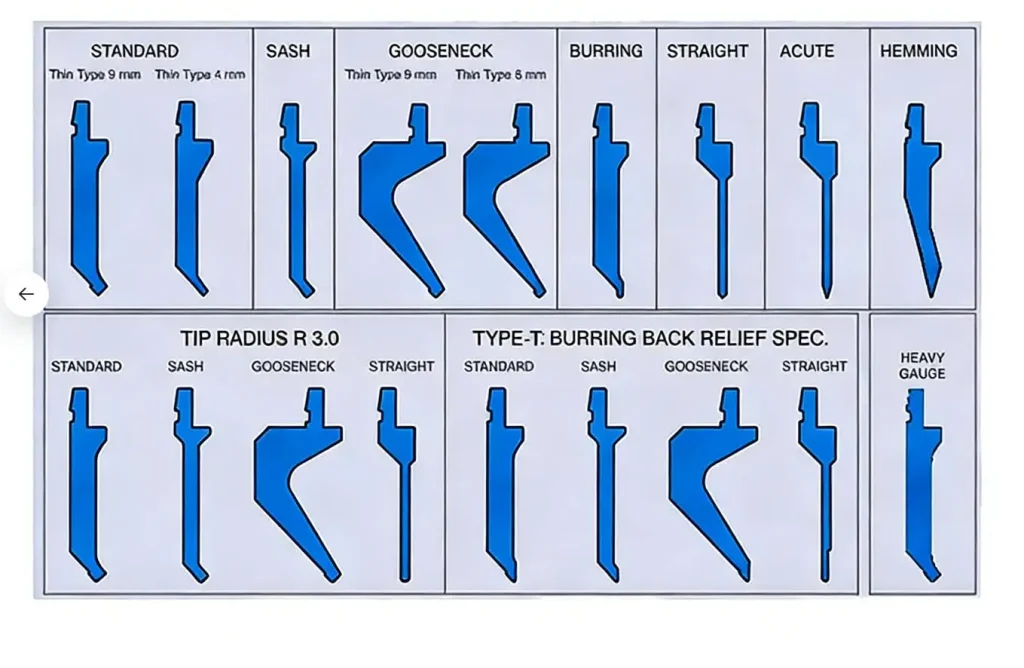
- I punzoni a collo d'oca sono essenziali quando flange di ritorno o forme profonde collidono con profili standard. Offrono spazio libero senza compromettere l'angolo del bersaglio.
- Gli strumenti per orlo e piegatura permettono pieghe a basso raggio, orli, e il lavoro in scatola. Pianifica un processo in due fasi: prima la piega acuta, Poi appiattire. Questo evita di sovraccaricare il materiale e mantiene puliti i bordi.
- Osserva la lunghezza minima della flangia. Assicurati che la flangia si incastri completamente sull'apertura del die e liberi il muso del punch. Un semplice controllo della stampa e una curvatura precoce del test fanno risparmiare tempo e rottami in seguito.
- Compatibilità tra macchine e utensili
Il miglior utensile fallisce se non si adatta al freno a pressione o al flusso di lavoro. Valida le basi prima di impegnarti:

- Conferma tonnellaggio, Lunghezza del letto, e la lunghezza massima di flessione rispetto al materiale e alla scelta del die. Manometri più pesanti e aperture a V più piccole spingono rapidamente la forza verso l'alto; Rimani all'interno dell'involucro della tua macchina.
- Abbina lo stile e l'altezza dello strumento al tuo sistema di serraggio (Americana, Europeo, Wila/Trumpf). Alture disordinate portano a calze, Incoerenza angolare, e passaggi più lenti.
- Verifica dell'autorizzazione: Valuta la luce del giorno, Altezza massima aperta, e corsa efficace per strumenti alti e forme profonde. Se l'autorizzazione è insufficiente, Riordina le curve o seleziona un profilo che aumenti lo spazio.
- Protocollo di allineamento: allinea i colpi e le muoie prima di ogni lotto. La conferma con sensore e un coupon di prova rilevano la deriva angolare e riducono il rischio di danni degli utensili.
- Alta prontezza di mixaggio: Implementa una serratura a cambio rapido standardizzata per il tuo sistema di utensili. Alture standardizzate e sedute ripetibili permettono cambi di turno sotto i 10 minuti.
- Analisi del supporto: conferma la portata del retrocalibro e il supporto delle dita per pezzi lunghi e sottili; Un supporto inadeguato determina la variabilità dell'angolo.
- Precisione, Tolleranze, e manutenzione
Tolleranze strette richiedono superfici pulite, Forza costante, e geometria sana:
- Pulire gli utensili dopo ogni lavoro. Chip e scala si incorporano nelle facce dei mandri, causando usura irregolare e segni visibili.
- Ispeziona i bordi funzionanti per eventuali graffi, Punti piatti, o scheggiatura. Rileviga o sostituisci prima che compaiano difetti nei pezzi.
- Verifica il parallelismo di coronamento e ramo su un programma. Una semplice curva di prova lungo tutta la lunghezza e un controllo di drittia mantengono gli angoli uniformi da sinistra a destra.
- Conserva gli attrezzi asciutti e supportati. Ruggine e deformazione distruggono silenziosamente la precisione; I rack etichettati per altezza e profilo aiutano gli operatori a prendere rapidamente l'attrezzo giusto.
- Costruisci una libreria di springback tramite materiale, Spessore, e angolo del bersaglio. Documentare i dati reali dell'officina riduce le curve delle sperimentazioni e accelera le approvazioni di primo sesto.
Come JS RAGOS, un fornitore di macchine freni a pressione personalizzate, Porta risultati
JS RAGOS fornisce un portafoglio di strumenti e un modello di supporto progettati per la realtà produttiva. Forniamo die-V per intervalli di spessore comuni, Punzoni a profilo singolo e multiprofilo, Strumenti a collo d'oca per curve profonde, Set pieghevoli e di orlo per lavori a scatola e orli, e sistemi di serraggio che rendono i cambi costanti e veloci. I nostri ingegneri validano le raccomandazioni rispetto ai tuoi materiali, Bersagli di piega, e capacità della macchina, con un'enfasi sulla durata, Finitura superficiale, e ripetibilità- Quindi la tua prima parte sembra la tua millesima.
- Perché il nostro modo funziona sul pavimento?
•Iniziamo con i tuoi pezzi e materiali, Poi scegli strumenti che rendano buoni angoli ripetibili.
• Ci assicuriamo dello stile, Altezza, e le morsette si adattano al freno, e il tuo CNC e il backgauge non opporranno l'allestimento.
• Le forme e le finiture degli utensili mantengono angoli stretti per tutti gli spostamenti, con semplici punte a molla per ogni materiale.
•Attrezzi robusti, Cura semplice, Vita più lunga.
• Punzoni e matrici speciali per scatole profonde, spazio stretto, e strani raggi che proteggono ancora il pezzo.
•Ti aiutiamo a allestire, Operatori di carrozze, e arriva in fretta quando hai bisogno di aiuto.
- Problemi che risolviamo
• Configurazioni lunghe: I dies standard per spessore, Stesse altezze di pugno, Morsetti a cambio rapido, quindi niente più spessori.
• Deriva angolare: Allineati all'inizio, Incoronazione fissata per lo spessore, Cambia gli attrezzi prima che ti mordano.
• Segni sulle parti belle: Stampi Lucidati, Pellicola protettiva, V più grandi per ammorbidire i bordi.
•Gli attrezzi non si adattano alla macchina: Facciamo un audit una volta e eliminiamo i problemi di sedili e angolazioni.
•Non riesco a trovare gli attrezzi: 5S, Etichette, Colori, e codici QR così i passaggi continuano a muoversi.
- Un esempio veloce: Un negozio alternava tra 1.2 alloggiamenti in acciaio inox spazzolato mm e 4.0 Bracket mm HRPO. Gli operatori combattevano contro segni superficiali sull'acciaio inox e incoerenza angolare sulle parti più spesse. Con JS RAGOS come fornitore di macchine per freni a pressione personalizzate, adottarono un die a V lucidato per acciaio inox sottile (abbinata a pellicola protettiva), un dado generico per le staffe, Aggiunse un colpo a collo d'oca per liberare ritorni profondi, e passò a morsetti a cambio rapido adatti al loro standard per utensili. Le approvazioni per prima scelta sono arrivate più rapidamente, I cambi di turno divennero una routine, e i difetti estetici sono diminuiti.

Chiamata all'azione: Avvia un audit degli utensili
Se noti ritardi, pieghe incoerenti, o rielaborazione crescente, Un audit strutturato degli strumenti può resettare la tua base. JS RAGOS, come fornitore di macchine per freni a pressione personalizzate, Rivederò il tuo mix di materiale, Requisiti di curvatura, Inventario degli utensili, e allestimento delle macchine. Riceverai un piano utensile semplificato, Un controllo di compatibilità, e passaggi di manutenzione che proteggono precisione e velocità.
- Inizia con una revisione dell'applicazione per abbinare gli strumenti alle tue leghe e spessori dominanti.
- Segui con un workshop di preparazione per codificare l'allineamento, Clampaggio, e librerie angolari CNC- Cambi più brevi, Angoli più stabili.
- Pianifica un ciclo di manutenzione che definisca gli intervalli di pulizia e ispezione, Miglioramenti nell'archiviazione, e trigger di ricondizionamento per mantenere le tolleranze strette.
Trasforma la selezione degli utensili in un vantaggio competitivo. Partner con JS RAGOS- il tuo fornitore di macchine freni a pressione personalizzate- per ottenere una precisione affidabile, Velocità di rendimento più elevata, e un costo totale di proprietà più basso. Contatta il nostro team tecnico per iniziare il tuo audit e costruire un audit più prevedibile, Processo di formatura efficiente.

