













Astuces d’outillage du fournisseur de machine à frein à pression personnalisée
Traversez un atelier de fabrication très fréquenté et vous verrez deux lignes qui font tourner des pièces similaires sur des machines similaires, Pourtant, un seul atteint l’angle du premier coup. La différence n’est pas la chance- C’est de l’outillage. Le bon mélange de dés en V, Poinçons, Profils à cou de poule, Ensembles pliants, et un serrage fiable maintient les angles stables, Accélère les changements de vitesse, et protège les coûts. JS RAGOS, en tant que fournisseur de machines à frein à pression sur mesure, aide les équipes à choisir des outils qui correspondent à la production réelle, Pas une démonstration parfaite.

Pourquoi le choix des outils est une décision stratégique
L’outillage affecte la précision de la flexion, Temps de cycle, et coût total de possession. Petits décalages- une ouverture de dé trop serrée, un rayon de nez perforé qui ne correspond pas à l’empreinte, Ou une hauteur d’outil qui s’entrechoque avec votre serrage- créer une chaîne de problèmes: Dérive d’angle, Marques de surface, Refonte non planifiée, et des configurations plus longues. Ce ne sont pas des cas particuliers; ils apparaissent dans le travail quotidien, des boîtiers en inox brossé aux supports épais en acier doux. Un fournisseur de machine à frein à pression sur mesure devrait relier chaque recommandation d’outil à vos matériaux, Géométrie des pièces, Capacité machine, et des routines d’opérateur pour obtenir des résultats répétables sans ajustements constants.
À JS RAGOS, Nous traitons les outillages comme un système. Géométrie, Dureté, Finition de surface, Style de serrage, Couronnement, et les programmes CNC doivent s’aligner. Nous commençons par la demande, Exécuter des bends d’échantillon pour confirmer le comportement, et vérifiez la compatibilité avec les spécifications de votre frein à pression. Cette approche stabilise la qualité et améliore le débit sans forcer un mur d’outils rarement utilisés.
- Alignement des matériaux et des épaisseurs
Choisissez des outils qui correspondent à la façon dont le matériau se plie, pas seulement son épaisseur nominale. Quelques règles pratiques aident:
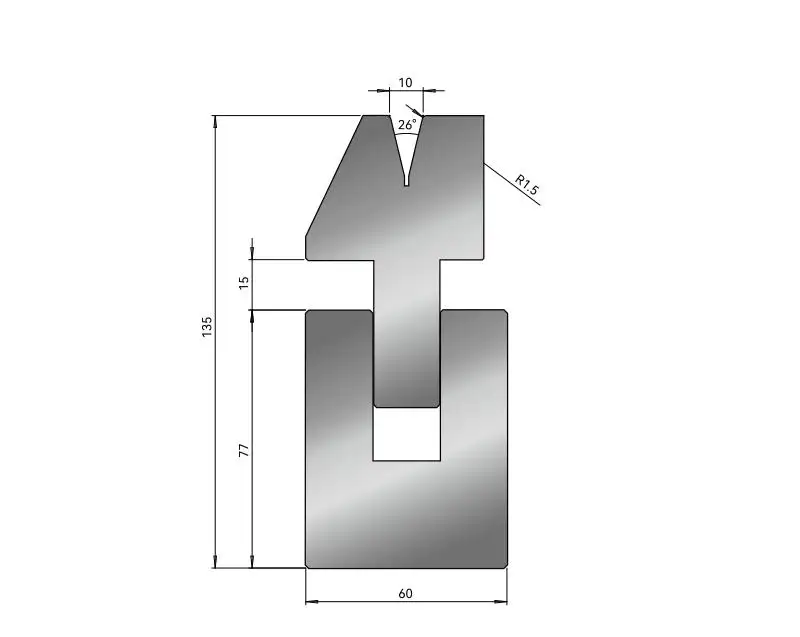
- Utilisez une ouverture appropriée en V pour la flexion de l’air. Comme référence, Beaucoup d’ateliers commencent autour de 8 fois l’épaisseur du matériau pour les aciers courants, En passant vers 6- 8x pour l’aluminium plus tendre et 9- 10x pour l’inox afin de réduire le marquage et la force.
- Attendez-vous à ce que le rayon intérieur dans la flexion de l’air soit proche de V/6. Si le dessin exige un rayon contrôlé plus important, Choisissez une puce plus grande ou un outil dédié à rayon plutôt que de forcer trop la poinçonne.
- Choisissez des aciers à outils plus résistants et des surfaces de travail polies pour les qualités inoxydables et haute résistance. Les finitions lisses aident à prévenir les irritations et les dommages esthétiques sur les matériaux brossés ou anodisés.
- Direction du grain de l’esprit. La flexion sur le fil réduit souvent le risque de fissures sur les feuilles laminées à froid et à haute résistance, Surtout pour les longueurs de bride proches des minima.
- Protégez les calibres fins avec des outils propres, lubrifiant léger lorsque cela est permis, ou des films sacrificiels pour éviter les éraflures. Les débris sur une face de dé se télégraphient directement dans une pièce par là parfaite.
- Contrôle d’angle et de rayon
Laissez la cible de flexion dicter la géométrie et le procédé de l’outil, Pas l’inverse:
- La maîtrise de l’air est polyvalente et économique mais exige une compensation précise du rebond. Standardiser sur un petit ensemble de matrices et de poinçons rend ces corrections prévisibles entre les tâches.
- Le bottoming ou le « frappage » peuvent offrir des angles plus serrés sur certaines pièces, Mais vérifiez le tonnage et prenez en compte l’usure des outils. Utilisez ces méthodes de manière sélective pour des tolérances critiques ou des rayons très petits.
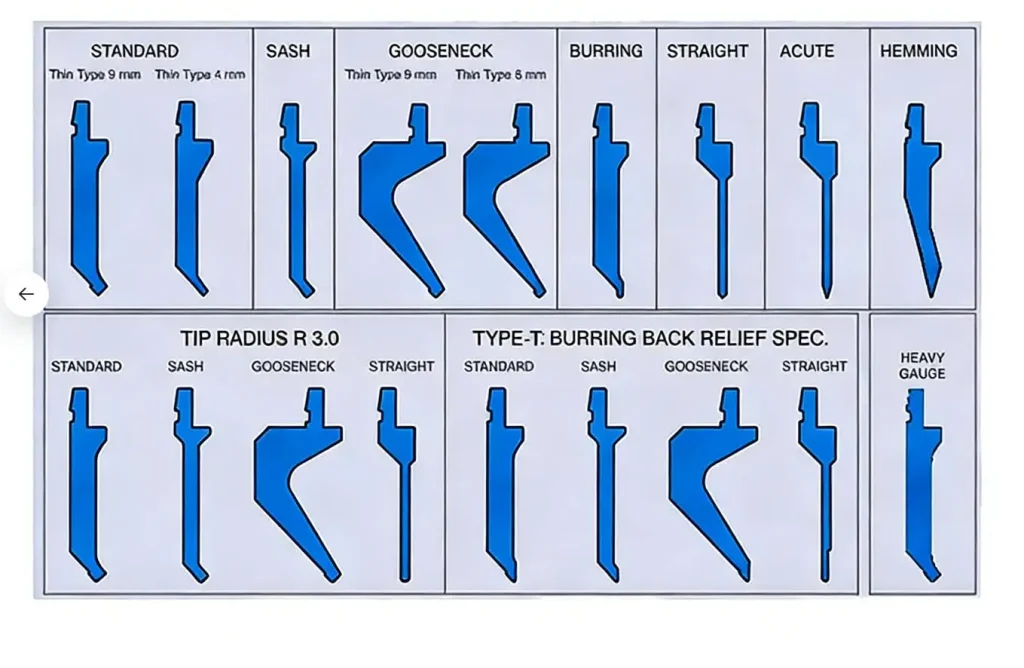
- Les poinçons à cou de gâche sont essentiels lorsque les brides de retour ou les coffrages profonds entrent en collision avec des profils standards. Ils offrent de la distance sans compromettre l’angle de la cible.
- Les outils d’ourlet et de pliage permettent des plis à faible rayon, ourlets, et le travail en boîte. Prévoyez un processus en deux étapes: Courbure aiguë en premier, puis aplatir. Cela évite de surcharger le matériau et maintient les bords propres.
- Montre la longueur minimale de la bride. Assurez-vous que la bride s’installe bien sur l’ouverture de la puce et dégage le nez du poinçon. Un simple contrôle de l’impression et un pliage précoce permettent de gagner du temps et de la ferraille plus tard.
- Compatibilité machines et outillages
Le meilleur outil échoue s’il ne convient pas à votre frein à pression ou au flux de travail. Validez les bases avant de vous engager:

- Confirmer le tonnage, Longueur du lit, et la longueur maximale de flexion par rapport au matériau et au choix du matrice. Des jauges plus lourdes et des ouvertures en V plus petites font monter rapidement la force; Restez dans l’enveloppe de votre machine.
- Assortissez le style et la hauteur de l’outil à votre système de serrage (Américain, Européen, Wila/Trumpf). Des hauteurs dépareillées entraînent des calaisons, Incohérence d’angle, et des changements de transition plus lents.
- Vérification de l’habilitation: Évaluer la lumière du jour, Hauteur maximale à dégagement, et un coup efficace pour les outilages hauts et les formes profondes. Si l’autorisation est insuffisante, Réordonner les courbes ou choisir un profil qui augmente l’espace.
- Protocole d’alignement: aligner les coups de poing et les morts avant chaque lot. La confirmation par tâton, ajoutée à un coupon d’essai, détecte la dérive angulaire et réduit le risque de dommages causés par l’outil.
- Préparation à haute mixage: Mettez en place un serrage à changement rapide standardisé à votre système d’outillages. Les hauteurs standardisées et les sièges répétables permettent des changements de vitesse en moins de 10 minutes.
- Analyse de support: Confirmez la portée de la dorse et le support des doigts pour les écarts longs et les gros calibres fins.; Un support inadéquat entraîne la variabilité de l’angle.
- Précision, Tolérances, et maintenance
Des tolérances strictes exigent des surfaces propres, Force constante, et géométrie saine:
- Nettoyez les outils après chaque travail. Les puces et les écailles s’incrustent dans les faces de la matrice, provoquant une usure inégale et des marques visibles.
- Inspectez les bords de travail pour détecter des égratignures, Taches plates, ou du sching. Meuler ou remplacer avant que des défauts n’apparaissent dans les pièces.
- Vérifier le couronnement et le parallélisme de la RAM selon un calendrier. Un simple test de courbe et un contrôle de la droite sur toute la longueur maintiennent les angles uniformes de gauche à droite.
- Conserver les outils au sec et en support. La rouille et la déformation détruisent discrètement la précision; Les racks étiquetés par hauteur et profil aident les opérateurs à saisir rapidement le bon outil.
- Construisez une bibliothèque de reprise à partir du matériau, épaisseur, et angle de la cible. Documenter les données réelles de l’atelier réduit les détours des essais et accélère les approbations des premiers.
Comment JS RAGOS, Fournisseur de machines à frein à presse personnalisées, Résultats
JS RAGOS propose un portefeuille d’outillages et un modèle de support conçus pour la réalité de la production. Nous fournissons des matrices en V pour les plages d’épaisseurs courantes, Poinçons à profil simple et multi-profils, Outils à cou de poule pour courbes profondes, Ensembles pliants et d’ourlets pour les boîtes et ourlets, et des systèmes de serrage qui rendent les changements de passage constants et rapides. Nos ingénieurs valident les recommandations concernant vos matériaux, Cibles de courbe, et capacité de la machine, avec un accent particulier sur la durabilité, Finition de surface, et la répétabilité- Donc ta première partie ressemble à ta 1 000e.
- Pourquoi notre façon fonctionne sur le sol?
•Nous commençons par vos pièces et matériaux, Ensuite, choisissez des outils qui rendent de bons angles répétables.
• Nous veillons à ce que le style soit, Taille, et les serre-joints s’adaptent à ton frein, et votre CNC et votre manomètre de fond ne résisteront pas à la configuration.
• Les formes et finitions des outils maintiennent des angles serrés à tous les déplacements, avec des embouts simples à ressort pour chaque matériau.
• Outils robustes, Simple Care, Vie plus longue.
• Des poinçons et matrices spéciaux pour boîtes profondes, Garde à gage serrée, et des rayons étranges qui protègent encore la pièce.
•Nous vous aidons à installer, Exploitants de voitures, Et viens vite quand tu as besoin d’aide.
- Problèmes que nous résolvons
• Configurations longues: Matrices standard par épaisseur, Même hauteur de poing, Clamps à changement rapide donc plus de cales.
• Dérive angulaire: alignez-vous au départ, Couronnement fixé pour l’épaisseur, Échange les outils avant qu’ils ne te mordent.
• Marques sur les jolies parties: Matrices polies, Film de protection, Des V plus grands pour adoucir les bords.
• Les outils ne conviennent pas à la machine: Nous auditons une fois et arrêtons les tracas d’assise et d’angle.
• Impossible de trouver des outils: 5S, Labels, Couleurs, et des QR codes pour que les changements continuent d’avancer.
- Un exemple rapide: Un magasin alternait entre 1.2 boîtiers en acier inoxydable brossé mm et 4.0 Supports mm HRPO. Les opérateurs combattaient les marques de surface sur l’inox et les incohérences d’angle sur les parties les plus épaisses. Avec JS RAGOS comme fournisseur de machines à frein à pression personnalisées, ils ont adopté un dé en V poli pour l’acier inoxydable fin (associé à un film protecteur), un dé polyvalent pour les supports, A ajouté un coup de poing en col d’oie pour dégager les retours profonds, et ils sont passés à des pinces à changement rapide adaptées à leur norme d’outil. Les approbations sont arrivées plus rapidement, Les changements de transition devinrent une routine, et les défauts esthétiques ont disparu.

Appel à l’action: Lancer un audit des outillages
Si vous constatez des retards, Courbes incohérentes, ou une refonte ascendante, Un audit structuré des outils peut réinitialiser votre base de référence. JS RAGOS, en tant que fournisseur de machines à frein à pression sur mesure, Je vais revoir votre mix de matériel, Exigences de courbure, Inventaire des outils, et la configuration des machines. Vous recevrez un plan d’outils simplifié, Un contrôle de compatibilité, et des étapes de maintenance qui protègent la précision et la rapidité.
- Commencez par une revue de l’application pour associer les outils à vos alliages et épaisseurs dominants.
- Suivez un atelier de préparation pour codifier l’alignement, Serrage, et bibliothèques d’angles CNC- Changements plus courts, Angles plus stables.
- Planifiez un cycle de maintenance qui définit les intervalles de nettoyage et d’inspection, Améliorations du stockage, et des déclencheurs de reconditionnement pour maintenir des tolérances serrées.
Transformer le choix des outils en un avantage concurrentiel. Partenariat avec JS RAGOS- votre fournisseur de machine à frein à pression personnalisée- pour obtenir une précision fiable, Débit plus rapide, et un coût total de possession plus faible. Contactez notre équipe technique pour commencer votre audit et construire un audit plus prévisible, Procédé de formage efficace.

