













カスタムプレスブレーキマシンサプライヤーからの工具のヒント
Walk through a busy fabrication shop and you'll see two lines running similar parts on similar machines, yet only one hits the angle on the first try. The difference isn't luck - it's tooling. The right mix of V-dies, punches, gooseneck profiles, folding sets, and reliable clamping keeps angles steady, speeds up changeovers, and protects cost. JS RAGOS, as a Custom Press Brake Machine Supplier, helps teams choose tooling that reflects real production, not a perfect demo bend.

なぜ工具の選択が戦略的な決定であるのか
Tooling affects bend accuracy, cycle time, and total cost of ownership. Small mismatches - an overly tight die opening, a punch nose radius that doesn't match the print, or a tool height that clashes with your clamping - create a chain of problems: angle drift, surface marks, unplanned rework, and longer setups. These aren't edge cases; they show up in everyday work, from brushed stainless enclosures to thick mild steel brackets. A Custom Press Brake Machine Supplier should connect each tool recommendation to your materials, part geometry, machine capacity, and operator routines so you get repeatable results without constant adjustments.
At JS RAGOS, we treat tooling as a system. Geometry, hardness, surface finish, clamping style, crowning, and CNC programs must align. We start with the application, run sample bends to confirm behavior, and verify compatibility with your press brake specifications. This approach stabilizes quality and improves throughput without forcing a wall of rarely used tools.
- 材料と厚さの整列
Pick tools that match how the material bends, not just its nominal thickness. A few practical rules help:
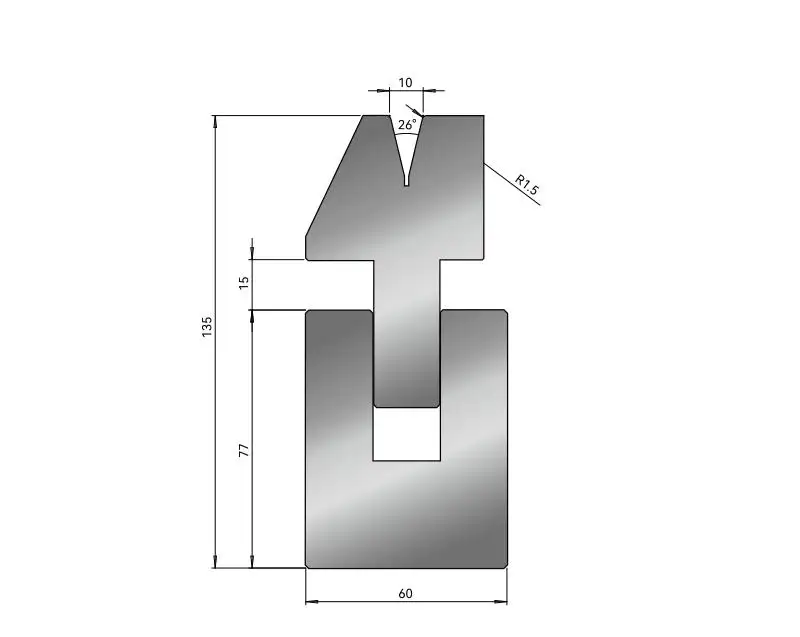
- Use an appropriate V-die opening for air bending. As a baseline, many shops start around 8x material thickness for common steels, shifting toward 6 - 8x for softer aluminum and 9 - 10x for stainless to reduce marking and force.
- Expect the inside radius in air bending to approximate V/6. If the drawing demands a larger controlled radius, select a bigger die or dedicated radius tooling rather than over-driving the punch.
- Choose tougher tool steels and polished working surfaces for stainless and high-strength grades. Smooth finishes help prevent galling and cosmetic damage on brushed or anodized materials.
- Mind grain direction. Bending across the grain often reduces cracking risk on cold-rolled and high-strength sheet, especially near minimum flange lengths.
- Protect thin gauges with clean tools, light lubrication where permissible, or sacrificial films to avoid scuffing. Debris on a die face will telegraph straight into an otherwise perfect part.
- 角度と半径制御
Let the bend target dictate tool geometry and process, not the other way around:
- Air bending is versatile and cost-effective but demands accurate springback compensation. Standardizing on a small set of dies and punches makes those corrections predictable across jobs.
- Bottoming or coining can deliver tighter angles on specific parts, but check tonnage and consider tool wear. Use these methods selectively for critical tolerances or very small radii.
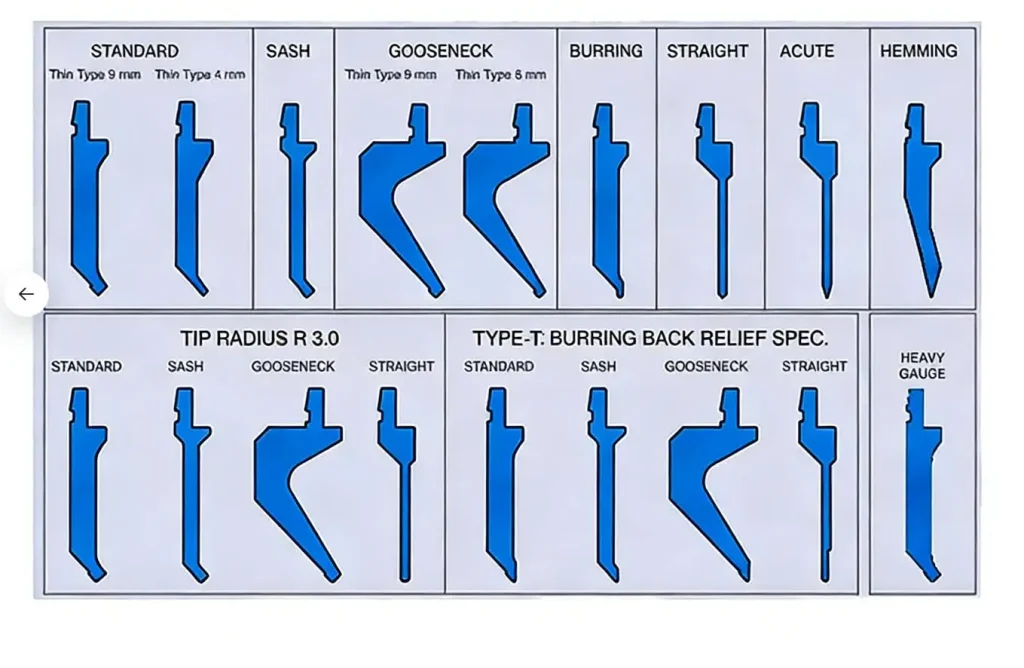
- Gooseneck punches are essential when return flanges or deep forms would collide with standard profiles. They provide clearance without compromising the target angle.
- Hemming and folding tools enable low-radius folds, hems, and box work. Plan for a two-stage process: acute bend first, then flatten. This avoids over-stressing the material and keeps edges clean.
- Watch minimum flange length. Ensure the flange fully seats over the die opening and clears the punch nose. A simple check on the print and an early test bend saves time and scrap later.
- 機械と工具の互換性
The best tool fails if it doesn't fit your press brake or workflow. Validate the basics before committing:

- Confirm tonnage, bed length, and maximum bend length against material and die choice. Heavier gauges and smaller V openings drive force up quickly; stay within your machine's envelope.
- Match tool style and height to your clamping system (American, European, Wila/Trumpf). Mismatched heights lead to shimming, angle inconsistency, and slower changeovers.
- Clearance verification: assess daylight, maximum open height, and effective stroke for tall tooling and deep forms. If clearance is insufficient, re-order bends or select a profile that increases space.
- Alignment protocol: align punches and dies before each lot. Feeler-gauge confirmation plus a test coupon detects angular drift and mitigates tool damage risk.
- High-mix readiness: implement quick-change clamping standardized to your tooling system. Standardized heights and repeatable seating enable sub-10-minute changeovers.
- Support analysis: confirm backgauge reach and finger support for long blanks and thin gauges; inadequate support drives angle variability.
- Precision, tolerances, and maintenance
Tight tolerances demand clean surfaces, consistent force, and healthy geometry:
- Clean tools after each job. Chips and scale embed into die faces, causing uneven wear and visible marks.
- Inspect working edges for nicks, flat spots, or chipping. Regrind or replace before defects show up in parts.
- Verify crowning and ram parallelism on a schedule. A simple across-the-length test bend and straightedge check keeps angles uniform from left to right.
- Store tools dry and supported. Rust and warping quietly destroy precision; labeled racks by height and profile help operators grab the right tool quickly.
- Build a springback library by material, thickness, and target angle. Documenting real shop data reduces trial bends and accelerates first-off approvals.
How JS RAGOS, a Custom Press Brake Machine Supplier, Delivers Results
JS RAGOSは、生産現実向けに設計された工具ポートフォリオとサポートモデルを提供します. We supply V-dies for common thickness ranges, single and multi-profile punches, gooseneck tools for deep bends, folding and hemming sets for box work and hems, and clamping systems that make changeovers consistent and fast. Our engineers validate recommendations against your materials, bend targets, and machine capacity, with an emphasis on durability, surface finish, and repeatability - so your first part looks like your 1,000th.
- Why our way works on the floor?
•We start with your parts and materials, then pick tools that make good angles repeatable.
•We make sure the style, height, and clamps fit your brake, and your CNC and backgauge won't fight the setup.
•Tool shapes and finishes hold tight angles all shift, with simple springback tips for each material.
•Tough tools, simple care, longer life.
•Special punches and dies for deep boxes, tight clearance, and odd radii that still protect the part.
•We help you set up, coach operators, and show up fast when you need help.
- 問題を解決する
•Long setups: standard dies by thickness, same punch heights, quick-change clamps so no more shims.
•Angle drift: align at the start, set crowning for the thickness, swap tools before they bite you.
•Marks on pretty parts: polished dies, protective film, bigger Vs to soften the edges.
•Tools don't fit the machine: we audit once and stop the seating and angle headaches.
•Can't find tools: 5S, labels, colors, and QR codes so changeovers keep moving.
- A quick example: One shop alternated between 1.2 mm brushed stainless housings and 4.0 mm HRPO brackets. Operators fought surface marks on the stainless and angle inconsistency on the thicker parts. With JS RAGOS as their Custom Press Brake Machine Supplier, they adopted a polished V-die for thin stainless (paired with protective film), a general-purpose die for the brackets, added a gooseneck punch to clear deep returns, and switched to quick-change clamps matched to their tool standard. First-off approvals came faster, changeovers became routine, and cosmetic defects dropped off.

Call to Action: Start a Tooling Audit
If you're seeing delays, inconsistent bends, or rising rework, a structured tooling audit can reset your baseline. JS RAGOS, as a Custom Press Brake Machine Supplier, will review your material mix, bend requirements, tool inventory, and machine setup. You'll receive a streamlined tool plan, a compatibility check, and maintenance steps that protect precision and speed.
- Start with an application review to pair tools to your dominant alloys and thicknesses.
- Follow with a setup workshop to codify alignment, clamping, and CNC angle libraries - shorter changeovers, steadier angles.
- Plan a maintenance cycle that defines cleaning and inspection intervals, storage improvements, and reconditioning triggers to keep tolerances tight.
Turn tooling selection into a competitive advantage. Partner with JS RAGOS - your Custom Press Brake Machine Supplier - to achieve reliable accuracy, faster throughput, and lower total cost of ownership. Reach out to our technical team to begin your audit and build a more predictable, efficient forming process.

