













Piegatrici per macchinari da costruzione: Guida completa all'acquisto per la formatura a piastre a grande uso
UnPiegatura delle piastre per macchinari da costruzione è una macchina di formatura robusta utilizzata per modellare placche d'acciaio spesse nei componenti strutturali che compongono gli escavatori, bulldozer, Gru, Caricabatterie, e altre attrezzature da costruzione. Gli spessori delle lastre coinvolti — tipicamente da 8 mm a 50 mm in gradi strutturali e acciaio resistente all'usura — impongono delle esigenze sulle attrezzature di piegatura che le macchine standard in lamiera semplicemente non possono soddisfare.
Questa guida copre i tipi di macchine, Applicazioni componenti, Specifiche dei materiali, e criteri di selezione che contano per la fabbricazione di macchinari da costruzione.
Cos'è un piegaplatos per macchinari da costruzione?

UnPiegatura delle piastre per macchinari da costruzione è un freno a pressione idraulico CNC, Macchina per laminatura a piastre a grande uso, o una combinazione di entrambi, configurato per formare una lastra spessa in acciaio strutturale nel profilo, Flangia, o la forma del raggio richiesta per i componenti delle attrezzature da costruzione.
Due tipi principali di macchine servono la produzione di macchinari da costruzione:
Freno a pressione CNC per uso pesante — Utilizza un punzone e un set di matrice per formare pieghe angolari in piastre spesse. Maniglia delle flange del braccio del braccio, Staffe del telaio, Piastre di montaggio, Forme di contrappeso, e transizioni da piatto a angolo. Fornisce un controllo preciso dell'angolo e una posizione posteriore del calibro tra sequenze a più curve.
Macchina per laminare piastre CNC (Piegapi/Rullo per piastre) — Utilizza due o tre rulli spinti per curvare progressivamente piastre piatte in forme cilindriche o curve. Maniglia le conchiglie del secchio, Contropesi cilindrici, Sezioni a braccio curvo, e alloggiamenti cilindrici per perni. Diverso in linea di principio da un freno a pressione — produce curve, non curve angolari nette.
La maggior parte dei produttori di macchinari da costruzione utilizza entrambi i tipi di macchine. Il freno a pressione gestisce la lavorazione angolare delle piastre. Il rullo a piastre ha forme curve e cilindriche. UnPiegatura delle piastre per macchinari da costruzione che copra l'intera gamma di componenti richiede entrambi gli strumenti in linea di produzione.
Parti di macchinari da costruzione che richiedono la piegatura delle piastre
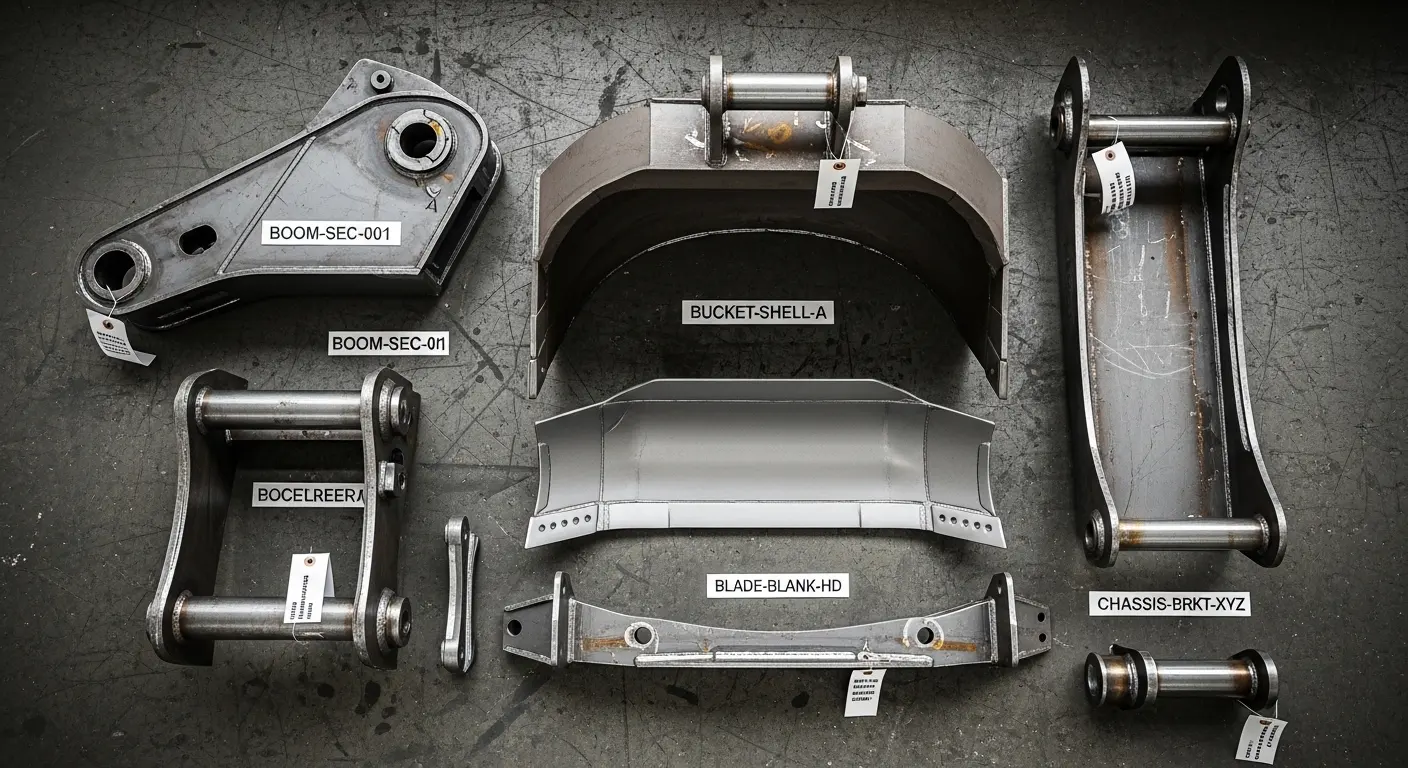
Comprendere ogni componente che attraversa unPiegatura delle piastre per macchinari da costruzione modella l'intera specifica della tua macchina.
Bracci del braccio dell'escavatore e bracci del bastone — Lunghi profili strutturali in scatole in acciaio ad alta resistenza da 12–25 mm (S460, S690). Richiedono flessione angolare per i profili delle flange e precisione dimensionale precisa per il montaggio della saldatura. Le sezioni del braccio del braccio sono tipicamente lunghe 3–6 m, che stabilisce il requisito minimo di lunghezza di flessione.
Conchiglie per secchio — Componenti in lamiera curva e angolare in acciaio dolce da 10–20 mm o in acciaio resistente all'usura da 8–16 mm (Hardox, AR400). Richiedono sia la flessione angolare (Mura laterali, Rinforzi per pavimenti) e formatura curva (Raggio del guscio). Un cannio per un escavatore da 30 tonnellate utilizza piastre fino a 20 mm di spessore — è un tonnellaggio significativo per formare con precisione.
Bulldozer e lame per livellatrice — Long, componenti in lamiera curva in acciaio AR400/500 resistente all'usura. Richiedono una formatura precisa a raggio su una laminatrice di laminatori. Lunghezze di pale di 3–5 m sono standard. La durezza delle gradazioni resistenti all'usura richiede utensili di alta qualità e un attento controllo della velocità di flessione per evitare crepe.
Telai del telaio e componenti del carrello — Telai a sezione scatola pesante in acciaio strutturale S355 o S460 da 15–40 mm. Richiedono lavori di freno a pressione ad alto tonnellaggio per le curve delle flange, Piastre di sforaggio, e profili delle staffe di montaggio.
Contrapposizioni e blocchi di zavorra — Spesso formato da spesse piastre d'acciaio dolce (20–50mm) in forme angolari o curve semplici. I requisiti di tonnellaggio sono elevati a causa dello spessore del materiale — una curvatura in lamiera di 50 mm in acciaio dolce superiore a 2 m richiede 600T o più.
Montaggi idraulici per cilindri e piastre di perno — Componenti di precisione in acciaio strutturale da 20–40 mm. Richiedono una precisione angolare stretta (±0,5° o meglio) per un corretto allineamento dei perni durante l'assemblaggio.
Perché la piegatura dei macchinari da costruzione è diversa
La produzione generale della lamiera raramente supera i 6 mm. La fabbricazione di macchinari da costruzione funziona regolarmente a 15mm, 25millimetro, e sopra. Quella differenza cambia tutto di tePiegatura delle piastre per macchinari da costruzione Requisiti.
Lo spessore della lastra significa forza esponenzialmente maggiore — Il tonnellaggio in curvatura non scala linearmente con lo spessore. Raddoppiare lo spessore della piastra da 10 mm a 20 mm triplica circa la forza richiesta per la stessa lunghezza di flessione e qualità del materiale. L'acciaio strutturale S355 a 20mm su 3m richiede circa 400–500T. A 30mm, che supera i 700T. Le macchine sottodimensionate o non riescono a completare la piega o lo fanno sotto pressione che accorcia rapidamente la vita della macchina.
L'acciaio ad alta resistenza è implacabile — I gradi S460 e S690 utilizzati nei moderni bracci degli escavatori hanno resistenze di snervamento comprese tra 460 e 690 MPa. Il ritorno a stelle a queste intensità è aggressivo — 3–6° per curva di 90° in alcune inclinazioni. Il tuo controller CNC deve avere un database di compensazione per la retribuzione della primavera per ogni grado, oppure ogni angolo richiede correzioni e rilavori manuali.
Le qualità resistenti all'usura si crepano se trattate male — Hardox 400 e gli acciai AR500 resistono all'usura perché sono duri — mentre l'acciaio duro è più fragile. Piegando troppo velocemente, Uso di un raggio di punzione troppo piccolo, oppure piegarsi in condizioni di freddo può causare crepe nella piastra. Raggio minimo di flessione per Hardox 400 Tipicamente è di 2–3× di spessore del materiale. La velocità di piegamento e la scelta degli utensili della tua macchina devono tenere conto di questo.
Requisiti di tolleranza strutturale — Un braccio del braccio che è sbilanciato di 2° rispetto all'angolo di flange crea un disallineamento al perno di perno, Richiedendo correzione o rilavorazione sul campo durante l'assemblaggio. Le tolleranze per i macchinari da costruzione sono più rigide di quanto sembrino — la precisione dell'assemblaggio dipende dalla precisione della flessione in ogni fase della fabbricazione.
Freno a pressione CNC vs Macchina per laminazione a piastre per parti da costruzione

Entrambi i tipi di macchine sono utilizzati nella fabbricazione di macchinari da costruzione. La scelta giusta dipende interamente dalla geometria del pezzo che devi produrre.
| Caratteristica | Freno a pressione CNC per uso pesante | Macchina per laminare piastre |
|---|---|---|
| Miglior tipo di pezzo | Staffe a flangia, Sezioni a Boom, Telai del telaio, Placca angolare | Conchiglie per secchio, Bracci curvi, Contropesi cilindrici, Custodie per perni |
| Geometria prodotta | Curve angolari, Flangie, Profili delle scatole | Cilindri, Curve, Coni, Raggio continuo |
| Intervallo di spessore della lastra | 5mm – 100mm | 4mm – 300mm |
| Precisione | Eccellente per gli angoli (±0,1°–±0,5°) | Buono per i raggi — dipende dalla macchina e dall'operatore |
| Complessità di configurazione | Moderate — stampatura, Scartamento posteriore | Lower per cilindri semplici; più alti per i coni |
| Potenziale di automazione | Alto — CNC, servo del manometro posteriore | Moderato — Controlli CNC sui modelli premium |
| Costo in capitale | Più basso a media tonnellata | Più alto per rulli industriali pesanti |
Per le officine di fabbricazione che producono principalmente componenti angolari — flange a braccio, Piastre del telaio, Supporti di montaggio — Afreno a pressa CNC resistente per lavori su lastre in acciaio offre la precisione e la ripetibilità richieste dalle linee di assemblaggio costruttive.
Per lavori strutturali ad altissimo tonnellaggio — telai del telaio e grandi contrappesosi sopra la forza di flessione di 400T — il600-Freno a pressione CNC tonnellate gestisce lavori di piastre di macchinari da costruzione che le macchine di fascia media non possono affrontare.
Specifiche chiave per una piegatura di piastre per macchinari da costruzione
Quando si valuta unPiegatura delle piastre per macchinari da costruzione, Queste specifiche determinano se la macchina gestisce l'intera gamma di componenti.
Tonnellaggio — basato sul più spesso, Materiale più duro
Calcola la tonnellata richiesta per il componente peggiore: La piastra più spessa, Grado di materiale più duro, Lunghezza della curva più lunga. Aggiungere un margine di sicurezza del 25–30%. Per S355 a 25mm su 3m, piano per un minimo di 500–600 tonnellate. Per S690 o Hardox allo stesso spessore, Aggiungere un moltiplicatore del 40–50% per la resistenza del materiale.
Lunghezza della piegatura — deve corrispondere al tuo componente più lungo
Le sezioni del braccio degli escavatori e le forme delle pale del bulldozer superano regolarmente i 3 m. Una macchina con un piano da 3200 mm gestisce la maggior parte dei componenti di costruzione. Per bracci a braccio più lunghi o grandi strutture di gru, un4000mm piano freno a pressione CNC mm oppure unConfigurazione del freno a pressione tandem fornisce la lunghezza di lavoro senza riposizionamento.
Profondità della gola — per flange grandi su profili a scatola
I bracci del braccio a sezione scatola hanno flange che devono superare il telaio della macchina. Una profondità di gola di 400–600 mm è standard per i freni a pressione per macchinari da costruzione. Conferma la profondità massima della flangia prima di scegliere una macchina.
Compenso per la coronazione
Lunghezze di flessione su 2 m con piastra sopra i 15 mm, la deflessione del telaio fa sì che il centro della curva si apra, più delle estremità. La coronazione idraulica attiva è obbligatoria per una precisione angolare costante su componenti lunghi a piastre da costruzione.
Controller CNC con tavoli a molla specifici per materiale
S690, Hardox, e altri gradi ad alta resistenza hanno ciascuno un comportamento di ripresa distintivo. Un controller che memorizza la correzione di retromarcia per grado elimina la correzione manuale dell'angolo a ogni cambio di lavoro.
Lunghezza della corsa e altezza aperta
Una piastra spessa richiede grandi die-V. Un chip a V per piastre da 30mm necessita di un'apertura da 250mm. L'altezza aperta della tua macchina deve accogliere il punzone, il, e altezza della flangia della parte combinata.
Acciaio ad alta resistenza e resistenza all'usura: Di cosa ha bisogno il tuo piegapiatti
I macchinari da costruzione utilizzano gradi per acciaio che la maggior parte delle officine raramente tocca — e ognuno si comporta in modo diverso sotto il punzone.
S355 / Acciaio strutturale A36 — La qualità standard per telai, Piastre di montaggio, e componenti strutturali secondari. Resistenza alla trazione 490–630 MPa. Ritorno anticipato, Comportamento ben compreso nel piegamento. Un solido punto di partenza per calibrare la tua macchina e gli utensili.
S460 / Acciaio strutturale ad alta resistenza S500 — Utilizzato per bracci a braccia, Braccia bastonali, e componenti strutturali portanti. Resistenza alla trazione 550–680 MPa. Il ritorno a ballotta è notevolmente più aggressivo rispetto allo S355 — previsto per una curva di 3–4° su angoli di 90°. Raggio minimo del punzone 2× spessore del materiale.
S690 / Weldox 700 — Usati dove la riduzione del peso è importante — i moderni bracci per escavatori, Componenti leggeri per gru. Resistenza alla trazione 770–940 MPa. Ritorno molto aggressivo (5–7° per 90°). Richiede un controller CNC con dati di retrossalimento elastico in acciaio ad alta resistenza e una gestione attenta della velocità di flessione per evitare micro-crepe nella zona di curvatura.
Hardox 400 / Acciaio AR400 Resistente all'Usura — Utilizzato per i pavimenti a secchi, Tagliatori laterali, Inserti per le lame del bulldozer, e i bordi di taglio. Durezza 370–430 HB. Fragile in condizioni fredde — temperatura minima di flessione superiore a 5°C per la maggior parte delle pendenze. Raggio di flessione minimo 3–5× spessore del materiale a seconda dello spessore della piastra. Non usare mai die stretti su Hardox.
Hardox 500 / AR500 — Grado di durezza superiore (450–540 HB) per applicazioni di usura estrema. Requisiti di raggio di curvatura minimo ancora più stretti. Alcuni spessori di Hardox 500 non sono raccomandate per la piegatura a freddo — può essere necessaria la formatura a caldo sopra i 20 mm.
Per officine che lavorano su più livelli, unFreno a pressione CNC con un database di materiali programmabile Memorizza i valori di correzione del ritorno molle per grado e spessore — risparmiando tempo di installazione significativo tra i cambiamenti di lavoro. Valutare le opzioni tra i principali costruttori? La guida aI principali produttori di freni a pressione CNC copre i principali attori e le loro capacità nel settore delle costruzioni.
Preparazione della saldatura e montaggio nella fabbricazione di macchinari da costruzione
UnPiegatura delle piastre per macchinari da costruzione non si limita a formare parti — imposta ogni processo a valle che segue.
Precisione del montaggio della saldatura — Le sezioni del braccio dell'escavatore sono saldate MIG o SAW su impianti dedicati. Se i componenti della piastra a flangia non corrispondono alle dimensioni del quadro entro ±0,5 mm, il saldatore o forza il pezzo in posizione (introduzione di sollecitazione residua) oppure elimina il componente. La precisione della flessione determina direttamente la qualità della preparazione della saldatura.
Preparazione della smussatura e dei bordi — Molte piastre per macchinari da costruzione richiedono bordi smussati per saldature a piena penetrazione. La sequenza è: Taglio della piastra a misura (plasma o laser) → bordi bisellati → piegano per profilare → saldare il dispositivo. Qualsiasi distorsione di flessione introdotta dopo la preparazione del bordo compromette la geometria del giunto di saldatura.
Consistenza batch per linee di assemblaggio — Gli OEM di macchinari da costruzione producono centinaia di sezioni a braccio identiche, secchi, e telai. Ogni componente piegato in un lotto deve corrispondere allo stesso angolo e alle stesse dimensioni di flange entro la tolleranza. I freni a pressione CNC con servocontrollo a manometro posteriore e programmi memorizzati garantiscono questa coerenza da batch a batch. Le macchine NC manuali o di base non possono mantenerlo in modo affidabile durante lunghe serie..
Sollievo dallo stress dopo la piegatura — Alcune gradazioni ad alta resistenza e all'usura sviluppano sollecitazioni residue nella zona di curvatura durante la formatura. Per componenti strutturali critici, Il trattamento termico di sollecitazione dopo la piegatura e prima che venga specificato il trattamento termico per il sollievo. Conferma questo requisito con il tuo fornitore di materiali per ogni specifica combinazione di grado e spessore con cui lavori.
Come scegliere il piegapiastri per macchinari da costruzione giusto
Usa questo sistema in cinque fasi prima di contattare qualsiasi fornitore.
Passo 1: Elenca i componenti più spessi e duri
Identifica il componente che richiede più forza — tipicamente la piastra più spessa nella tua gradazione di massima resistenza rispetto alla lunghezza di piegatura più lunga. Quella combinazione peggiore di casi determina il tuo requisito minimo di tonnellaggio.
Passo 2: Calcolare il tonnellaggio con il moltiplicatore corretto
Usa la resistenza alla trazione del materiale rispetto all'acciaio dolce per applicare un moltiplicatore di tonnellaggio: S355 = ×1.0 base; S460 = ×1.3; S690 = ×1,7; Hardox 400 = ×1,8–2,0. Aggiungi un margine di sicurezza del 25–30% al risultato. Per la S690 a 20mm su 3m, questo ti porta sopra i 600T.
Passo 3: Determina la lunghezza di flessione richiesta
Misura il componente più lungo e aggiungi 200–300mm per l'overrun. Per bracci del braccio e rotaie del telaio sopra i 3m, Pianifica un minimo di 3200mm — oppure valuta una configurazione da 4000mm o un setup tandem.
Passo 4: Confermare il supporto al controller di qualità materiale
Controlla se il controller CNC con cui viene fornita la macchina supporta database di correzione a molla per le classi S690 e Hardox. Chiedi al fornitore di dimostrare questa caratteristica con dati reali sui materiali, Non solo una richiesta.
Passo 5: Pianifica l'intera linea di lavorazione delle lastre
UnPiegatura delle piastre per macchinari da costruzione Non funziona da solo. Deve essere tagliata a monte (Plasma o laser per placche spesse), una macchina per taglio dritto, e attrezzature per saldatura a valle. LeMacchina elettrica per tosatura di metalli per la preparazione delle lastre maniglie che si bloccano a monte, mentre unRullo a piastre metalliche economico per componenti curvi gestisce forme cilindriche e curve accanto al freno a pressa in una linea completa di produzione costruttiva. Per calcoli completi di tonnellaggio per una macchina di base da 100 tonnellate, Le100-Freno a pressa CNC per lavori in acciaio strutturale Mostra cosa gestisce quella capacità nella pratica.
Domande frequenti sulle piegaplacie per macchinari da costruzione
Cos'è una piegatura di piastre per macchinari da costruzione?
Una piegapila per macchinari da costruzione è un freno a pressione CNC resistente, Macchina per laminare piastre, o entrambe, Usata per formare una spessa lastra d'acciaio strutturale nei componenti che costituiscono le attrezzature da costruzione — inclusi i bracci del braccio degli escavatori, Conchiglie a secchio, Pale del bulldozer, Telai del telaio, e contrappesosi. Queste macchine gestiscono piastre da 8mm a 50mm in struttura, Alta resistenza, e gradi di acciaio resistente all'usura.
Quale tonnellaggio mi serve per la piegatura delle piastre dei macchinari da costruzione?
Il tonnellaggio dipende dallo spessore della piastra, Grado del materiale, e lunghezza della curvatura. L'acciaio strutturale S355 a 20mm su 3m richiede circa 400–500T. La S690 ad alta resistenza alle stesse dimensioni richiede 600T . Hardox resistente all'usura 400 richiede un ulteriore moltiplicatore del 40–50%. Aggiungi sempre un margine di sicurezza del 25–30% sopra il massimo calcolato.
Qual è la differenza tra un rullo a piastre e un freno a pressione per macchinari da costruzione?
Un freno a pressa produce curve angolari nelle piastre spesse — flange, Profili delle scatole, Telai del telaio, e forme a parentesi. Una macchina per laminare piastre produce forme curve e cilindriche — gusci a secchio, Sezioni a braccio curvo, e contropesi cilindrici. La fabbricazione di macchinari da costruzione richiede tipicamente entrambi i tipi di macchina perché componenti diversi richiedono geometrie di formatura differenti.
I freni a pressa CNC standard possono gestire lavori su lamiera di macchinari da costruzione?
Freni a pressa CNC di fascia media di serie (80–200T) gestire componenti leggeri da costruzione in S355 fino a 8–10mm. Per bracci a braccio strutturale, Telai del telaio, e componenti di secchio resistenti all'usura superiori a 12 mm in gradi ad alta resistenza, sono necessari freni a pressione pesanti nella gamma 400T–600T. Le macchine standard sottospecifiche per questo lavoro o non completano le curve o si degradano più velocemente della loro durata nominale.
Quali gradi di acciaio vengono utilizzati nella piegatura delle piastre per macchinari da costruzione?
Le gradazioni comuni includono S355 e S460 per telai e supporti strutturali, S690/Weldox 700 per i bracci a braccio leggero moderno, e Hardox 400/500 oppure acciaio resistente all'usura AR400/500 per pavimenti a secchio, Taglienti, e lame del bulldozer. Ogni grado richiede una correzione diversa del ritorno della mola, Raggio di flessione minimo, e selezione degli utensili.

