













Construction Machinery Plate Bender: Full Buyer's Guide to Heavy-Duty Plate Forming
ある建設機械の板曲げ工 is a heavy-duty forming machine used to shape thick steel plate into the structural components that make up excavators, bulldozers, cranes, loaders, and other construction equipment. The plate thicknesses involved — typically 8mm to 50mm in structural grades and wear-resistant steel — place demands on bending equipment that standard sheet metal machines simply can't meet.
This guide covers the machine types, component applications, material specs, and selection criteria that matter for construction machinery fabrication.
What Is a Construction Machinery Plate Bender?

ある建設機械の板曲げ工 is a CNC hydraulic press brake, heavy-duty plate rolling machine, or combination of both, configured to form thick structural steel plate into the profile, flange, or radius shape required for construction equipment components.
Two primary machine types serve construction machinery manufacturing:
CNCヘビーデューティプレスブレーキ — Uses a punch and die set to form angular bends in thick plate. Handles boom arm flanges, chassis brackets, mounting plates, counterweight forms, and flat-to-angled transitions. Provides precise angle control and back gauge positioning across multi-bend sequences.
CNC Plate Rolling Machine (Plate Bender/Roller) — Uses two or three driven rollers to progressively curve flat plate into cylindrical or curved forms. Handles bucket shells, cylindrical counterweights, curved boom sections, and cylindrical pin housings. Different in principle from a press brake — it produces curves, not sharp angular bends.
Most construction machinery fabricators run both machine types. The press brake handles angular plate work. The plate roller handles curved and cylindrical forms. A 建設機械の板曲げ工 that covers the full component range requires both tools in the production line.
板の曲げが必要な建設機械部品
通過するすべてのコンポーネントを理解すること建設機械の板曲げ工 shapes your entire machine specification.
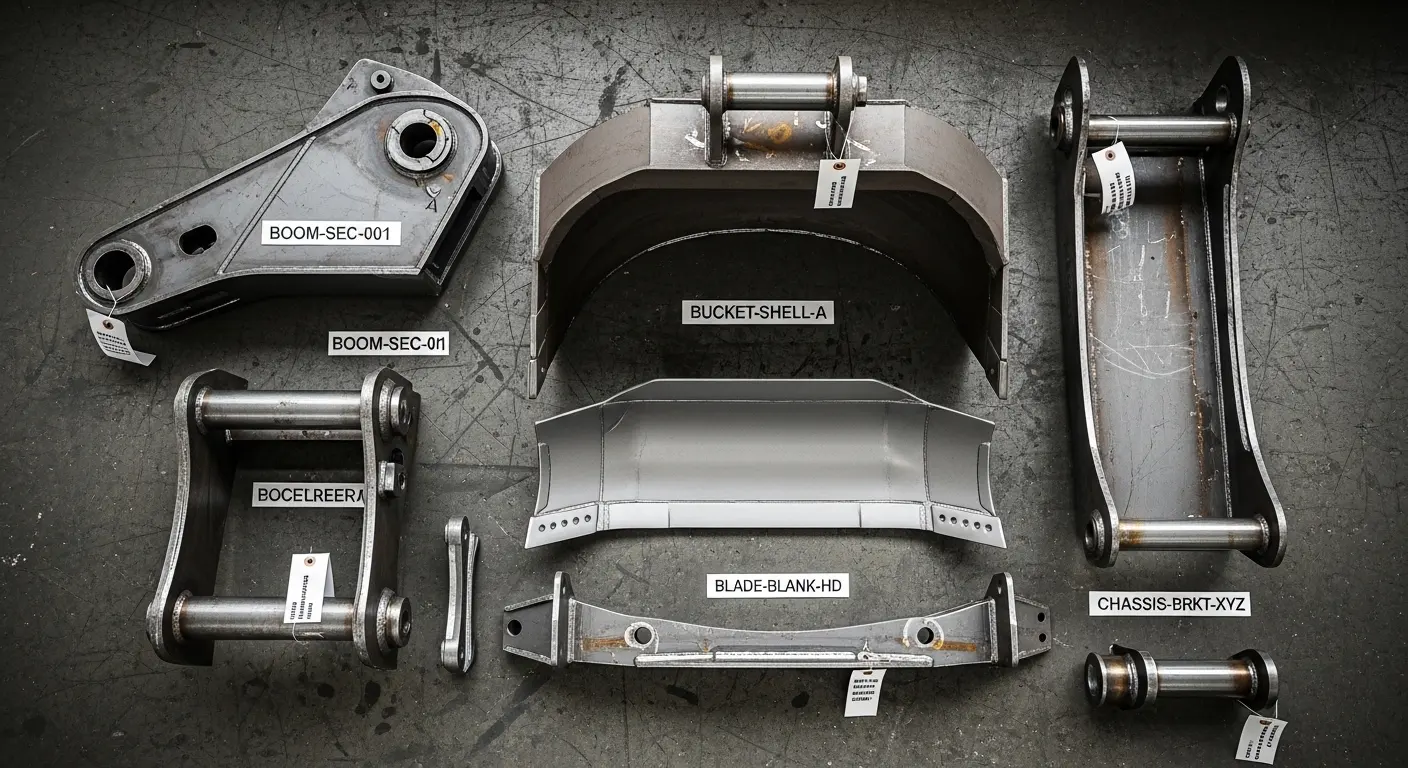
ショベルカーブームアームとスティックアーム — Long structural box profiles in 12–25mm high-strength steel (S460, S690). Require angular bending for flange profiles and precise dimensional accuracy for weld fit-up. Boom arm sections are typically 3–6m long, which sets your minimum bending length requirement.
バケットシェル — Curved and angular plate components in 10–20mm mild steel or 8–16mm wear-resistant steel (Hardox, AR400). Require both angular bending (side walls, floor reinforcements) and curved forming (shell radius). A bucket for a 30-ton excavator uses plate up to 20mm thick — that's significant tonnage to form accurately.
ブルドーザーおよびグレーダーブレード — Long, curved plate components in AR400/500 wear-resistant steel. Require precise radius forming on a plate rolling machine. Blade lengths of 3–5m are standard. The hardness of wear-resistant grades demands premium tooling and careful bending speed control to avoid cracking.
シャーシフレームとアンダーキャリッジ部品 — Heavy box-section frames in S355 or S460 structural steel at 15–40mm. Require high-tonnage press brake work for flange bends, gusset plates, and mounting bracket profiles.
カウンターウェイトとバラストブロック — Often formed from thick mild steel plate (20–50mm) into simple angular or curved forms. Tonnage requirements are high due to material thickness — a 50mm mild steel plate bend over 2m requires 600T or more.
油圧シリンダーマウントとピンプレート — Precision components in 20–40mm structural steel. Require tight angular accuracy (±0.5° or better) for correct pin alignment during assembly.
建設機械の曲げが異なる理由
General sheet metal fabrication rarely exceeds 6mm. Construction machinery fabrication routinely runs at 15mm, 25mm, and above. That difference changes everything about your 建設機械の板曲げ工 requirements.
板の厚さは指数関数的に力が増えることを意味します — Bending tonnage doesn't scale linearly with thickness. Doubling plate thickness from 10mm to 20mm roughly triples the required force for the same bend length and material grade. S355 structural steel at 20mm over 3m requires approximately 400–500T. At 30mm, that exceeds 700T. Undersized machines either can't complete the bend or do so under strain that shortens machine life rapidly.
高強度鋼は容赦がありません — S460 and S690 grades used in modern excavator booms have yield strengths of 460–690 MPa. Spring-back at these strengths is aggressive — 3–6° per 90° bend in some grades. Your CNC controller must have a spring-back compensation database for each grade, or every angle requires manual correction and rework.
耐摩耗グレードは誤った扱いでひび割れます — Hardox 400 and AR500 steels resist wear by being hard — and hard steel is more brittle. Bending too fast, using too small a punch radius, or bending in cold conditions can initiate cracks in the plate. Minimum bend radius for Hardox 400 is typically 2–3× material thickness. Your machine's bending speed and tooling selection must account for this.
構造公差の要件 — A boom arm that's 2° off on its flange angle creates misalignment at the pivot pin, requiring field correction or rework during assembly. Construction machinery tolerances are tighter than they appear — assembly accuracy depends on bending accuracy at every stage of fabrication.
建設部品におけるCNCプレスブレーキとプレート圧延機の違い

Both machine types are used in construction machinery fabrication. The right choice depends entirely on the part geometry you need to produce.
| 特徴 | CNCヘビーデューティプレスブレーキ | 板圧延機 |
|---|---|---|
| ベストパーツタイプ | Flanged brackets, boom sections, chassis frames, angular plate | Bucket shells, curved booms, cylindrical counterweights, pin housings |
| 生成される幾何学 | Angular bends, flanges, box profiles | Cylinders, curves, cones, continuous radius |
| 板の厚さ範囲 | 5mm – 100mm+ | 4mm – 300mm+ |
| 精度 | Excellent for angles (±0.1°–±0.5°) | 半径に適している — 機械と操作者によります |
| セットアップの複雑さ | Moderate — tooling, back gauge | Lower for simple cylinders; higher for cones |
| 自動化の可能性 | High — CNC, back gauge servo | 中程度 — プレミアムモデルのCNC制御 |
| 資本コスト | 中トン数で低くなる | 重工業用ローラーの場合は高めです |
For fabrication shops that produce mostly angular construction components — boom flanges, chassis plates, mounting brackets — a 鋼板作業用の重装備CNCプレスブレーキ delivers the precision and repeatability construction assembly lines require.
非常に高トン数の構造作業—シャーシフレームや400Tを超える大型カウンターウェイト—に対しては600トンCNCプレスブレーキ handles construction machinery plate work that mid-range machines can't approach.
建設機械用プレートベンダーの主な仕様
評価する際には建設機械の板曲げ工, these specifications determine whether the machine handles your full component range.
Tonnage — based on your thickest, hardest material
Calculate required tonnage for your worst-case component: thickest plate, hardest material grade, longest bend length. Add a 25–30% safety margin. For S355 at 25mm over 3m, plan for 500–600T minimum. For S690 or Hardox at the same thickness, add a 40–50% multiplier for material strength.
曲げ長さ — 最も長い部品と一致しなければなりません
Excavator boom sections and bulldozer blade forms regularly exceed 3m. A machine with a 3200mm bed handles most construction components. For longer boom arms or large crane structures, a 4000mm CNC press brake bedまたはタンデムプレスブレーキ構成 provides the working length without repositioning.
スロートの深さ — ボックスプロファイル上の大きなフランジの場合
Box-section boom arms have flanges that must clear the machine frame. A 400–600mm throat depth is standard for construction machinery press brakes. Confirm your largest flange depth before selecting a machine.
クラウニング補償
Over 2m+ bending lengths with plate above 15mm, frame deflection causes the centre of the bend to open wider than the ends. Active hydraulic crowning is mandatory for consistent angular accuracy on long construction plate components.
材料特化型スプリングバックテーブルを備えたCNCコントローラ
S690, Hardox, and other high-strength grades each have distinct spring-back behavior. A controller that stores per-grade spring-back correction eliminates manual angle correction on every job change.
ストローク長と開口高度
Thick plate requires large V-dies. A V-die for 30mm plate needs a 250mm opening. Your machine's open height must accommodate the punch, die, and part flange height combined.
High-Strength and Wear-Resistant Steel: What Your Plate Bender Needs
Construction machinery uses steel grades that most fabrication shops rarely touch — and each one behaves differently under the punch.
S355 / A36 Structural Steel — The standard grade for chassis frames, mounting plates, and secondary structural components. Tensile strength 490–630 MPa. Predictable spring-back, well-understood bending behavior. A solid starting point for calibrating your machine and tooling.
S460 / S500 High-Strength Structural Steel — Used for boom arms, stick arms, and load-bearing structural components. Tensile strength 550–680 MPa. Spring-back is notably more aggressive than S355 — plan for 3–4° overbend on 90° angles. Minimum punch radius 2× material thickness.
S690 / Weldox 700 — Used where weight reduction matters — modern excavator booms, lightweight crane components. Tensile strength 770–940 MPa. Very aggressive spring-back (5–7° per 90°). Requires a CNC controller with high-strength steel spring-back data and careful bending speed management to avoid micro-cracking at the bend zone.
Hardox 400 / AR400 Wear-Resistant Steel — Used for bucket floors, side cutters, dozer blade inserts, and cutting edges. Hardness 370–430 HB. Brittle in cold conditions — minimum bending temperature above +5°C for most grades. Minimum bend radius 3–5× material thickness depending on plate thickness. Never use tight dies on Hardox.
Hardox 500 / AR500 — Higher-hardness grade (450–540 HB) for extreme wear applications. Even tighter minimum bend radius requirements. Some thicknesses of Hardox 500 are not recommended for cold bending — warm forming may be required above 20mm.
For shops working across multiple grades, a プログラム可能な材料データベースを備えたCNCプレスブレーキ stores spring-back correction values per grade and thickness — saving significant setup time across job changes. Evaluating options across leading builders? The guide to 主要CNCプレスブレーキメーカー covers the major players and their construction-sector capabilities.
建設機械製造における溶接準備および組立フィッティングアップ
ある建設機械の板曲げ工 doesn't just form parts — it sets up every downstream process that follows.
溶接フィットアップ精度 — Excavator boom sections are MIG or SAW welded on dedicated fixtures. If the flanged plate components don't match the fixture dimensions within ±0.5mm, the welder either forces the part into position (introducing residual stress) or scraps the component. Bending accuracy directly determines weld preparation quality.
面取りとエッジの準備 — Many construction machinery plates require beveled edges for full-penetration welds. The sequence is: cut plate to size (plasma or laser) → bevel edges → bend to profile → fixture weld. Any bending distortion introduced after edge preparation compromises the weld joint geometry.
組立ラインのバッチ一貫性 — Construction machinery OEMs produce hundreds of identical boom sections, buckets, and chassis frames. Every bent component in a batch must match the same angle and flange dimensions within tolerance. CNC press brakes with back gauge servo control and stored programs deliver this batch-to-batch consistency. Manual or basic NC machines cannot maintain it reliably across long production runs.
ベンディング後のストレス解消 — Some high-strength and wear-resistant grades develop residual stress at the bend zone during forming. For critical structural components, stress relief heat treatment after bending and before welding is specified. Confirm this requirement with your material supplier for each specific grade and thickness combination you work with.
適切な建設機械のプレートベンダーの選び方
この5ステップのフレームワークを活用してから、どのサプライヤーにも連絡してください。
Step 1: List your thickest and hardest components
Identify the component that requires the most force — typically your thickest plate in your highest-strength grade over your longest bend length. That single worst-case combination drives your minimum tonnage requirement.
Step 2: Calculate tonnage with the correct multiplier
Use your material tensile strength relative to mild steel to apply a tonnage multiplier: S355 = ×1.0 baseline; S460 = ×1.3; S690 = ×1.7; Hardox 400 = ×1.8–2.0. Add 25–30% safety margin to the result. For S690 at 20mm over 3m, this puts you above 600T.
Step 3: Determine your bending length requirement
Measure your longest component and add 200–300mm for overrun. For boom arms and chassis rails above 3m, plan for a 3200mm minimum — or evaluate a 4000mm configuration or tandem setup.
Step 4: Confirm material-grade controller support
Check whether the CNC controller the machine ships with supports spring-back correction databases for S690 and Hardox grades. Ask the supplier to demonstrate this feature with actual material data, not just a claim.
Step 5: Plan your full plate processing line
ある建設機械の板曲げ工 doesn't work alone. It needs upstream cutting (plasma or laser for thick plate), a shearing machine for straight cuts, and downstream welding equipment. The 板準備用の電気金属剪断機 handles blanking upstream, while an 曲面部品向けの手頃な価格の金属板ローラー handles cylindrical and curved forms alongside the press brake in a complete construction fabrication line. For complete tonnage calculations for a 100-ton baseline machine, the 100-ton CNC press brake for structural steel work shows what that capacity tier handles in practice.
建設機械のプレートベンダーに関するよくある質問
What is a construction machinery plate bender?
A construction machinery plate bender is a heavy-duty CNC press brake, plate rolling machine, or both, used to form thick structural steel plate into the components that make up construction equipment — including excavator boom arms, bucket shells, bulldozer blades, chassis frames, and counterweights. These machines handle plate from 8mm to 50mm+ in structural, high-strength, and wear-resistant steel grades.
What tonnage do I need for construction machinery plate bending?
Tonnage depends on plate thickness, material grade, and bend length. S355 structural steel at 20mm over 3m requires approximately 400–500T. High-strength S690 at the same dimensions requires 600T+. Wear-resistant Hardox 400 requires a further 40–50% multiplier. Always add a 25–30% safety margin above your calculated maximum.
What is the difference between a plate roller and a press brake for construction machinery?
A press brake produces angular bends in thick plate — flanges, box profiles, chassis frames, and bracket forms. A plate rolling machine produces curved and cylindrical forms — bucket shells, curved boom sections, and cylindrical counterweights. Construction machinery fabrication typically needs both machine types because different components require different forming geometries.
Can standard CNC press brakes handle construction machinery plate work?
Standard mid-range CNC press brakes (80–200T) handle light construction components in S355 up to 8–10mm. For structural boom arms, chassis frames, and wear-resistant bucket components above 12mm in high-strength grades, heavy-duty press brakes in the 400T–600T+ range are required. Standard machines under-spec for this work either fail to complete bends or degrade faster than their rated service life.
What steel grades are used in construction machinery plate bending?
Common grades include S355 and S460 for chassis frames and structural supports, S690/Weldox 700 for modern lightweight boom arms, and Hardox 400/500 or AR400/500 wear-resistant steel for bucket floors, cutting edges, and dozer blades. Each grade requires different spring-back correction, minimum bend radius, and tooling selection.

