













ベンドアローワンスとは何ですか?2026年CNCプレスブレーキ卸売クイックガイド
CNCプレスブレーキ卸売プロジェクトしばしば一つの予測可能な理由でつまずく:フラットパターンは人工的に作られたのではなく推定されたものだった。2026年には、製造チームはリードタイムが短くなり、部品の修正が増え、装備要件が厳しくなっています。これによりベンド数学は「壁のチャート」の秘密ではなく、日常的なスキルになります。JS RAGOSでは、繰り返し曲げ可能なプレスブレーキを製作し、新しいCAD/CAMやCNCプログラマーが材料の歩留まりを守り、再作業を避け、納期を安定させるための基礎を教えています。

なぜベンドアローワンスが t大きなコストを支配する小さな数字
曲げ許容度とは、曲げ領域を通る弧の長さであり、中性軸に沿って測定されます。中性軸は曲げ時に伸びたり圧縮されたりしない材料の層です。この定義が重要なのは、展開は内側や外側の表面に関するものではないからです。展開は中立軸の経路についてです。
実務的には、ベンドアローワンスとは3D部品を完成した曲げに合った平らなパターンに変えるものです。その数字が間違っている場合、失敗は決して明白ではありません。フランジは短く出てしまい、穴の位置がずれ、アセンブリは強制やシミングが必要です。Bend Allowanceが正しい場合、最初の記事は訂正ではなく確認となります。
多くのCNCプレスブレーキ卸売購入者にとって、ベンドアローワンスは静かな収益性の原動力となっています。スクラップ率、サイクルタイム、そして手を張り詰めずに見積もりを出す自信に直接影響します。
✅ 第1条目でスクラップされた空白が減少
✅ バッチやオペレーター間のより良いフィットアップ
✅ リワークが減るので、より安定した引用ができます
初心者がまず習得すべき基本概念
初心者は何十もの公式を必要としません。シートが曲がり角で何をしているのかを説明する簡単な用語が必要です。これらが明確になると、数学は論理的になります。
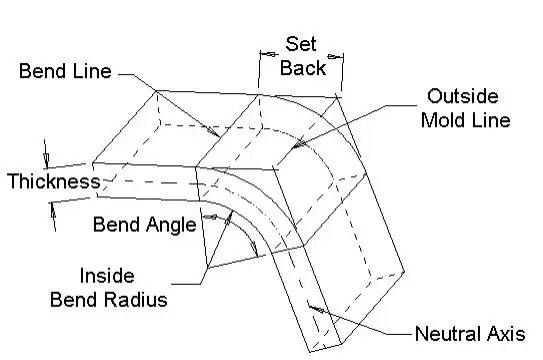
・ニュートラル軸:曲げ時に材料の長さが変わらない理論層。
• Kファクター:中性軸の位置を厚さの割合で表します。
・内側曲げ半径:曲げ領域の内側表面上の半径。
・モールドライン:延長されたフランジ面が交差する部分(図面が寸法を記すことが多い場所)。
• セットバック:曲げ線から型枠までの距離。
その中で、Kファクターは推測と制御された結果を区別する概念です。Kファクターはすべてのジョブに対して単一の「正しい」値ではありません。それは物質の振る舞いや曲げ方によって変化します。硬い材料は内側で圧縮されず、外側で伸びやすくなり、中性軸が内側に近づきます。曲げ半径が小さくなると圧縮が必要になり、ニュートラル軸も内側に動かされます。
✅ 中性軸→柔らかい素材は中心に近い位置に留まります
✅ 中性軸→硬い材料は内側に向かって移動します
✅ 半径が小さく→圧縮が強まると、ニュートラル軸は内側にシフトします
そのため、経験豊富なチームは可能な限り金型や曲げ方法を標準化しています。プロセスが一貫していればなるほど、中立軸の挙動もより一貫性になります。
曲げ許容数式、実用化
多くのオンラインリソースでは「異なる」ベンドアローワンスの方程式が紹介されていますが、ほとんどは同じ関係を異なるショートカットで書いたものです。広く使われている作業形式は以下の通りです:
曲げ許容度 = 角度×(π / 180) ×(半径Kファクター×厚さ)
最初の項は度数をラジアンに変換します。第2項(半径K ×厚さ)は、中立軸における弧の有効半径です。多くの初心者が見落としがちなポイントは、中立軸は内側の半径にも外側の表面にもないということです。それは厚さのどこかに位置し、K因子はその位置を示します。
簡単にコピーできるL括弧の例
この方法がどれほどクリーンになり得るかを示すために、以下の例を使います:
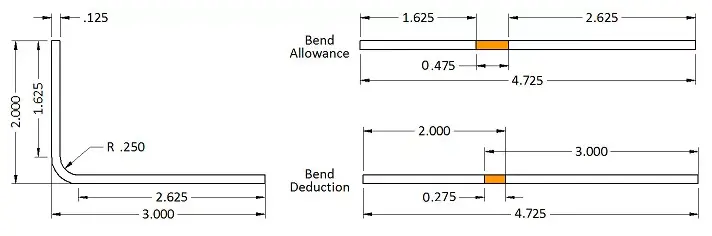
・2本足:2インと3インチ
・厚さ:0.125インチ
・内側半径:0.250インチ
• 曲げ角:90°
• Kファクター:0.42
次に計算します:
曲げ許容度 = 90 ×(W/180) × (0.250 0.42 × 0.125) = 0.475インチ
そして、フラットパターンの長さはフランジ長の合計と曲げゾーンのベンド許容度を1つ加えたものです。この例では、最終的な平らな長さは4.725インチになります。
だからこそ、CNCプレスブレーキ卸売のオンボーディングには少なくとも1つの作業例を含めるべきです。正確な例が一つでも、数週間にわたる試験パーツや「謎の」次元ドリフトを防げます。
型枠図:なぜ曲げ補償がより簡単になるのか
ほとんどの実際の工場図面では接点に寸法が示されていません。これらはフランジの交差点、つまりモールドラインに寸法を付けます。それは普通のことですが、展開の考え方を変えます。
モールドラインの寸法からフラットパターンを作る場合、ベンド補償の方が便利であることが多いです。図面に表示された寸法をそのままにしつつ、曲がり角ごとに1回調整を加えることができます。
一般的な関係性は以下の通りです。
ベンド補償 = ベンドアローワンス – (2 × セットバック)
セットバック = タン(角度 ÷ 2) ×(半径厚さ)
これが初心者の典型的な混乱を説明しています。外側のモールドライン寸法が「5インチ」に見える部品が、曲げジオメトリを考慮すると4.725インチに広がることがあるのです。その違いは誤りではありません。これは、完成品に合わせてフラットパターンが必要な補正です。上記の例では補償は-0.275なので、5,000 inは引き算後に4.725 inになります。
✅ 接点から建設するときはベンドアローワンスを使います
✅ モールドラインから作るときはベンド補償を使いましょう
✅ 一つの方法を選び、CAD/CAM全体で標準化します
標準化は単なるプログラミングの好みではありません。これは質の高いシステムです。異なるプログラマーが異なる仮定を使うと、アセンブリ日まで「ほぼ正しい」ように見える不一致な空白が出てしまいます。
2026年生産ショートカット:係数表 fまたはスピード あるND一貫性
現代の工場では、スピードが重要です。そのため、多くのCNCプレスブレーキ卸売業者は、理論を学び、係数表を適用して制御を失わずに速く進めるという混合ワークフローを採用しています。
係数表は3つの実用的な変数を結びつけています。
• 下部ダイV開口部
・板の厚さ
• 曲げ係数(しばしばP'などで表記)
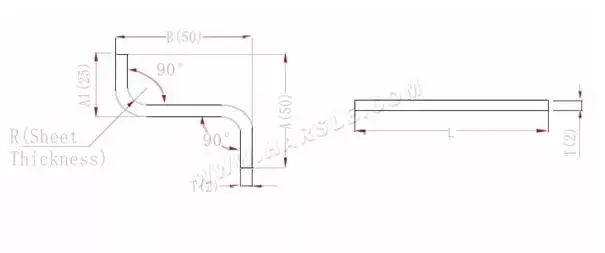
ある参考事例は以下の通りです:
・板厚:2.0 mm
• 下部ダイ:V12
二つの曲げ展開の例:
• L = A T B – 2 × P'
• P' = 3.4の場合、拡張された長さは与えられた寸法で95.2となります。
正しく使えば、テーブルは「ズル」ではありません。これは工場が曲げジオメトリを、金型や厚さに連動した再現可能な係数にパッケージングする方法です。条件は重要です。表はプロセスが一貫しているときに最も効果的に機能します。ダイの開口部を変えたり曲げ方法を混同したりすると、係数の仮定が現実と一致しなくなります。
✅ 納品圧力下でのより高速なプログラミング
✅ シフトやオペレーター間の変動が少なくなる
✅ 工具や材料が標準化されている場合に最良の結果が得られます
新しいプログラマーを育てる場合、強力な指導方針は次の通りです:定義→一つの公式例→、いつ補償を使うか、テーブルとツールの関係→。
なぜJS RAGOSがCNCプレスブレーキ卸売購入者が自信を持って曲げるのを助けるのか
ベンド数学は、機械が仮定を再現できる場合にのみ価値を提供します。機械の安定性こそが計算を部品に変えるものです。一定の角度と半径を使えば、曲げ許容度や曲げ補償の結果が正確になり、スクラップや再作業の削減に役立ちます。
JS RAGOSでは、生産効率を守るために設計されたCNCプレスブレーキ卸売ソリューションを提供しています。私たちの目標は、最初の記事の不確実性を減らし、生産の正確性を維持することです。
✅ 角度ドリフトを減らし、修正を追いかける時間を減らす繰り返し可能な曲げ動作
✅ プログラミングに優しいサポートを提供し、CAD/CAMチームが一つの展開方法を標準化し、より速くトレーニングできるようにします
✅ 見積もりや初回確認を迅速化するベンド控除スタイルのツールなど、現場対応の計算リソース
✅ 拠点ごとに一貫した機械構成を必要とするディストリビューターおよびインテグレーター向けの卸売供給能力
プレスブレーキは、チームに追加のスクラップや検査で不安定性を補わせるべきではありません。機械はあなたが望むプロセス、つまり予測可能な展開、予測可能な曲がり角、予測可能な配送をサポートします。
CTA: 2026年のCNCプレスブレーキ卸売ユニットを検討し、平坦パターンの驚きを避けたい方は、JS RAGOSにご連絡ください。共通の素材、厚さの範囲、一般的な曲げ角を共有してください。実用的なセットアップを提案し、初心者向けの計算リファレンスを提供し、工具の選択と予測可能な展開結果を一致させます。

