













دليل المبتدئين: فرامل CNC للضغط لصناعة المعادن
مكبح مكبس CNC يقوم بثني صفائح المعدن بدقة مستقرة. يقوم CNC بمحاذاة العدادات الخلفية والأدوات. حركة اللكمة إلى الموت تخلق كل زاوية. يوضح هذا الدليل اختيار الأدوات, ترتيب انحناء واضح, وفحوصات جودة موثوقة. يعالج القضايا الشائعة المتعلقة بأرضية الورش وكيفية تجنبها. سترى كيف يقلل اختيار اللكم والقالب الدقيق من التداخل, التحكم في سبرينغباك, وتحمي التشطيبات مع رفع معدل النقل.

أساسيات الأدوات لفرامل الضغط CNC لتصنيع المعادن
توصي JS RAGOS بالبدء بتخصص الأدوات. الضربة اليمنى والنرد تمنع التصادمات, تقليل العلامات, وتثبيت الزوايا. يجب على الفرق المبتدئة فهم بناء اللكمات, هندسة الطرف, واختيار الأخدود V قبل بدء الإنتاج.
- خيارات اللكمة للمبتدئين
تدعم الثقوب المدمجة ثباتا عاليا وسرعة الإعداد. أطوال التكامل الشائعة هي 415 مم و 835 المليمتر. تضيف الضربات المنقسمة مرونة للحواف القصيرة والأجزاء المعقدة. تشمل المقاطع المنقسمة النموذجية 10, 15, 20, 40, 50, 100 (البوق الأيسر), 100 (البوق الأيمن), 200, و 300 المليمتر. يمكنك دمج الأجزاء لتتناسب مع طول الانحناء وتجنب الفجوات.
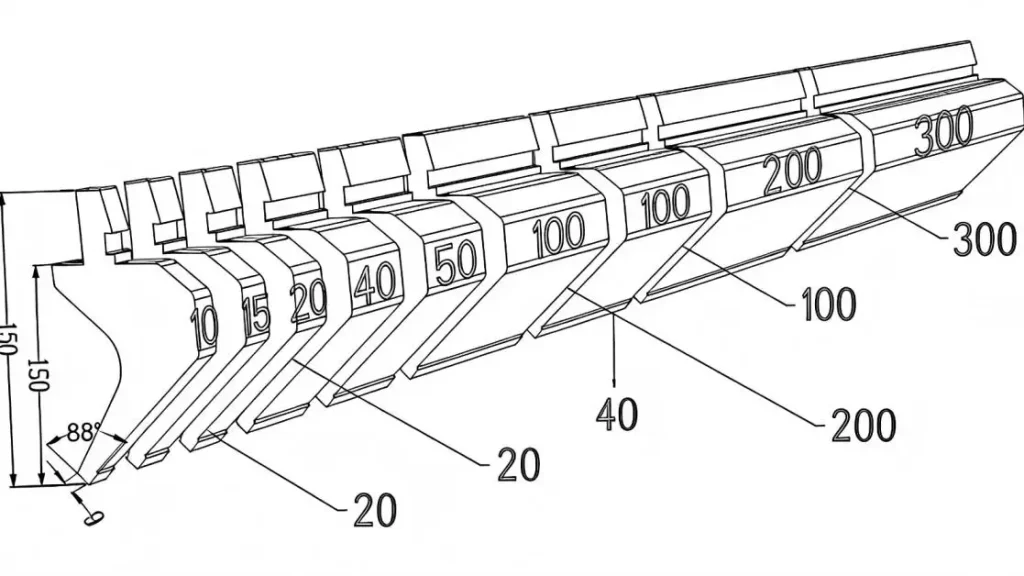
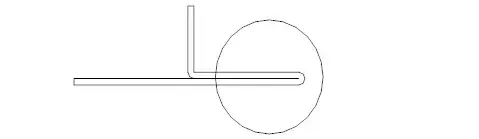
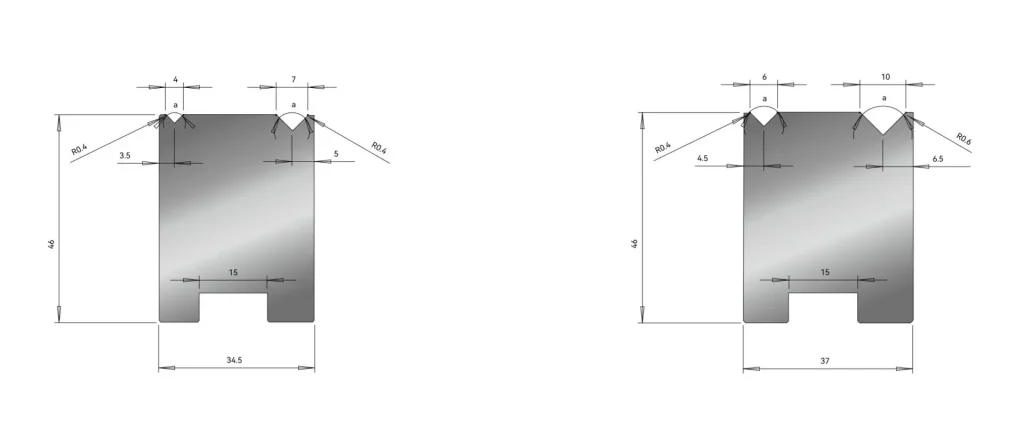
أنواع اللكمات تغطي بشكل مستقيم, الانحناء, آرك, وملفات خاصة. الثقب المستقيم مع طرف ونصف قطر رأس 88° R0.2 يوفر فتحات ضيقة وحواف واضحة. وهو مناسب للأجزاء المتماثلة وعرض الفتحات الصغيرة. اللكمات ذات الزاوية الصغيرة, مثل الأطراف بزاوية 30° أو 45° مع نصف قطر رأس حوالي R0.67, السماح بوجود مساحة حول الفتحات, ستودز, والزعماء. كما تساعد في عمليات الإدخال العميق وتقليل خطر التصادم عندما يكون الحافة قصيرة.
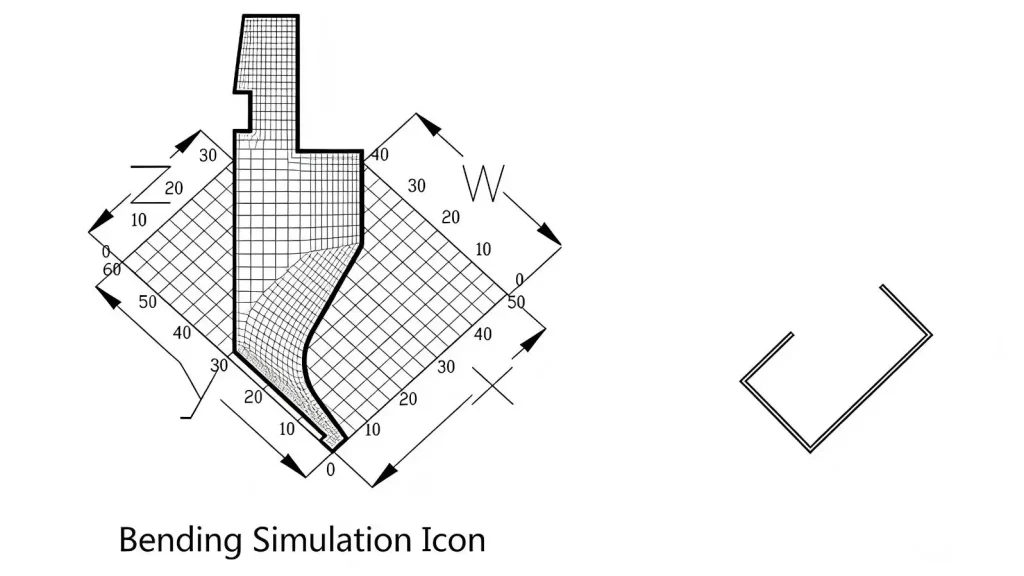
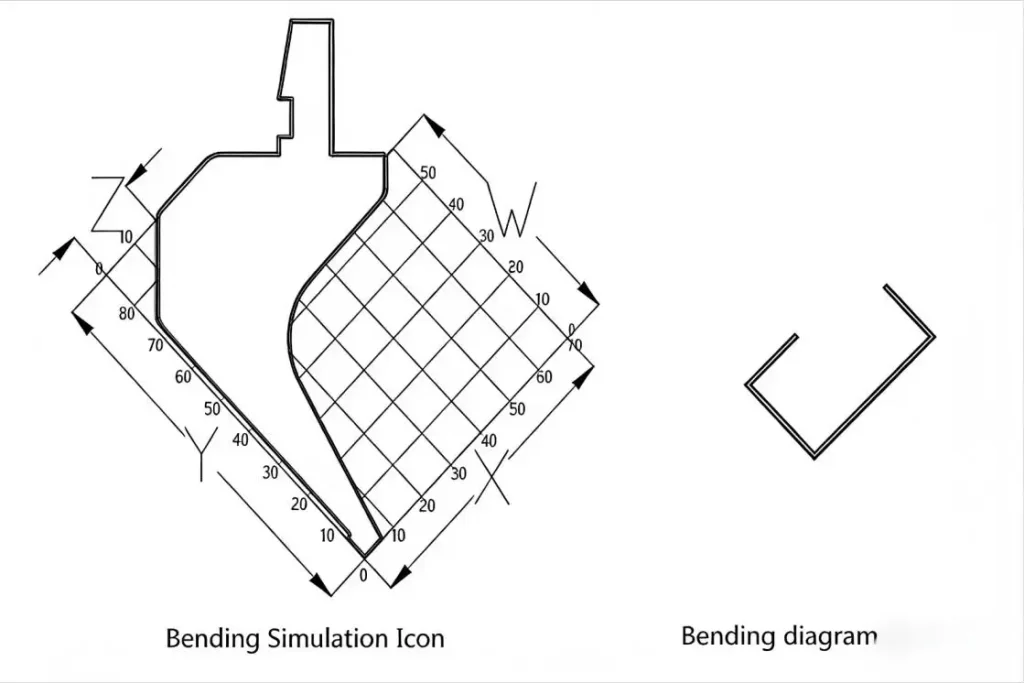
تدير سكاكين الثني المسافة على طول اتجاه W. لسكين الثني الصغير, التجنب موثوق حتى X > 15 المليمتر, وتكون شروط الانحناء محققة عندما Y > 30 المليمتر. لسكين الثني الكبير, يتدهور التجنب عندما يكون X > 25 المليمتر, وتكون شروط الانحناء محققة عندما Y > 75 المليمتر. تساعد هذه العتبات المخططين على اختيار السكين الصحيح لمنع ارتداد الأداة أثناء الضربة.
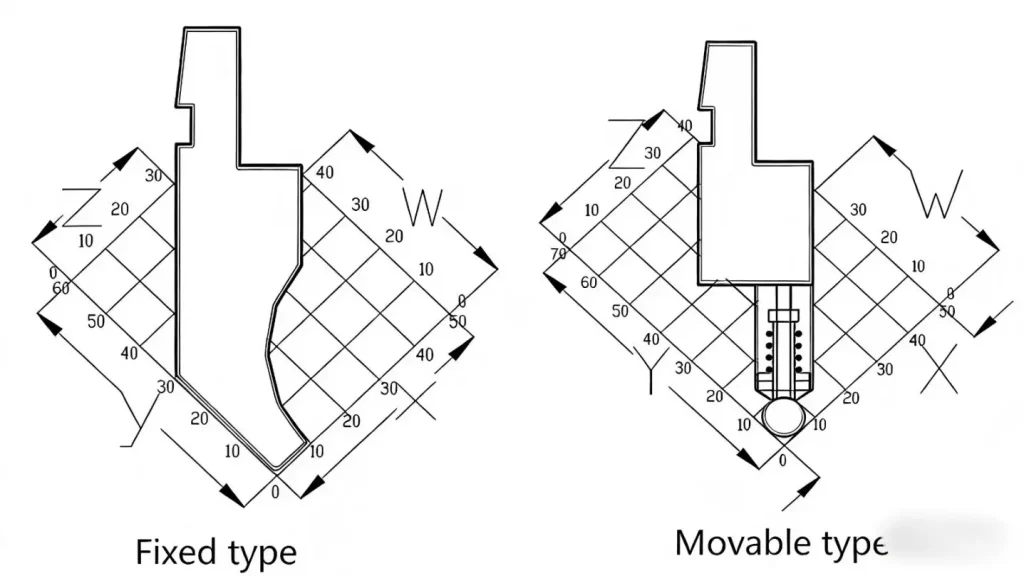
سكاكين القوس, ثابت أو متحرك, تمكين تشكيل القوس المتسق باستخدام قضيب دائري بديل. قاعدة عملية لاختيار الأخدود على شكل V في أعمال القوس هي قطر القضيب الدائري زائد ضعف سمك اللوحة. هذا الاقتران يثبت التلامس والانتشار, تقليل العلامات والبقع المسطحة عند المماس.
تشمل اللكمات الخاصة خيارات الانحراف والحواف. تتوفر اللكمات المنحرفة بأطوال متكاملة مثل 415 مم و 835 المليمتر. تشكل أشكالا مرسومة محددة, لكن المواد السميكة حول T = 2.0 قد تظهر انبعاجا أقوى بسبب تركيز القوة. ضربات هيمينغ تسطح الحافة بعد الانحناء المسبق. عندما لا تتوفر شريحة مخصصة للحواف, يمكن استخدام قالب ثني شائع, لكن يجب تجنب أخدود V لمنع خطوط الطباعة.

- أساسيات القالب وV-groove
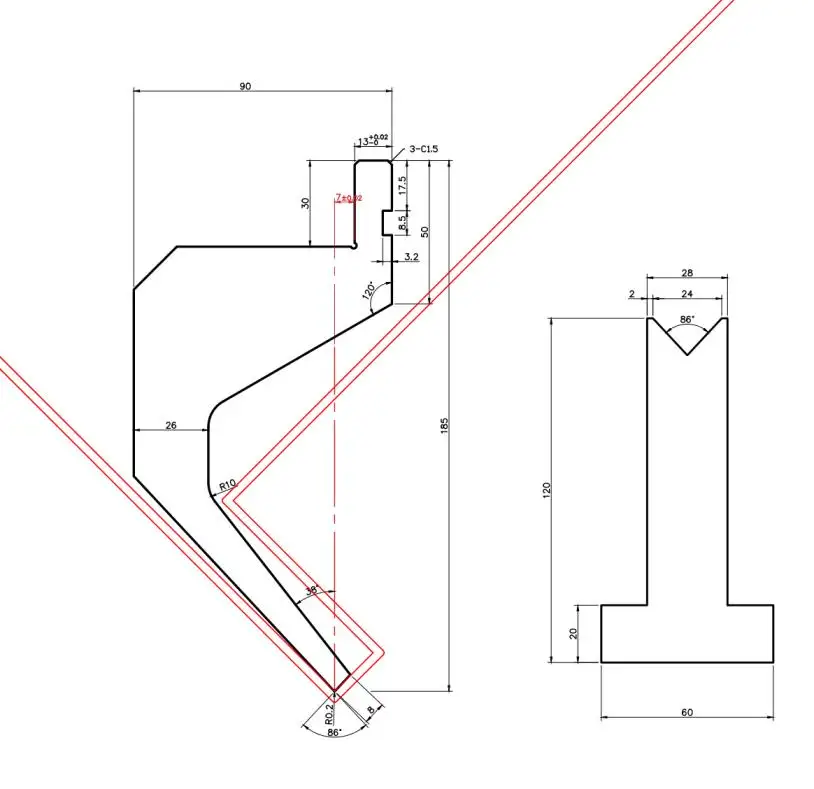
اختيار النرد المناسب يحدد الحمولة, التحكم في النوابض, وجودة نصف القطر الداخلي. لفرامل الضغط CNC لتصنيع المعادن, اختر أخاديد V حسب السماكة, قوة المادة, ونصف القطر المطلوب. فتحات V المعتادة هي 4V, 6V, 7V, 8V, 10V, 12V, 16V, و25V. عادة ما تكون القوالب 26 مم أو 46 ملم الطول, يؤثر الضوء على ضوء النهار, التخفيضات, ونطاق القياس الخلفي. أدخل قوالب عميقة بجهد 4V, 6V, 8V, و 12 تسمح الأخاديد بزوايا حادة من 30° إلى 180° مع الحفاظ على جودة السطح.
• استخدم اللكمات ذات الجسم الواحد للدقة. 415 مم و 835 تغطية MM الإعدادات العامة.
• اختر الأقسام المقسمة (10 - 300 المليمتر) للحواف الضيقة والميزات المتنوعة.
• اختيار فتحات V في 4V - 25شريط V لموازنة القوة ونصف القطر.
• اختيار 26 مم أو 46 ارتفاع القالب الملكي ليتناسب مع ضوء النهار والقطع المعدنية.
•للأقواس, اضبط أخدود V من قطر القضيب الدائري + 2T للاتصال السلس.
سير العمل العملي ونقاط الألم في مكبح CNC للضغط في تصنيع المعادن
العديد من العيوب في الجولة الأولى تأتي من أخطاء التسلسل, محاذاة خلفية سيئة, أو أدوات غير مناسبة. تقوم JS RAGOS بتدريب الفرق على التحقق من كل خطوة قبل الإنتاج الكامل. الهدف بسيط: القضاء على التداخل, تثبيت الزوايا, وتقليل انحراف التحمل التراكمي.
- أساسيات إعداد L-Bend
الانحناء بحرف L هو العملية الأكثر شيوعا ويضع الأساس لمتتاليات Z و N. ضع إصبعين للعيار الخلفي وحافظ على بعد الانحناء على نفس خط المركز. للحواف الصغيرة, غالبا ما تكون المعالجة بالموضع العكسي أكثر استقرارا. الزوايا الحادة تحتاج إلى قالب عميق وثقب حاد للطي النظيف; 88تساعد ثقوب الطرف بزاوية ° أو 30° في تقليل التصادم حول الثقوب أو الصواميل.
• محاذاة مع مقياس خلفي ذو نقطتين; تجنب الانحراف أثناء الضربة.
• فحص التداخل بين المثقوب والعداد الخلفي للأحجام الصغيرة جدا.
• إذا كان الثقب قريبا من خط الانحناء أو حجم الحافة أقل من نصف أخدود V, توقع السحب; عدل الطريقة أو اضغط الخيط مسبقا باستخدام قاطع بزاوية 88°.
• عندما تسبب فتحات V الصغيرة توسعا, أولا انحني إلى زاوية كبيرة باستخدام حرف V الصغير, ثم أنهي بقالب عادي لتثبيت الحجم.
- تبسيط تسلسل Z-Bend
يشكل انحناء Z شفة عكسية بعد انحناء L. أكمل انحناء L عند زاوية 89.5°- 90° للتحكم في الارتداد النابض. للضربة الثانية, يجب أن تستلقي قطعة العمل والقالب بشكل مسطح لتجنب الالتواء. خطط للتسلسل لتقليل تداخل المنصة. إذا حدث تداخل, انحناء 1 أولا إلى زاوية أكبر, ثم تشكل الانحناء 2, وأخيرا انحناء الضغط 1 إلى الهدف. هذا التسلسل يحمي الأسطح ويحافظ على خط المقياس.
• إنشاء منحنى L في البداية; تابع الانحناء المضاد بعد ذلك.
• التحقق من تصريح المنصة; إذا كان السرير أو العداد الخلفي يعيق, إعادة التسلسل.
• للانحناءات الحادة على Z, أولا تحقق 90°, ثم عمق الموضع 2, ثم العمق 1.
- إدارة الانحناءات القوسية
يمكن استخدام قالب بزاوية 90° أو قضيب دائري مخصص مع سكين قوس. بعض الأجزاء لن تصل إلى الهندسة النهائية باستخدام شريحة 90° فقط; الدفع اليدوي أو شريحة 88° يمكن أن تساعد في جعل القوس يتحمل.. استخدم أداة كشف لفحص وتر القوس والتأكد من تطابق الخط البصري مع الطباعة. لأقواس 90°, قاعدة انتقاء بسيطة هي V = 2(R + T), الذي يوازن نصف القطر وسمك المادة.
تسلسل ما وراء, علامات سطح الوجه للمبتدئين وتراكم انحراف الزاوية. صفائح سميكة حول T = 2.0 تميل إلى إظهار انبعاجات أقوى. استخدم أفلام الحماية, أقطار أقطار القوالب الناعمة, أو أخاديد V أوسع لتقليل العلامات. تجنب مراكز الأدوات المختلطة; تأكد من أن نقاط الثقب تقع على خط واحد لحماية ثبات الزاوية عبر المحطات.
مراقبة الجودة, صيانة, ودعم JS RAGOS
يتطلب CNC Press Brake لتصنيع المعادن قياسا متسقا وأجهزة مستقرة. توصي JS RAGOS بفحص المقال الأول لكل إعداد جديد, إلى جانب فحوصات يومية للعداد ومعايرة مجدولة. اختر الآلات حسب عرض الانحناء, الطول, الضغط المطلوب, المحطات المتاحة, واحتياجات التجنب. التخطيط الجيد يقلل من إعادة العمل والخردة.
• التحقق من الحجم الفارغ في كل مرحلة من مراحل العملية لمنع تراكم الأخطاء.
• إعادة صفر العدادات الخلفية; تحقق من التكرار والثبات قبل الإطلاق.
• اختر فرامل الضغط حسب العرض, أقصى طول, حموله, والتصريح لتجنب الأدوات/الأجزاء.
• إجراء فحص المادة الأولى ومراقبة الزوايا أثناء الدفعة.
• تبسيط التخطيط: انحني من الداخل إلى الخارج, من الصغير إلى الكبير, ومن العام إلى المركب.
طريقة دقيقة, مع الأدوات الصحيحة, يحول معدل الإنتاجية والجودة. إذا كان فريقك جديدا على CNC Press Brake for Metal Fabrication, يمكن لجيسون س. راغوس أن يساعد. يقدم مهندسو التطبيقات لدينا تدريبا ميدانيا, محاكاة الانحناء, وتدقيقات الأدوات. نحن نصنع العصير- الإعداد, التحقق من تسلسل الانحناء, وحماية جودة التشطيب في مبانيك الفعلية على أرضية الورشة.
دعوة للعمل: تعاون مع JS RAGOS لجدولة عرض حي, اطلب عينات من الانحناء باستخدام موادك, أو احجز مراجعة أدوات. سنضع خطة واضحة للمنحدر, التكرارات الحدودية, وتسريع نتائج المرة الأولى الصحيحة.

