













CNCプレスブレーキ4000mm |仕組み
CNCプレスブレーキ4000mmは、精密な板金曲げシステムです。RAM、工具、バックゲージをコンピューター制御で操作します。長いワークピースに正確な角度を形成します。複雑な部品と再現可能な生産をサポートします。安定性のために油圧またはサーボ制御を統合しています。プログラムされたステップでベンドシーケンスを管理します。これにより変動が減り、スループットが向上します。どうやってそんな一貫性とスピードを出しているのでしょうか?その答えは、その制御ロジック、センサー、そしてモーション戦略にあります。以下のセクションでは、この機械を検証し、その方法を明らかにします。

CNCプレスブレーキ4000mm内部
- パンチ、ダイ、そして制御された動き
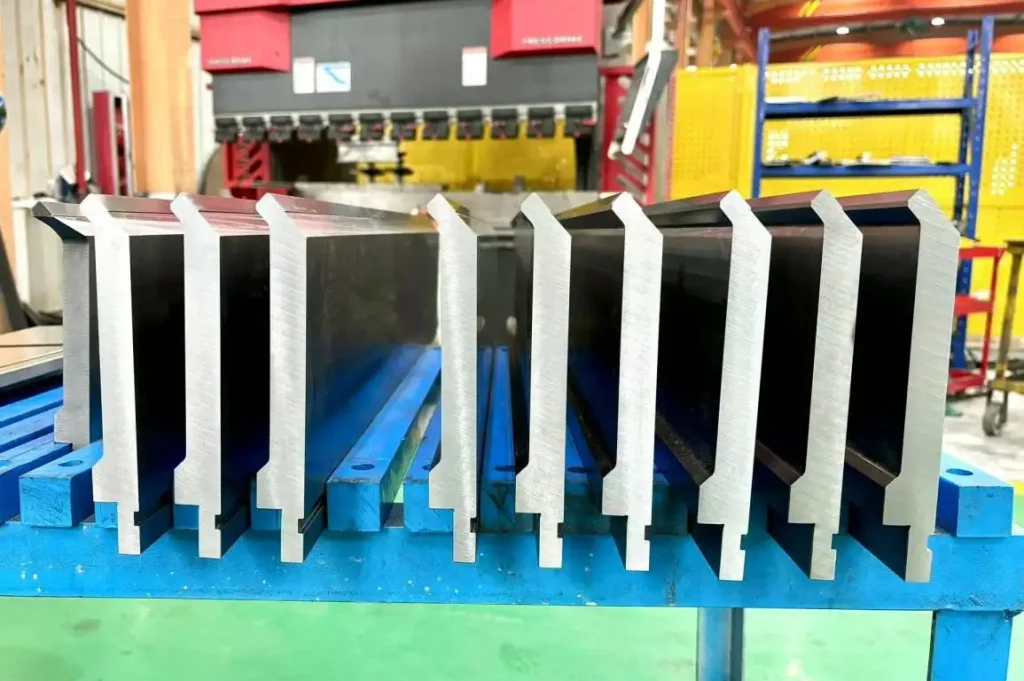
4000 mm CNCプレスブレーキの本質は、パンチをダイに打ち込むことで金属を曲げます。CNCシステムはラムの動きをバックゲージの位置に合わせて基準をロックします。制御された油圧またはサーボ力のプロファイルが曲げを形作り、パンチがダイの開口部に貫通することで定義されます。工具の形状や材料特性が最終結果に影響を与えます。このアプローチはエアベンディングとボトムの両方をサポートし、チームが自信を持って異なる半径や角度に到達できるようにします。
JS RAGOSアプローチは、長い部分に安定性を加えます。CNCプレスブレーキ4000mmは、剛性フレームと精密ガイドを用いて作業長全体のたわみを制限します。荷重配分はベッド全体でバランスよく調整され、端から端までの角度の均一性が保たれています。幅広パネルや背の高いエンクロージャーを作る際には、この剛性が重要です。角度のずれを防ぎ、タッチアップの必要性を減らします。適切なパンチ半径とダイV幅があれば、オペレーターはシフトを繰り返して結果を繰り返します。
- バックゲージ、シーケンシング、スプリングバック
精度は角度のコントロール以上のものです。アセンブリにおいてフランジ長の一貫性は非常に重要です。サーボ駆動のバックゲージは、シートを指に押し付けてストップとして位置づけます。ストップが工具に近いほどフランジは短くなります。複雑な部品では、CNCが曲がりのたびにバックゲージを次のプログラム距離に再配置します。これにより寸法の積み重ねが公差内に収まり、手作業の手間が減ります。
スプリングバックは常に存在します。厚さ、勾配、半径によります。CNCプレスブレーキ4000mmは、オーバーベンド角度を適用するか、ストロークの下部に停留することで補正します。貫通深度を調整し、解放角度が図面と一致するようにします。JS RAGOSはオンマシンプログラミングとオフラインのCAD/CAMの両方をサポートしています。完全な曲げシーケンスをシミュレーションしてクリアランスの確認や計画半径の確認が最初のサイクル前に行われます。

容量、工具、そして精度のための設計
- 部隊計画と主要ベンチマーク
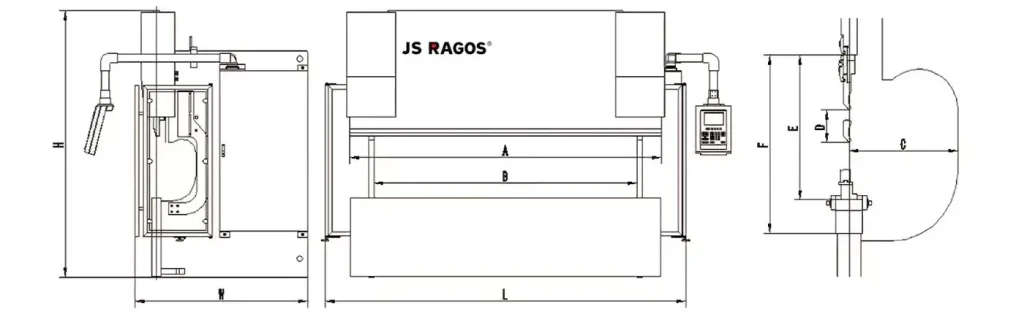
能力は形成可能なものを定義します。最大力と作業長によって、どの厚さ、曲げ長、角度、半径の組み合わせが可能かが決まります。CNCプレスブレーキ4000mmを使えば、最大4,000mmの曲げ長さと最大250トンの利用可能な力を持つ大型部品に対応可能です。力の要求は厚さ、曲げ長、外角とともに増加します。ダイの開口部や曲げ半径が大きくなると、その数は減少します。これらのルールに基づいて計画を立てることで、試行錯誤やスクラップを最小限に抑えます。
以下の例は、軟鋼における90°曲げの実現可能性を評価するのに役立ちます。
•厚さ1.5mm、曲げ長3,000mm、内半径2mmの場合、通常約45トンが必要です。
•厚さ5.0mm、曲げ長3,000mm、内半径4mmの場合、通常約150トンが必要です。
これらのベンチマークは、ダイの選択、パンチ半径、部品入れ子に関する早期判断を支援します。材料、ジオメトリ、力の容量を事前に調整することで、チームはラインの中断を減らし、タクトタイムを保護します。工具の選択とクリアランス戦略

工具は達成可能な半径と表面品質を設定します。厚い材料は、パンチ先の半径が大きく、V幅が広いことが求められることが多いです。鋭角や半径が小さい場合、より鋭い角度を含むオーバーベンド工具は弾性回復を妨げる可能性があります。多曲げ部品は別の制約をもたらします。クリアランスがなければ、既存のフランジが後の曲げ時にパンチを打つことがあります。グースネックパンチは、成形されたフランジのためのスペースを作ることでこの問題を解決します。極端な場合には、ストロークが全体の高さを許容している限り、伸ばしまたは吊り下げたクランプで工具本体を高くし、ポータルクリアランスを増やします。
工具の選択やセットアップは生産を遅らせるべきではありません。JS RAGOS制御は材料のグレード、厚さ、ターゲット角度をパンチやダイのライブラリにリンクさせます。推奨の組み合わせはHMIで提示されています。これにより切り替えが短縮され、高混合環境での誤った工具選択のリスクが減ります。ツールIDは画面上のチェックリストやオプションのバーコードスキャンで確認され、機械とセットアップがプログラムに合っていることを確認します。
設計上の決定も曲げの成功に影響を与えます。ブランク展開はプレスブレーキで形成される半径を考慮しなければなりません。より大きな半径は開発されたフラットを削りました。呼び出しされた半径がダイセットと衝突すると、アセンブリがずれることがあります。JS RAGOSでは、前方に半径や工具のアライメントを行って平坦なパターンを守り、手直しを最小限に抑えています。
ショップの悩みからJS RAGOSの利点まで
曲げがしばしば失敗する場所
製造業者は時間と資源を浪費する繰り返しの障害に直面しています。最も一般的な問題は以下の通りです:
• たわみや不均一な荷重分布による長いパネルに沿った角度ドリフト• 多曲げ部品の工具と既に成形されたフランジの衝突。
・材料やジオメトリの切り替え時の過剰な切り替え時間。
・スプリングバックの過小評価による再作業や角度の不一致。
・高ミックス・低ボリューム注文におけるプログラミングのボトルネック。
これらの問題はそれぞれスループットを低下させ、コストを増加させます。また、RAGOSがバランスの取れた機械設計とインテリジェントな制御でこれらの課題に対処しなければ、顧客に及ぶ品質リスクも生じますcontrolled.JS。CNCプレスブレーキ4000mmは、作業長全体にわたる剛性を維持し、一定の角度を保ちます。貫通深度と動作プロファイルのリアルタイム制御により安定性が維持されます。ツールライブラリやガイドセットアップは切り替えを短縮します。クリアランスツールやグースネックオプションが干渉を防ぎます。シミュレーションを用いたオフラインプログラミングは、最初の部分が曲げられる前に全シーケンスを可視化します。
実績あるワークフローと行動喚起
規律あるプロセスは機械の能力を安定した出力に変換します。オペレーターは正しいパンチとダイを選択し、プログラムを読み込むことでセットアップを始めます。機械はバックゲージの位置を検証し、曲がりマップを表示します。オペレーターは材料を積み込み、バックゲージに直角にします。ラムは油圧またはサーボで前進し、正確な貫通によって角度を作り出します。オーバーベンドやホールド・アット・ボトムのオフセット、スプリングバック。部品は品質検証やその後の処理のために取り外されます。必要に応じて、CNCは次の曲げにインデックスし、バックゲージを自動的に動かします。これにより手動入力が減り、安全性が向上します。
メカニクスを超えて、サポートやトレーニングも重要です。JS RAGOSは標準的なベンドライブラリ、一般的な教材向けのパラメータガイダンス、ベストプラクティステンプレートを提供しています。これらのリソースは、新規事業者がファーストパートの成功を迅速に達成し、経験豊富なチームがスループットを向上させるのに役立ちます。生産規模拡大のプラント向けには、自動化と上流のレーザー切断またはパンチングセルとの統合オプションを提供しています。プレスブレーキからのデータは、トレーサビリティやOEE解析のためにMESにリンクできます。
鳴き声 to アクション: チームがよりタイトな角度、より速いチェンジオーバー、そして長いパーツでの信頼できる結果を求めているなら、JS RAGOSに相談してください。CNCプレスブレーキ4000mmは、工具戦略、容量計画、曲げ順序の統一に役立ちます。相談を依頼したり、ライブデモを設定したり、個別に見積もりを依頼したりしましょう。当社のエンジニアリングチームは部品のレビュー、金型や半径の提案、信頼性が高く効率的な曲げ工程をサポートします。

