













CNC油圧プレスブレーキ入門:曲げの実際の仕組み
CNC油圧プレスブレーキ成形これは、機械が一筆ごとに何をしているのか理解できれば、平らなシートを正確で繰り返し可能な曲げに変える実用的な方法の一つです。JS RAGOSでは、実際の生産圧力用のプレスブレーキを製造しているため、この初心者向けのガイドでは、コア曲げのロジックを明確に順番に説明し、信頼できるいくつかの重要な数値を挙げています。
何だって あるCNC油圧プレスブレーキは本当にそうです
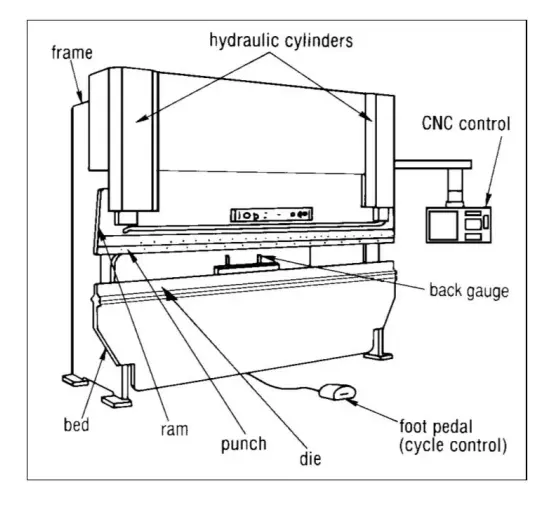
プレスブレーキはラム(上部ビーム)を押し込み、ベッドのダイに向かってパンチングすることで金属を制御された曲げ線に押し込みます。この概念はシンプルですが、安定した結果は正確な位置取り、一貫した力、そして予測可能な材料挙動の3要素に依存します。
ほとんどの形成は繰り返しのサイクルで行われます:
・バックゲージにブランクを当てて位置づけます
・ラムは下に動き、パンチとダイの間の曲がりを形成します
•RAMが戻るので、部品を取り外して点検できます
経験豊富なショップでも、曲げを「見た目が合うまで押す」と考えてしまうと時間が失われることもあります。CNC油圧プレスブレーキはその推測を制御された動きと繰り返し可能な計測に置き換え、すべての曲がり角に明確な基準を持ちます。
収容人数、ベッドの長さ、 あるそしてなぜ重要なのか 私n リアルジョブズ
初心者の場合、機械の選択はしばしば2つの数字から始まります:トン数とベッド長です。一般的なプレスブレーキ成形では、一般的な積載能力は20トンから200トン程度で、ベッドの長さは4フィートから14フィート(約1.2mから4.3m)です。これらの範囲は、ブラケット、パネル、エンクロージャー、フレーム、チャネル部品など幅広い種類をカバーしています。
これらの数字があなたにとって意味することは:
✅トン数は、機械を過負荷にせずに使える厚さや曲げの種類を決めます。もし設計に底打ちやコイン加工が必要なら、トン数制限が極めて重要です。
✅ベッド長は曲げられる最大部品長を決めますが、成形後の曲げの順序や取り外しの計画にも影響します。
✅適切なマッチングはスクラップや再作業を減らせます。小さな機械に重労働を強いたり、放置されている大型機械にお金を払う必要がありません。
JS RAGOSでは、お客様の材料範囲、厚さ範囲、典型的な部品長から始め、モデルをロックする前に曲げ方(エアベンディングかボトムニングか)を確認してからモデルをロックするよう勧めています。これにより、後々「容量の驚き」を防ぐことができます。
曲げ技法:空気曲げとボトムニング(造語)の違い
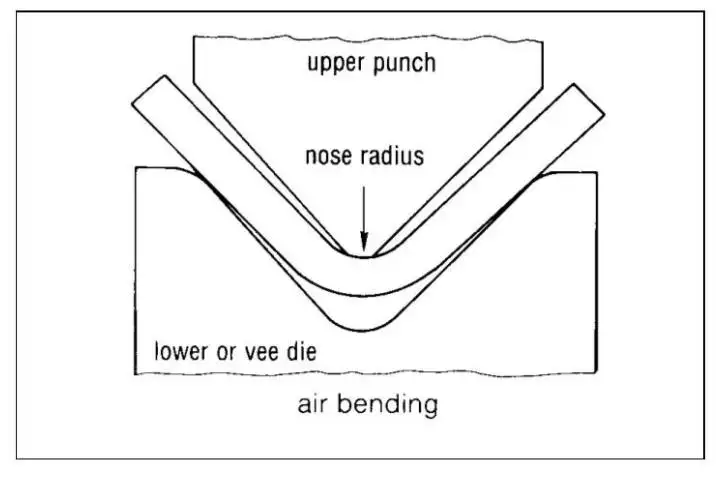
ほとんどの日々の生産用ベンディングは空気ベンディングで、柔軟で速いためです。エアベンディングでは、パンチがシートを金型の開口部に押し込みますが、シートが接触するのは以下のみです:
パンチチップ
V型ダイの2つの上端
シートがダイ角に完全に押し込まれていないため、圧力が解放されると部品はわずかに後退します。スプリングバックは正常であり、材料の種類、厚さ、結晶方向、焼き質によって変化します。
セットアップ時間を短縮するために、多くのエアベンディング工具セットは標準化されたダイ角を使用しています。一般的な手法としては、80°または85°のダイ角度を用いて最終90°の曲げを実現し、毎回金型を変えることなくスプリングバックの余裕を確保できます。
ボトム加工(多くの店ではコインとも呼ばれます)は異なります。パンチとダイは最終的な角度に合わせて製造され、機械はシートを完全に金型に押し込みます。これによりスプリングバックは減少しますが、より多くのトン数が必要となり、機械の能力に制限されます。実用的な教訓はシンプルです:
空気曲げ = 柔軟かつ効率的
ボトム/コーミング=より高い精度で必要とする力の要求が高まる
CNC油圧プレスブレーキは、位置や繰り返し性を安定的かつプログラム可能な制御で提供できるため、どちらの方法でも価値があります。
バックゲージ:繰り返し性を左右する静かな部分
フランジの長さを一貫させたいなら、一定の位置取りが必要です。それがバックゲージの役割です。多くの機械は、手動調整から穴を通すピン、各ストローク後に動くCNCプログラム可能なユニットまで、さまざまなバックゲージタイプを使用できます。
ほとんどの作業場では、作業者が作業物を持ち、正しいバックゲージ位置に合わせてから曲げる作業が行われます。だからこそ、バックゲージの品質は初心者が思う以上に重要です。
CNCバックゲージが役立つ実用的な方法:
✅曲がり角間の測定は減ります。なぜなら機械が位置を「記憶」しているからです
✅特に多重曲げ部品では累積誤差が少なくなります
✅より速い小規模な敷地設置で、通常は時間が無駄になります
JS RAGOSでは、バックゲージの安定性とプログラミングの流れに注力しています。なぜなら、バックゲージこそが再現性が築かれるか、失われる場所だからです。
高額な曲げ問題を防ぐ設計ルール
多くの曲げの欠陥は、機械ではなく図面から始まります。CNC油圧プレスブレーキは高速で動作できますが、製造性の悪さを「修正」することはできません。歪み、工具の損傷、予期せぬ変化を一貫して減らす設計ルールをいくつかご紹介します。
✅可能な限り、カーブを越える共通の内側半径を使いましょう。推奨される最低限を下回ると、軟金属の材料の流れの問題や硬い金属の亀裂の原因となります。
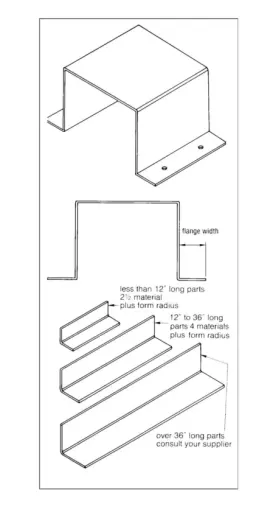
✅フランジ幅:≥4×の厚さ半径(過負荷やフランジの歪みを防ぐため)。
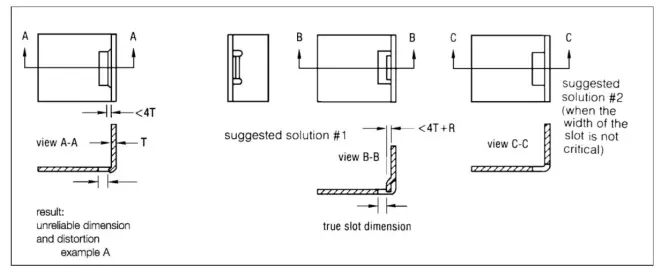
✅曲がり近くの特徴:≥曲げ線からの厚さ半径3×(穴やスロットの変形を減らす)。
✅角度:デフォルトは90°;特殊な角度は、繰り返しに十分な工具を使う必要がある場合があります。
これらのガイドラインは理論ではありません。曲げる際にシートが無理やり流れるようになる場合の動きを反映しています。物理法則を尊重すれば、CNCプログラムはよりシンプルになり、現場の作業もより予測しやすくなります。
JS RAGOSが初心者がより早く安定したベンドを手に入れる助けとなる方法
プレスブレーキ成形の最大の利点は柔軟性です。標準的なV型ダイなら、小ロットやプロトタイプを経済的にセットアップでき、その後、現代のプログラム可能なゲージや多段階セットアップでスケールランが可能です。その代償として、各曲がり角が別々に計測されるため、明確な基準戦略や再現可能な位置取りがなければばばらつきが蓄積されることがあります。
ここでJS RAGOSの製品とサポートは実践的な成果に焦点を当てています:
✅最初の作品の承認に対する信頼が高まります。なぜなら、曲げるアプローチは試行錯誤ではなく構造化されているからです
✅安定ゲージと繰り返し可能なストロークロジックを用い、混合オーダーのセットアップ時間が短縮される
✅設計と生産間のコミュニケーションが改善され、明確なフランジや特徴ルールを早期に適用することで改善されます
CTA: 初めてCNC油圧プレスブレーキの購入を計画している場合や、現在のラインの曲げ安定性を向上させたい場合は、材料範囲、部品長、ターゲット曲げ方法に基づくモデルのおすすめをJS RAGOSにお問い合わせください。いくつかの典型的な図面を共有していただければ、実用的なトン数やベッド長、スクラップを減らし曲げをコントロールしやすいセットアップ方法を選ぶお手伝いをします。

