













광섬유 레이저 vs CO₂ 레이저: 주요 차이점과 선택 방법
광섬유 레이저와 일산화탄소 레이저 중 어떤 것을 사용할지에 대한 결정 2 레이저는 절단할 재료의 종류에 따라 달라집니다, 재료의 두께, 생산량과 장기적인 운영 비용. 이 두 기술은 현대 제작에서 매우 인기가 많습니다, 하지만 그들의 파장은 다릅니다, 능률, 재료의 유지 및 호환성, 크게 다릅니다.
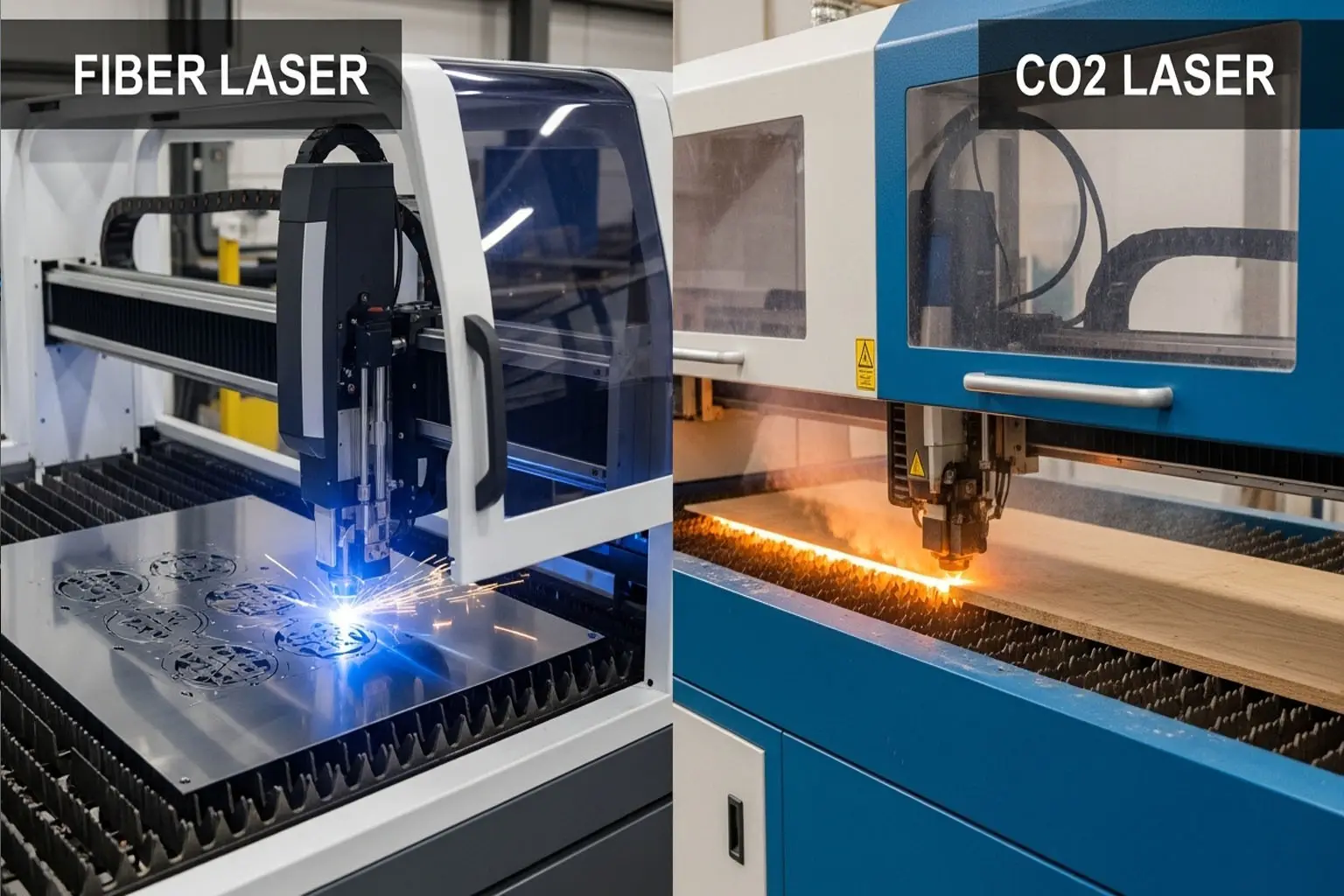
ACCURL의 비교에 따르면, 광섬유 레이저는 고체 상태 기술과 광섬유를 이용해 레이저 에너지를 제공하는 반면, CO 2 레이저는 가스로 채워진 튜브와 빔의 거울 전달을 기반으로 합니다. 이러한 성능은 설계상 다양하여 성능과 운영 경제성에 직접적인 영향을 미칩니다.
1. 핵심 기술 차이점
광섬유 레이저
파이버 레이저는 레이저 다이오드를 이용해 빛을 생성하고 광섬유 케이블을 통해 증폭하는 고체 상태 레이저입니다 . 이 설계는 정렬 요구가 최소화된 컴팩트한 빔 경로를 만듭니다.
광섬유 레이저는 일반적으로 적외선 범위 780 정도에서 작동합니다–2200 엔엠 , 이는 금속에서의 흡수를 향상시킵니다—특히 알루미늄이나 구리 같은 반사 재료에 대해 .
주요 특성:
-
높은 빔 품질
-
강한 금속 흡수
-
최소한의 광학 정렬
-
장기 소스 수명 (자주 100,000+ 시간)
CO₂ 레이저
CO₂ 레이저는 관 내부의 가스 혼합물을 전기적으로 자극하여 레이저 빛을 생성합니다 . 빔은 거울을 이용해 절단 헤드로 향합니다.
CO₂ 레이저는 더 긴 파장에서 작동합니다 (주위에 10,600 엔엠) , 이는 나무와 같은 비금속 물질과 더 효과적으로 상호작용합니다, 아크릴, 가죽, 그리고 섬유 .
주요 특성:
-
비금속 재료에 매우 적합합니다
-
두꺼운 재료에 매끄러운 가장자리 마감
-
표지판 및 목공 분야에서 검증된 기술
2. 절단 속도와 생산성
섬유 레이저는 얇은 금속 절단 속도에서 CO₂ 레이저보다 꾸준히 우수한 성능을 보입니다. 한 성능 비교에 따르면 섬유 레이저는 CO₂ 시스템보다 최대 5배 빠른 속도로 얇은 강철을 절단할 수 있습니다 .
예를 들어:
-
광섬유 레이저: ~16게이지 강철에 1,417 IPM
-
CO₂ 레이저: ~260 IPM 16게이지 강재
레딧 비교 결과, 2 kW 광섬유는 5인치 속도만큼 빠르게 절단할 수 있습니다–6 얇은 재료 시나리오에서의 kW CO₂ 레이저 .
참여:
대량 금속 가공을 위해—특히 얇거나 중간 정도의 얇은 판이—광섬유 레이저는 생산성 측면에서 큰 이점을 제공합니다.
3. 두께 능력
두께 성능은 전력 수준에 크게 좌우됩니다.
-
고출력 광섬유 레이저 (20 kW 이상) 강철을 자르는 것이 접근 가능하다 1.5 인치 (≈38 밀리미터) .
-
산업 자료 또한 섬유 시스템이 탄소강을 절단하는 방식을 보여줍니다. 20 MM은 우수한 품질로 15 kW .
그렇지만, CO₂ 레이저는 두꺼운 재료나 비금속을 절단할 때 더 부드러운 마감을 제공하는 경우가 많습니다 .
일반적인 경향:
-
광섬유 → 얇거나 중간 정도의 금속에 가장 적합합니다
-
CO₂ → 두꺼운 비금속 소재와 미적 가장자리 마감에 선호됨
4. 에너지 효율 및 운영 비용
에너지 효율성은 가장 큰 차별화 요소 중 하나입니다.
광섬유 레이저는 보통 25개를 달성합니다–35% 벽면 플러그 효율 , CO₂ 시스템은 대략 8–15% .
현실 세계에서:
-
A 6 kW 광섬유 시스템은 ~20 정도를 소비할 수 있습니다–25 kW 총 시스템 전력
-
A 4 kW CO₂ 시스템은 40 kW를 소비할 수 있습니다–50 kW
오버 10,000 운영 시간, 이로 인해 에너지 비용 차이가 15,000달러를 초과할 수 있습니다–25,000 .
결론:
광섬유 레이저는 일반적으로 금속 제작의 총 소유 비용을 낮출 수 있습니다.
5. 유지보수 요건
광섬유 레이저는 움직이는 부품이 적고 가스관이 없습니다. 유지보수는 일반적으로 노즐 교체와 보호 창문 청소로 제한됩니다 .
CO₂ 레이저는:
-
가스 보조
-
거울 청소 및 정렬
-
튜브 교체는 2,000번마다 이루어집니다–10,000 시간
이로 인해 CO₂ 시스템의 유지보수 노동이 증가하고 가동 중단 시간이 발생합니다.
레딧 사용자들은 광섬유의 유지보수가 적고 운영이 간단하다는 점을 자주 강조합니다 .
6. 절단 품질과 엣지 마감
광섬유 레이저는 정밀도가 뛰어나고 깨끗한 결과를 냅니다, 금속의 좁은 절단선 .
그렇지만, CO₂ 레이저는 두꺼운 아크릴이나 목재에서 더 매끄러운 가장자리를 만들어내는 경우가 많습니다 . 사용자 예시 절단 3/8" 아크릴은 렌즈와 세팅에 따라 가장자리 광택 차이가 뚜렷하게 나타났습니다 .
실제로는:
-
금속 정밀도 → 광섬유
-
유기체의 미적 엣지 품질 → CO₂
7. 재료 호환성
광섬유 레이저는 다음과 같이 최적화되어 있습니다:
-
탄소강
-
스테인리스
-
알루미늄
-
구리
CO₂ 레이저는 여전히 주요 해결책입니다.:
-
나무
-
아크릴
-
MDF
-
가죽
-
고무
만약 당신의 사업이 주로 비금속 재료를 절단한다면, 섬유는 적합하지 않을 수 있습니다.
8. 초기 투자
광섬유 레이저는 일반적으로 초기 투자가 더 많이 듭니다 . CO₂ 시스템은 초기 비용이 더 낮지만 장기적인 에너지 및 유지보수 비용이 더 높은 경우가 많습니다 .
5년 비용 비교 예시:
-
6 kW 광섬유: ~총 $165,000
-
4 kW CO₂: ~총 $185,000
초기 비용이 더 높음에도 불구하고, 금속 절단에서 장기적으로 투자 대비 수익률(ROI)에서 섬유가 종종 우위를 점합니다.
빠른 비교 요약
| 카테고리 | 광섬유 레이저 | CO₂ 레이저 |
|---|---|---|
| 최고의 | 금속 | 비금속 |
| 절단 속도 | 아주 빠르다 (얇은 금속) | 더 느리게 |
| 에너지 효율 | 25–35% | 8–15% |
| 유지 | 낮다 | 높은 |
| 초기 비용 | 높은 | 아래 |
| 엣지 피니시 | 정밀 금속 절단 | 두꺼운 비금속 표면에서는 매끄럽게 |
최종 권고
선택하세요 광섬유 레이저 만약:
-
대부분 금속을 자르게 됩니다
-
속도와 생산성이 중요합니다
-
에너지 효율성이 매우 중요합니다
-
유지보수가 적은 편이 좋습니다
선택하세요 CO₂ 레이저 만약:
-
주로 나무를 자르는 거죠, 아크릴, 섬유, 또는 고무
-
두꺼운 유기물의 가장자리 매끄러움이 중요합니다
-
예산 제약은 낮은 초기 투자를 선호합니다
두 기술 모두 여전히 유효합니다—하지만 현대 금속 가공에서는, 효율성 덕분에 광섬유 레이저가 지배적인 해결책이 되었습니다, 속도, 그리고 장기적인 비용 이점

