













Faserlaser vs. CO₂-Laser: Wichtige Unterschiede und wie man auswählt
Die Entscheidung, ob ein Faserlaser oder ein CO verwendet wird 2 Der Laser hängt davon ab, welche Art dessen, was du schneiden willst,, Die Dicke des Materials, Produktionsvolumen und langfristige Betriebskosten. Beide Technologien sind in der modernen Zeit sehr beliebt in der Fertigung, aber ihre unterschiedlichen Wellenlängen, Effizienz, Wartung und Kompatibilität der Materialien, unterscheiden sich stark.
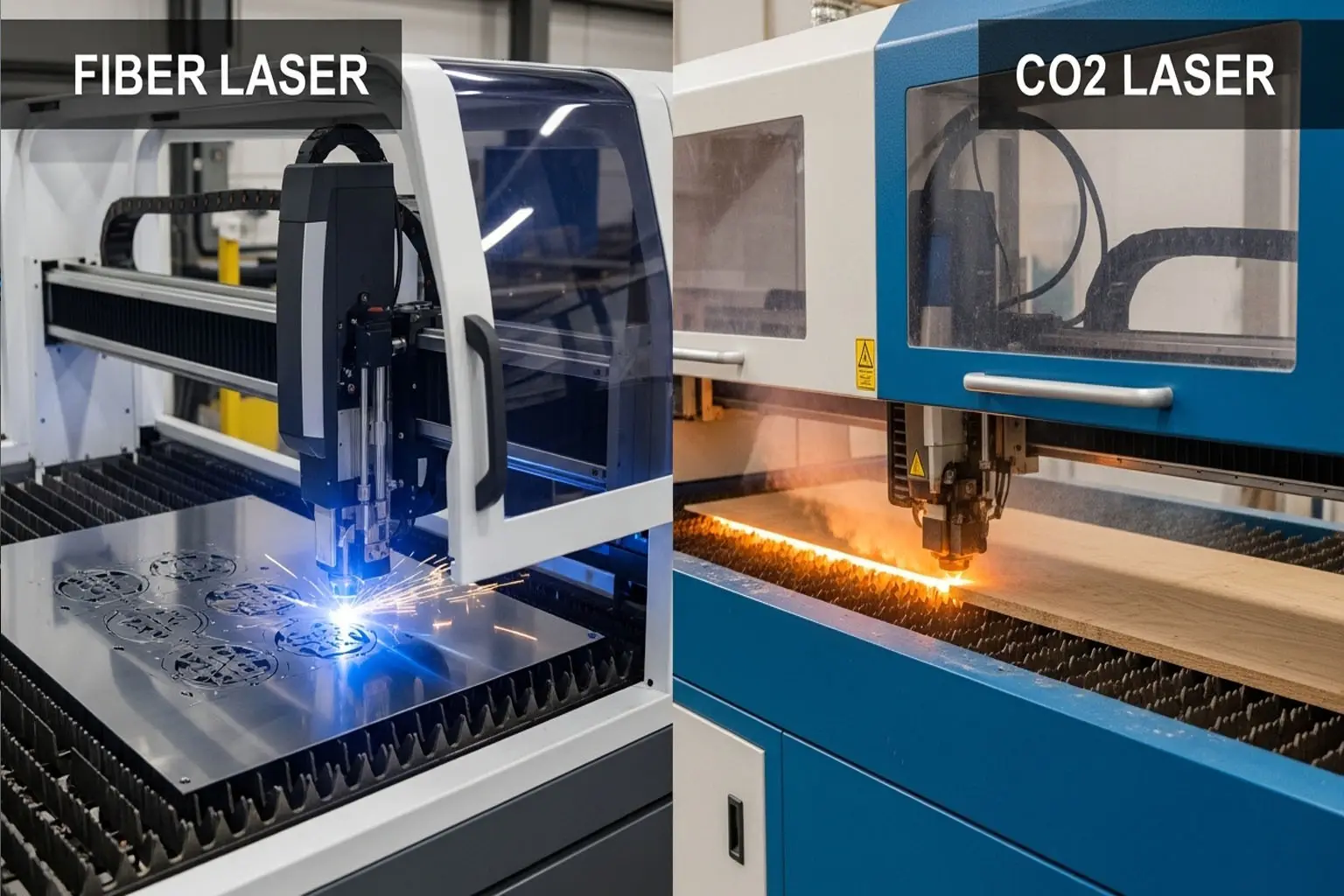
Ein von ACCURL durchgeführter Vergleich zeigt, dass Glasfaserlaser Festkörpertechnologie und Glasfasern nutzen, um Laserenergie bereitzustellen, während CO 2 Laser basieren auf einer gasgefüllten Röhre und einer Spiegelabgabe des Strahls. Diese Leistungen unterscheiden sich im Design, was sich direkt auf die Leistung und die Betriebswirtschaftlichkeit auswirkt.
1. Unterschiede in der Kerntechnologie
Faserlaser
Ein Faserlaser ist ein Festkörperlaser, der Licht mittels einer Laserdiode erzeugt und es über Glasfaserkabel verstärkt . Dieses Design schafft einen kompakten Strahlweg mit minimalen Ausrichtungsanforderungen.
Glasfaserlaser arbeiten typischerweise im Infrarotbereich von etwa 780–2200 Nm , was die Absorption in Metallen verbessert—Vor allem reflektierende Materialien wie Aluminium und Kupfer .
Schlüsselmerkmale:
-
Hohe Strahlqualität
-
Starke Metallabsorption
-
Minimale optische Ausrichtung
-
Lange Lebensdauer der Quellen (Oft 100,000+ Stunden)
CO₂-Laser
CO₂-Laser erzeugen Laserlicht, indem sie ein Gasgemisch in einem Rohr elektrisch stimulieren . Der Balken wird mit Spiegeln zum Schneidkopf geleitet.
CO₂-Laser arbeiten mit einer längeren Wellenlänge (um 10,600 Nm) , was effektiver mit nichtmetallischen Materialien wie Holz interagiert, Acryl, Leder, und Textilien .
Schlüsselmerkmale:
-
Ausgezeichnet für Nichtmetalle
-
Glatte Kantenoberfläche auf dicken Materialien
-
Bewährte Technologie in Beschilderung und Holzbearbeitung
2. Senkgeschwindigkeit und Produktivität
Faserlaser übertreffen CO₂-Laser in der Schneidgeschwindigkeit von dünnem Metall konstant. Ein Leistungsvergleich zeigt, dass Faserlaser dünnen Stahl bis zu fünfmal schneller schneiden als CO₂-Systeme .
Zum Beispiel:
-
Faserlaser: ~1.417 IPM auf 16-Gauge-Stahl
-
CO₂-Laser: ~260 IPM auf 16-Gauge-Stahl
Ein Reddit-Vergleich stellt außerdem fest, dass ein 2 kW Glasfaser kann so schnell schneiden wie ein 5-Liter–6 kW CO₂-Laser in Dünnmaterialszenarien .
Beteiligung:
Für die Metallverarbeitung mit großem Volumen—besonders dünne bis mittlere Schicht—Glasfaserlaser bieten erhebliche Produktivitätsvorteile.
3. Dicke-Fähigkeit
Die Dickenleistung hängt stark vom Leistungsniveau ab.
-
Hochleistungsfaserlaser (20 kW und höher) kann Stahl schneiden, der sich nähert 1.5 Zoll (≈38 Mm) .
-
Industriedaten zeigen außerdem, dass Fasersysteme Kohlenstoffstahl bis zu 20 mm mit ausgezeichneter Qualität bei 15 kW .
Aber, CO₂-Laser bieten oft glattere Oberflächen beim Schneiden dickerer Materialien oder Nichtmetalle .
Allgemeiner Trend:
-
Glasfaser → Am besten für dünnes bis mittleres Metall
-
CO₂ → bevorzugt für dicke, nichtmetallische Beschichtungen und ästhetische Kantenoberflächen
4. Energieeffizienz und Betriebskosten
Energieeffizienz ist einer der größten Unterscheidungsmerkmale.
Faserlaser erreichen typischerweise 25–35% Wandstecker-Effizienz , während CO₂-Systeme bei etwa 8 arbeiten–15% .
In der realen Welt:
-
A 6 kW-Glasfasersysteme können ~20 verbrauchen–25 kW Gesamtleistung des Systems
-
A 4 das kW-CO₂-System kann 40 verbrauchen–50 kW
Über 10,000 Öffnungszeiten, Dies kann zu Energiekostenunterschieden von über 15.000 US-Dollar führen–25,000 .
Schlussfolgerung:
Faserlaser bieten in der Regel geringere Gesamtkosten für die Metallverarbeitung.
5. Wartungsanforderungen
Faserlaser haben weniger bewegliche Teile und keine Gasröhren. Die Wartung beschränkt sich typischerweise auf den Austausch der Düse und das Reinigen von Schutzfenstern .
CO₂-Laser benötigen:
-
Gasnachfüllungen
-
Spiegelreinigung und Ausrichtung
-
Röhrenaustausch alle 2.000–10,000 Stunden
Dies führt zu höherem Wartungsaufwand und Ausfallzeiten für CO₂-Systeme.
Reddit-Nutzer betonen häufig die geringere Wartung und die betriebliche Einfachheit von Glasfaser .
6. Schnittqualität und Kantenfinish
Faserlaser zeichnen sich durch Präzision aus und liefern saubere Effekte, Enge Schnittschnitte in Metallen .
Aber, CO₂-Laser erzeugen oft glattere Kanten in dickem Acryl oder Holz . Ein Nutzerbeispiel: Schneiden 3/8" Acryl zeigte spürbare Unterschiede beim Kantenpolitur, abhängig von Objektiv und Setup, .
Praktisch:
-
Metallpräzision → Glasfaser
-
Ästhetische Kantenqualität bei organischen Materialien → CO₂
7. Materialkompatibilität
Faserlaser sind optimiert für:
-
Kohlenstoffstahl
-
Edelstahl
-
Aluminium
-
Kupfer
CO₂-Laser bleiben die dominierende Lösung für:
-
Holz
-
Acryl
-
MDF
-
Leder
-
Gummi
Wenn Ihr Unternehmen hauptsächlich nichtmetallische Materialien schneidet, Ballaststoffe sind möglicherweise nicht geeignet.
8. Anfangsinvestition
Glasfaserlaser erfordern typischerweise eine höhere Anfangsinvestition . CO₂-Systeme haben oft geringere Anfangskosten, aber höhere langfristige Energie- und Wartungskosten .
Beispiel für einen 5-Jahres-Kostenvergleich:
-
6 kW-Faser: ~165.000 $ insgesamt
-
4 kW CO₂: ~185.000 $ insgesamt
Trotz höherer Anfangskosten, Fasern gewinnen oft langfristig beim Schneiden von Metall.
Kurzer Vergleich
| Kategorie | Faserlaser | CO₂-Laser |
|---|---|---|
| Am besten geeignet für | Metalle | Nichtmetalle |
| Schneidgeschwindigkeit | Sehr schnell (Dünnmetalle) | Langsamer |
| Energieeffizienz | 25–35% | 8–15% |
| Instandhaltung | Niedrig | Höher |
| Anfangskosten | Höher | Senken |
| Kantenfinish | Präzise Metallschnitte | Glatt auf dicken Nichtmetallen |
Abschließende Empfehlung
Wähle Faserlaser wenn:
-
Du schneidest hauptsächlich Metall
-
Geschwindigkeit und Produktivität spielen eine Rolle
-
Energieeffizienz ist entscheidend
-
Du willst weniger Wartung
Wähle CO₂-Laser wenn:
-
Du schneidest hauptsächlich Holz, Acryl, Textilien, oder Gummi
-
Glatte Kanten bei dicken organischen Materialien ist wichtig
-
Budgetbeschränkungen begünstigen eine geringere Anfangsinvestition
Beide Technologien sind weiterhin relevant—aber für die moderne Metallverarbeitung, Glasfaserlaser sind aufgrund ihrer Effizienz zur dominierenden Lösung geworden, Geschwindigkeit, und langfristige Kostenvorteile

