













8軸CNCプレスブレーキ:機能、精度、そして最適なユースケース
なぜ8軸システムを選ぶのか?
あ 8軸CNCプレスブレーキ 複雑で非対称、またはテーパー状の形状が必要な高精度金属製造向けに設計されています。標準的な機械は単純な曲げを扱いますが、8軸システムは複数のバックゲージフィンガーを独立して制御できます。
主なポイント:
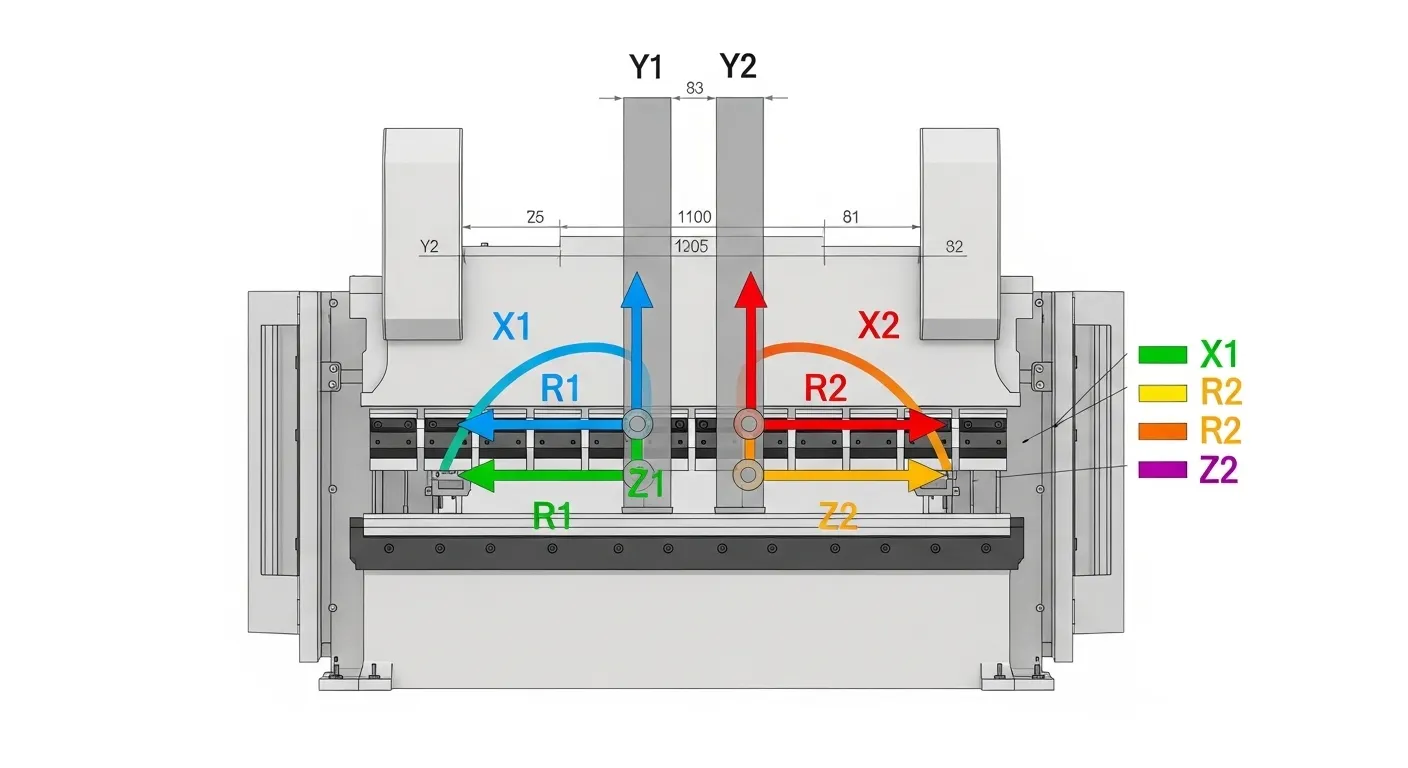
- 8軸は次のように定義されました: Y1/Y2(ラム)、X1/X2(バックゲージの深さ)、R1/R2(バックゲージの高さ)、Z1/Z2(バックゲージの横方向移動)。
- 主な利点: 非平行なフランジラインや曲げ長を変える部品を手動の再校正なしに曲げる能力。
- おすすめ: 航空宇宙部品、複雑な建築外装、そしてセットアップ時間が収益性を損なう高ミックス・低生産。
- ROI要素: 複雑な部品のセットアップ時間を、曲げシーケンスの各ステップでバックゲージの位置調整を自動化することで大幅に短縮できます。
構成の解読:8軸すべてが実際に何をしているのか?
To justify the investment in an 8-axis machine, you must understand exactly what you are paying for. The "magic" of an 8-axis system lies in the fully independent movement of the backgauge fingers.
標準的なプレスブレーキは通常、バックゲージタワーの動きを連結します。8軸構成では、CNCコントローラーは以下の動きを独立して管理します:
- Y1およびY2(ラム運動): The standard hydraulic or electric cylinders that drive the upper beam down. Independent control here allows for "air bending" accuracy and tilt (for tapered bends).
- X1 と X2(バックゲージの深さ): これらの軸はバックゲージ指の前後の動きを制御します。
- 8軸の利点: 左指は右指とは異なる深さで位置を取ることができます。これは、斜めまたは非正方形の辺を持つ部分(円錐形曲げ)を曲げる際に不可欠です。
- R1およびR2(バックゲージの高さ): これらの軸は指の上下の垂直方向の動きを制御します。
- 8軸の利点: すでに形成されて片側が低く垂れ下がっているフランジを持つ部品を曲げる場合、R軸の独立性により、片方の指は材料をキャッチするために下に下がり、もう一方の指は高い位置に保てます。
- Z1 & Z2(指の横方向の位置): これらの軸はバックゲージバーに沿って指を左右に動かす動きを制御します。
- 8軸の利点: 機械は各ベンドステップごとに指を最適な幅に自動的に配置します。指を手動で滑らせるために機械を止める必要がなく、多段階の曲げ動作が大幅に速くなります。
主な能力:複雑さを正確に扱うこと

8軸プレスブレーキの主な機能は 幾何学的柔軟性.
In a standard 4-axis environment, operators often have to create "workarounds" for complex parts—using jigs, drawing lines on the metal, or setting up manual stops. An 8-axis system digitizes these workarounds.
非対称曲げ(テーパード/円錐形曲げ)
もし曲げ線がシートの端に平行でないようなじみつきやブラケットを作る必要がある場合、標準的なバックゲージはストップバーがダイに平行であるため失敗します。
- 解決策: X1とX2が独立して動くことで、バックゲージが斜めの停止線を作り出し、手動レイアウトなしで正確な円錐形カーブを可能にします。
再セットアップなしの多段曲げ
異なるステーションにまたがる複数の曲げが必要な部品(例:ベッド長に沿った漸進的な曲げセットアップ)では、Z1軸とZ2軸が重要になります。
- 解決策: オペレーターが部品をステーションA(左側)からステーションB(右側)に移動させると、Z軸が自動的に指を次の曲げに適した位置に移動させます。
ダウンフランジの取り扱い
箱やパネルを曲げる際、以前の曲げによってフランジが垂れ下がり、標準的なバックゲージバーに衝突することがよくあります。
- 解決策: 独立したR1軸とR2軸により、指は動的に高さを調整でき、障害物を排除し、正しいゲージ面で部品を操作します。
4軸 vs. 6軸 vs. 8軸:適切な機械の選択
すべての工場で8軸の機械が必要なわけではありません。もし主に平らな長方形のブラケットを曲げているなら、余分な軸はやりすぎかもしれません。しかし、能力を広げたいなら、以下の違いを比較してください。
| 特徴 | 4軸(Y1、Y2、X、R) | 6軸(Y1、Y2、X1、X2、R、Z)などに類似しています | 8軸(Y1、Y2、X1、X2、R1、R2、Z1、Z2) |
| バックゲージの深さ | 共有バー(平行バーのみ) | 独立(角度のある曲がり可能) | 独立(角度のある曲がり可能) |
| バックゲージの高さ | 共有高さ | 共有高さ | 独立(不均一なフランジ) |
| 指幅(左/右) | 手動調整 | 自動(Z1/Z2はしばしばリンク式または独立式) | 全自動独立 |
| 最適なユースケース | 標準的なボックス、シンプルなブラケット | テーパーパーツ、より大きなボリューム | 複雑な航空宇宙、建築、多段部品 |
| 準備時間 | ハイ(手動指でスライド) | 中程度 | 最低(完全自動化) |
| オペレータースキル | 高(手動回避が必要) | 中程度 | 下部(機械がジオメトリを担当) |
戦略的注意事項: もし生産が単純な長方形部品であれば、よりシンプルなセットアップで投資回数を最大化できるかもしれません。私たちのガイドをご覧ください4軸CNCプレスブレーキ:それで作れるものそれが今のニーズに合うかどうか確かめてみるのも良いでしょう。
実世界での応用:8軸曲げの最適なユースケース

8軸構成は、精度が妥協の余地がなく、部品の形状が大きく異なる産業で輝きます。
建築外装とファサード
現代建築は非線形でねじれた金属パネルを好む。これらは部品の長さにわたって深さが異なるフランジを必要とすることが多いです。
- なぜ8軸なのか: The X1/X2 independence allows for gauging "trapezoidal" panels accurately without marking lines on the protective film.
航空宇宙部品
航空機のブラケットや構造リブは、しばしば狭く湾曲した胴体に収まります。単純な90度角や四角い縁を持つことはほとんどありません。
- なぜ8軸なのか: 独立したR軸(高さ)とX軸(深さ)の組み合わせにより、基準エッジが曲線や段差であっても部品の正確なゲージが保証されます。
高ミックス、低生産量のジョブショップ
もし工場が1日に50種類の異なる部品番号を5〜10単位のバッチサイズで処理している場合、手動セットアップ時間が最大の損失となります。
- なぜ8軸なのか: Z1/Z2軸は、操作者が機械の後方を回って指を滑らせる必要をなくす。機械はパートBの準備が整い、2つ目のパートAが完成します。
ミニケーススタディ:効率性
ケーススタディA:建築職人店
状況: シカゴの製作工場が、4,000枚のアルミニウムパネルを必要とするスタジアムファサードの契約を獲得しました。パネルの40%は非長方形(台形)でした。
問題点: Using their existing 4-axis brakes, operators had to manually scribe bend lines on every trapezoidal part because the backgauge couldn't match the angle. This added 3 minutes per part.
解決策: 彼らはRagos製8軸CNCプレスブレーキを取り付けました。X1/X2軸はパネルの角度を模倣するようにプログラムされていました。
結果: セットアップ時間がゼロになりました。スクライブは廃止されました。複雑なパネルの処理量は250%増加し、8か月で機械の差分を支払いました。
ケーススタディB:電子機器の筐体メーカー
状況: 複数の内部層と取り付けポイントを持つシャーシを製造するサーバーラックの製造会社。
問題点: 部品ごとに12回の曲げが必要でした。オペレーターは、ベンド4からベンド5の間で指幅(Z軸)を手動で調整し忘れ、サイドフランジとの衝突を引き起こしたため、部品を頻繁に廃棄していました。
解決策: 自動Z1/Z2移動を備えた8軸システムが実装されました。
結果: コントローラーはステップの合間に指を動かしてサイドフランジをクリアします。衝突によるスクラップ率はほぼ0%にまで低下し、オペレーターの疲労も大幅に軽減されました。
よくある質問:多軸曲げに関するよくある質問
A: Generally, no. Modern CNC controllers (like Delem or Cybelec used on Ragos machines) visualize the part in 3D. You import the STEP file, and the software automatically calculates the X, R, and Z positions. The operator doesn't manually program "X1 to 50mm"; the software handles it.
通常、これはコスト効率が良くありません。バックゲージアセンブリ全体、サーボモーター、ドライブ、そして多くの場合はCNCコントローラー自体を交換する必要があります。ほとんどの場合、8軸動作用の機械を購入する方が良いです。
少し多めに、潤滑や校正のためのサーボモーターやボールスクリューが増えるためです。しかし、システムが自動化されているため、操作者が手作業で指をレールに叩きつける際の物理的な負担は少なく済みます。
While it varies by tonnage and brand, the jump from 6 to 8 axes typically represents a 15–25% increase in machine cost. This premium is justified if your "setup time" savings exceed that cost over the first 2 years.
結論:アップグレードは価値があるのか?
投資 8軸CNCプレスブレーキ is not just about buying "more specs"—it is about buying アジリティ.
もし生産ラインが手動調整や複雑なレイアウト、直線バーでは測定できない部品で足を踏みに入っている場合、8軸システムは問題解決ツールとなります。プレスブレーキをボトルネックから柔軟な製造拠点へと変貌させます。
ショップの次のステップ:
- スクラップの監査: 複雑なジオメトリや手動の計測ミスで部品を失っているのですか?
- ジオメトリを確認してください: テーパードベンドや非平行フランジが関わる作業をよく断ることはありませんか?
- ラゴスへの連絡: 多軸ソリューションのラインナップをご覧いただき、どの構成があなたの生産量に合うかをご覧ください。
基本から始める準備はできていますか?私たちのガイドで基本をよく確認しましょう 4軸CNCプレスブレーキ:それで作れるもの.

