













3ロールプレート圧延機販売中 |円錐曲げの不正確さを修正
Cone fabrication has a way of chewing up time. A tiny slip at the small-end radius, a stubborn flat near the seam, or a mismatch after tack welding can turn a straightforward job into a sequence of rework, inspections, and lost material. In shipyards, pressure vessel shops, and tank fabrication lines, out-of-tolerance cones stall schedules and invite quality audits. JS RAGOS tackles these recurring issues with a 3-Roll Plate Rolling Machine engineered for rigidity, balanced pressure, and exact roll motion - so cones leave the machine ready for fit-up, not repair.

プレートローラーマシンの効果- そしてなぜ錐体が異なるのか
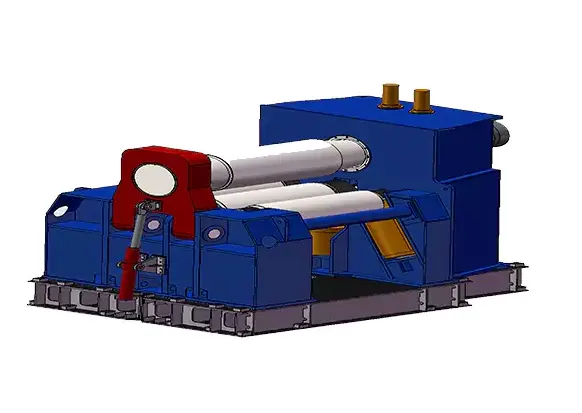
A plate rolling machine (also known as a roll bending machine) turns flat plate into cylinders, cones, and smooth arcs by advancing material through rotating rolls that apply controlled forming forces. A 3-Roll Plate Rolling Machine places the main forming duty on the top roll, letting the two side rolls handle pre-bends and radius control. With hydraulic systems and CNC automation, you gain uniform pressure, smooth feed, and exact positioning - essential for thin materials and precision cones.
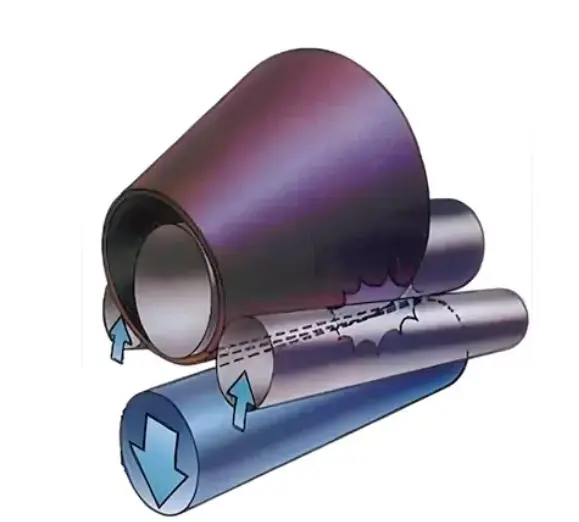
Cones complicate the process because the contact conditions change across the width of the plate. Friction, stiffness, and roll deflection are not uniform, so the forming response varies from one side of the workpiece to the other. Without a machine built to control these variables, you end up chasing taper errors, angle drift, and out-of-round sections pass after pass. In practical terms, success depends on fundamentals: a stiff frame that resists deflection, efficient torque delivery, hard and stable rolls, and a crowning approach that equalizes pressure across the width. Get those right, and cones roll true; get them wrong, and you add correction passes and scrap.
JS RAGOSがすべてのパスに正確さを組み込む方法
JS RAGOS designs its 3-Roll Plate Rolling Machine to keep deflection low, torque high, and pressure even - so operators can repeat good parts and hit target tapers without guesswork.
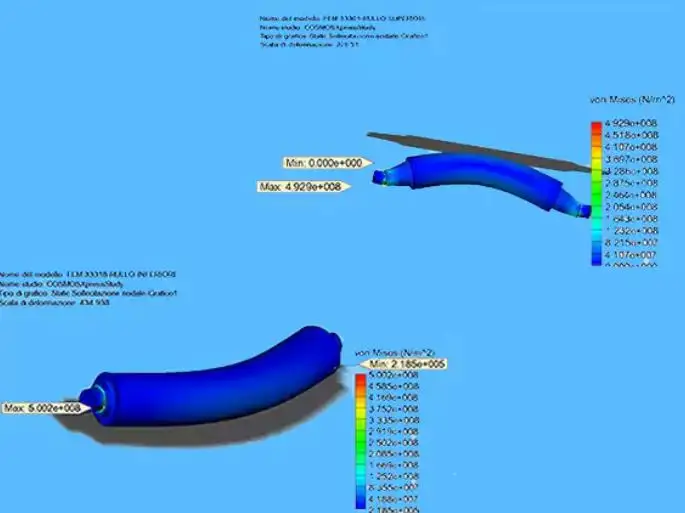
- FEA検証済み構造: The welded frame is modeled with Finite Element Analysis to limit elastic movement under heavy loads. When the frame holds its shape, curvature stays stable, the top roll stays aligned under pressure, and operators spend less time trimming profiles - especially during pre-bending on cone jobs.
- Direct planetary drives per roll: Each roll is powered by a dedicated hydraulic motor feeding a planetary gearbox mounted on-axis. The result is high torque, minimal transmission loss, and smooth acceleration. By cutting out multi-stage inefficiencies, thin-wall cones and large diameters maintain traction with fewer slip marks and more consistent feed.
- Induction-hardened rolls to 54 HRC: Forged rolls are CNC machined with an optimized crown and induction hardened for wear resistance. With a hard, geometry-stable surface, the rolls keep stainless and aluminum looking clean, preserve shape over extended runs, and improve traction on challenging alloy grades.
- Crowned for accuracy: A calculated crown neutralizes roll deflection and balances pressure across the width - preventing soft-center issues and edge over-form - so taper is dependable and seams meet properly.
- Cone entry control: Purpose-built tooling governs the entry angle and side-to-side alignment.
- Top and side supports for shape preservation: For thin walls and large diameters, support arms and adjustable side supports maintain roundness as the cone exits the forming zone. The result is fewer surface impressions, reduced ovality, and easier downstream fit.
- Planetary side-roll movement: Side rolls move on a planetary track for fine, repeatable positioning. Small adjustments can swing taper or roundness; planetary travel provides the precision needed for incremental cone correction.
- Digital position feedback: Dedicated readouts for top and side roll positions make it easy to capture offsets, reproduce setups, and lock angles and radii to each cone design. Consistency improves across shifts, shortening the learning curve.
- Dual working speeds: Two selectable speeds enable slow, precise passes for tight tolerance work and faster rolling for general cylinders. Cycle times can be tuned without sacrificing control.
Hydraulic balancing keeps side rolls evenly loaded as material gauge and width shift. A wedge-bar clamp on the bottom roll locks the sheet during pre-bend and cone forming, boosting feed stability and safety. Combined, they confront the key drivers of cone inaccuracy - deflection, uneven torque, non-uniform pressure, and weak feedback. The JS RAGOS 3-Roll Plate Roller cuts tryouts, reduces rework, and narrows dimensional variability - exactly what cone work requires.
n価値を提供する場所
The machine's design aligns naturally with the production realities of:
- Shipbuilding: Funnels, tapered hull segments, nozzle assemblies, and transition cones benefit from stable taper and accurate roundness. Better geometry eases weld stresses and helps inspections go smoothly.
- Pressure vessel lines: Conical transitions, jackets, and dished-head sections form with less distortion. Fewer fixes shorten schedules and reduce unwanted heat from rework.
- Storage tanks and energy: Large shells, reducers, and duct transitions roll efficiently and hold shape - crucial for thin-wall components headed to the field.
n日常運行の利点
Accuracy must pair with reliability, maintainability, and repeatability. JS RAGOS is built for longevity and straightforward control:
•FEA-backed frame resists creep, keeping calibration true as utilization rises.
•Direct planetary drives simplify power transmission versus multi-stage setups, lowering maintenance.
•Hardened, crowned rolls protect finish and geometry with abrasive stock over long runs.
•Top and side supports decrease ovality on thin shells, reducing scrap and straightening time.
•Digital roll positioning compresses setup time, smooths changeovers, and enables recipe-driven repeats.
•Dual speed modes enhance throughput while preserving precision passes.
•Hydraulic balancing with wedge-bar clamping keeps feed stable across mixed thickness programs, improving safety and operator assurance.
構成とカスタマイズ tフィット・ユア・ワーク
No two forming envelopes are identical. JS RAGOS offers linear and arc-type 3-Roll Plate Rolling Machine configurations to match specific geometries, materials, and workflows. Application engineers review drawings, plate specifications, and tolerance targets to select roll diameters, crown profiles, drive sizing, support schemes, and cone tooling. The objective is not just to supply a machine - it's to engineer repeatability into your rolling process.
- 円錐形成リスクを軽減する実用的な方法
If taper mismatch, angle drift, or weld fit-up delays keep cropping up, the rolling stage is the right place to intervene. When stiffness, torque delivery, pressure distribution, and position feedback are controlled as a unified system, cones stop being a trial-and-error exercise. Operators focus on making conforming parts, not correcting bends. That's the payoff of a 3-Roll Plate Rolling Machine that treats cone forming as a precision task, not a best-guess process.
行動の呼びかけ
Send your target cone geometry and material data to JS RAGOS for a feasibility review. Request a live demo or sample roll to validate accuracy on your parts. If you're searching for a 3-Roll Plate Rolling Machine for sale that can eliminate cone bending inaccuracy and accelerate your schedule, our team will configure the right machine and tooling to meet your tolerances - with repeatable results shift after shift.

